
Baker Hughes Data Classication: Public
21000 Series
Top Guided Globe Valve
with Lo-dB
™
/Anti-cavitation/API 6A capabilities
Instruction Manual (Rev.F)
ii | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
THESE INSTRUCTIONS PROVIDE THE CUSTOMER/OPERATOR WITH IMPORTANT PROJECT-
SPECIFIC REFERENCE INFORMATION IN ADDITION TO THE CUSTOMER/OPERATOR’S
NORMAL OPERATION AND MAINTENANCE PROCEDURES. SINCE OPERATION AND
MAINTENANCE PHILOSOPHIES VARY, BAKER HUGHES COMPANY (AND ITS SUBSIDIARIES
AND AFFILIATES) DOES NOT ATTEMPT TO DICTATE SPECIFIC PROCEDURES, BUT TO
PROVIDE BASIC LIMITATIONS AND REQUIREMENTS CREATED BY THE TYPE OF EQUIPMENT
PROVIDED.
THESE INSTRUCTIONS ASSUME THAT OPERATORS ALREADY HAVE A GENERAL
UNDERSTANDING OF THE REQUIREMENTS FOR SAFE OPERATION OF MECHANICAL AND
ELECTRICAL EQUIPMENT IN POTENTIALLY HAZARDOUS ENVIRONMENTS. THEREFORE,
THESE INSTRUCTIONS SHOULD BE INTERPRETED AND APPLIED IN CONJUNCTION WITH
THE SAFETY RULES AND REGULATIONS APPLICABLE AT THE SITE AND THE PARTICULAR
REQUIREMENTS FOR OPERATION OF OTHER EQUIPMENT AT THE SITE.
THESE INSTRUCTIONS DO NOT PURPORT TO COVER ALL DETAILS OR VARIATIONS IN
EQUIPMENT NOR TO PROVIDE FOR EVERY POSSIBLE CONTINGENCY TO BE MET IN
CONNECTION WITH INSTALLATION, OPERATION OR MAINTENANCE. SHOULD FURTHER
INFORMATION BE DESIRED OR SHOULD PARTICULAR PROBLEMS ARISE WHICH ARE NOT
COVERED SUFFICIENTLY FOR THE CUSTOMER/OPERATOR'S PURPOSES THE MATTER
SHOULD BE REFERRED TO BAKER HUGHES.
THE RIGHTS, OBLIGATIONS AND LIABILITIES OF BAKER HUGHES AND THE CUSTOMER/
OPERATOR ARE STRICTLY LIMITED TO THOSE EXPRESSLY PROVIDED IN THE CONTRACT
RELATING TO THE SUPPLY OF THE EQUIPMENT. NO ADDITIONAL REPRESENTATIONS OR
WARRANTIES BY BAKER HUGHES REGARDING THE EQUIPMENT OR ITS USE ARE GIVEN
OR IMPLIED BY THE ISSUE OF THESE INSTRUCTIONS.
THESE INSTRUCTIONS ARE FURNISHED TO THE CUSTOMER/OPERATOR SOLELY TO
ASSIST IN THE INSTALLATION, TESTING, OPERATION, AND/OR MAINTENANCE OF THE
EQUIPMENT DESCRIBED. THIS DOCUMENT SHALL NOT BE REPRODUCED IN WHOLE OR IN
PART WITHOUT THE WRITTEN APPROVAL OF BAKER HUGHES.
Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | iii
Copyright 2023 Baker Hughes Company. All rights reserved.
Table Of Contents
Important: Safety Warning ............................................................................................................. 1
1. Introduction ................................................................................................................................. 3
2. General ........................................................................................................................................ 3
3. Unpacking ................................................................................................................................... 3
4. Installation................................................................................................................................... 3
5. Air Piping ..................................................................................................................................... 4
6. Body Disassembly...................................................................................................................... 4
6.1 Threaded Trim ....................................................................................................................... 4
6.2 Quick-Change Trim ............................................................................................................... 4
7. Maintenance/Repair.................................................................................................................... 5
7.1 Threaded Seat Ring Removal ............................................................................................... 5
7.2 Bushing Removal .................................................................................................................. 5
7.3 Lapping Seats ....................................................................................................................... 5
7.3.1 Threaded Trim .............................................................................................................. 5
7.3.2 Quick-Change Trim ....................................................................................................... 6
7.4 Lo-Db Plug ............................................................................................................................ 6
7.5 Plug Stem Pinning................................................................................................................. 6
7.6 Packing Box .......................................................................................................................... 7
7.6.1 Kevlar/Ptfe Pack. Ring (Standard) ................................................................................ 7
7.6.2 Expanded Graphite P. Ring (Option) ............................................................................ 8
7.6.3 Le Packing (Low Emission) (Option) ............................................................................ 8
7.7 Soft Seat Plug ....................................................................................................................... 9
8. Valve Body Reassembly ............................................................................................................ 9
8.1 Threaded Trim ....................................................................................................................... 9
8.2 Quick-Change Trim ............................................................................................................. 10
8.3 High Pressure & Angle Design ............................................................................................ 11
9. Actuators ................................................................................................................................... 11
9.1 Types 87/88 Actuators ......................................................................................................... 11
iv | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
10. Bellows Seal Assembly .......................................................................................................... 11
10.1 Bellows Valve Disassembly ............................................................................................... 16
10.1.1 Threaded Trim .......................................................................................................... 16
10.1.2 Quick-Change Trim ................................................................................................... 16
10.2 Repair................................................................................................................................ 17
10.2.1 Plug / Stem Bellows / Bonnet Extension S/A ............................................................ 17
10.3 Plug And Seat Ring Seating Surfaces .............................................................................. 18
10.4 Bonnet Reassembly .......................................................................................................... 18
10.5 Valve Body Reassembly ................................................................................................... 18
10.6 Actuator To Body S/A And Plug Stem Adjustment ............................................................. 18
10. Actuation .................................................................................................................................. 20
Appendix for high pressure valves 21000 API 6A Series ......................................................... 30

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 1
Copyright 2023 Baker Hughes Company. All rights reserved.
Safety Information
Important - Please read before installation
These instructions contain DANGER, WARNING, and CAUTION
labels, where necessary, to alert you to safety related or other
important information. Read the instructions carefully before
installing and maintaining your control valve. DANGER and
WARNING hazards are related to personal injury. CAUTION
hazards involve equipment or property damage. Operation
of damaged equipment can, under certain operational
conditions, result in degraded process system performance
that can lead to injury or death. Total compliance with all
DANGER, WARNING, and CAUTION notices is required for
safe operation.
This is the safety alert symbol. It alerts you to potential personal
injury hazards. Obey all safety messages that follow this symbol
to avoid possible injury or death.
Indicates a potentially hazardous situation which, if not avoided,
could result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
could result in serious injury.
Indicates a potentially hazardous situation which, if not avoided,
could result in minor or moderate injury.
When used without the safety alert symbol, indicates a
potentially hazardous situation which, if not avoided, could result
in property damage.
Note: Indicates important facts and conditions.
About this Manual
• The information in this manual is subject to change without
prior notice.
• The information contained in this manual, in whole or part,
shall not be transcribed or copied without Baker Hughes’s
written permission.
• Please report any errors or questions about the information
in this manual to your local supplier.
• These instructions are written specifically for the 21000
Series control valves, and do not apply for other valves
outside of this product line.
Useful Life Period
The current estimated useful life period for the 21000 Series
control valves is 25+ years. To maximize the useful life of the
product, it is essential to conduct annual inspections, routine
maintenance and ensure proper installation to avoid any
unintended stresses on the product. The specific operating
conditions will also impact the useful life of the product. Consult
the factory for guidance on specific applications if required prior
to installation.
Warranty
Items sold by Baker Hughes are warranted to be free from
defects in materials and workmanship for a period of one
year from the date of shipment provided said items are used
according to Baker Hughes recommended usages. Baker
Hughes reserves the right to discontinue manufacture of any
product or change product materials, design or specifications
without notice.
Note: Prior to installation:
• The valve must be installed, put into service and maintained
by qualified and competent professionals who have
undergone suitable training.
• All surrounding pipe lines must be thoroughly flushed to
ensure all entrained debris has been removed from the
system.
• Under certain operating conditions, the use of damaged
equipment could cause a degradation of the performance
of the system which may lead to personal injury or death.
• Changes to specifications, structure, and components
used may not lead to the revision of this manual unless
such changes affect the function and performance of the
product.

2 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
1. It is the end user's responsibility to ensure properly loaded and/or supported piping to avoid undesired stresses on the
product which may result in damage to the product, loss of containment, or loss of functionality and resulting unsafe
states or conditions.
2. It is the end user's responsibility to correctly identify end locations and place product in areas that may contain
explosive atmospheres. The failure of properly following the test, installation, maintenance and/or disassembly/assembly
instructions may result in a compromised product which in turn could result in an uncontrolled/unexpected loss of
containment and release of pressure.
3. It is the end user’s responsibility to take appropriate actions to ensure that site personnel who are performing
installation, commissioning, and maintenance have been trained in proper site procedures for working with and around
Baker Hughes supplied equipment, per Safe Site Work Practices, are the end user's responsibility.
4. The failure of properly following the test, installation, maintenance and/or disassembly/assembly instructions may result
in a compromised product which in turn could result in an uncontrolled /unexpected loss of containment and release
of pressure. It is the responsibility of the person conducting the tasks listed above to take great care in following such
procedures.
5. It is the end user's responsibility to:
• Recognize and safely contain any leak.
• Ensure proper Personal Protective Equipment is available and used.
• Follow Proper lifting techniques / equipment / procedures, per Safe Site Work Practices.
6. Proper Lockout/Tagout of energy sources prior to maintenance, per Safe Site Work Practices, is the end user's
responsibility. This includes any potential control signals or circuits that may have a remote or automated control
function over any product. Instructions to properly release spring stored energy included in IOM.
7. After installation or maintenance, it is the end user's responsibility to ensure the equipment has been properly inspected
and returned to proper condition before being returned to service.
Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 3
Copyright 2023 Baker Hughes Company. All rights reserved.
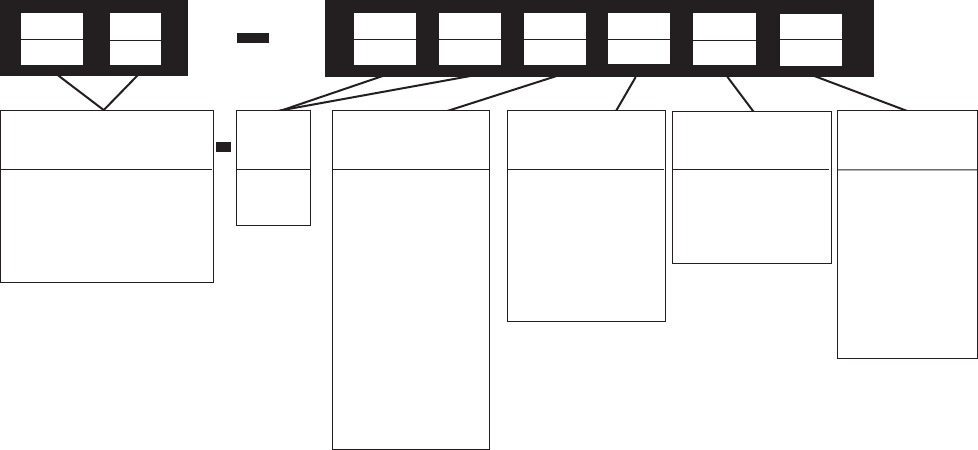
Figure 1 – Numbering System
The 21800 Series double stage anti-cavitation valve is derived
from the 21700 single stage anti-cavitation valve through a
modification to the cage and plug. Substitution of the standard
cage with an anti-cavitation cage permits the pressure drop to be
split between the two stages efficiently.
The 21900 Series double stage Lo-dB valve is also derived from
the 21700 single stage Lo-dB valve through a modification to
the cage and plug. Substitution of the standard cage, with a Lo-
dB cage permits the pressure drop to be split between the two
stages efficiently.
In the 21800/21900 Series designs, enlargement of the plug
head up to the cage diameter permits simultaneous throttling of
the plug Cv and the cage Cv. It also provides optimum allocation
of the pressure drop between the two stages along the entire
plug travel.
Recommended spare parts required for maintenance are listed
in the Parts Reference table on page 19. The model number,
size, rating and serial number of the valve are shown on the
identification tag located on the actuator. Refer to Figure 1 for the
21000 series numbering system.
3. Unpacking
Care must be exercised when unpacking the valve to prevent
damage to the accessories and component parts. Contact the
local Baker Hughes Sales office or Service Center with any
issues or problems. Be sure to note the valve model number and
serial number in all correspondence.
4. lnstallation
4.1 Piping Cleanliness
Before installing the valve in the line, clean piping and valve of
all foreign material such as welding chips, scale, oil, grease or
dirt. Gasket surfaces should be thoroughly cleaned to ensure
leak-proof joints.
4.2 Isolation Bypass Valve
To allow for in-line inspection, maintenance or removal of the
valve without service interruption, provide a manually operated
1. Introduction
The following instructions should be thoroughly reviewed
and understood prior to installing, operating or performing
maintenance on this equipment. Throughout the text, safety
and/or caution notes will appear and must be strictly adhered to,
otherwise, serious injury or equipment malfunction could result.
Baker Hughes has a highly skilled After Sales Department
available for start-up, maintenance and repair of our valves and
component parts.
Arrangements for this service can be made through your local
Baker Hughes's representative or sales department. When
performing maintenance use only Masoneilan
™
replacement
parts. Parts are obtainable through your local representative or
spare parts department. When ordering parts, always include
Model and Serial Number of the unit being repaired.
2. General
These installation and maintenance instructions apply to all sizes
and ratings of the 21000 Series control valves regardless of the
type of trim used.
21000 Series single ported top guided control valves are designed
with built in versatility making them well-suited to handle a wide
variety of process applications.
Standard construction offers a contoured plug (21100 Series)
with a threaded seat ring or a quick change seat ring. The heavy
top plug guiding provides maximum support to ensure plug
stability.
A series of reduced area trim is available to provide wide flow
range capabilities in all valve sizes.
Tight Shutoff Class IV leakage is standard. Optional constructions
(one of which is the 21600 Series soft seat plug) meet IEC 534-4
and ANSI/FCI 70.2 Class V and Vl requirements.
An optional Low Emission Low-E Packing is available to assure
compliance with the fugitive emission containment requirements.
Replacing the conventional plug with the single stage Lo-dB
design (21700 Series) provides excellent noise attenuation or
anti-cavitation performance.
2nd
Flow
Characteristics
0. Undefined
1. Linear
2. Equal
Percentage
3. Modified
Percent
2nd
5th
4th
3rd
87 Spring Diaphragm
Air-to-Close
88 Spring Diaphragm
Air-to-Open
1st
1st
Plug Type
0. Undefined
1. Contoured
6. Soft Seat
7. Single Stage
Lo-dB/
Cavitation
Containment
8. Double Stage
Cavitation
Containment
9. Double Stage
Lo-dB
Actuator Type
Seat Type
0. Undefined
4. Quick Change
5. Threaded
6th
Optional
Configuration
A Angle Body
BS Bellows
Seal
EB Extension
Bonnet
C Cryogenic
Extension
Bonnet
Body
Series
21
4 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
CAUTION
CAUTION
WARNING
DANGER
Do not exceed supply pressure indicated on serial plate
located on the yoke of the actuator.
6. Body Disassembly
Access to the internal components of the body should be
accomplished with the actuator removed. To remove the actuator
from the body, refer to the actuator instruction Ref. 19530 for a
type 87/88 multispring actuator.
CAUTION
CAUTION
WARNING
DANGER
Prior to performing maintenance on the valve, isolate the
valve and vent the process pressure. Shut off the supply
air line and the pneumatic or electric signal line.
6.1 Threaded Trim (Figure 12 or 14)
After removing the actuator, disassemble the body using the
following procedure :
A. If there is a leak detector connection on the lateral NPT port
of the bonnet, disconnect this piping as well.
B. Remove body stud nuts (10).
C. Remove bonnet (8), and plug stem (1) and plug (16) sub-
assembly together as one unit.
Note: Spiral wound body gaskets (11) are standard in
the 21000 Series design and it is imperative that a new
gasket be installed each time the valve is disassembled.
D. Remove packing flange stud nuts (3), packing flange (4) and
packing follower (5).
E. Remove plug (16) and plug stem (1) sub-assembly from the
bonnet (8).
CAUTION
CAUTION
WARNING
DANGER
Care must be taken to avoid damage to the plug and
plug guide.
F. Follow instructions for specific packing type in Section 7.6.1
A, 7.6.2 B or 7.6.3
G. Bonnet (8), plug (16), bushing (12) and seat ring (14) may
now be inspected for wear and service damage. After
determining the maintenance required, proceed to the
appropriate Section of this instruction manual.
6.2 Quick-Change Trim (Figure 13 or 15)
After removing the actuator, disassemble the body using the
following procedure:
A. If there is a leak detection connection on the lateral NPT port
of the bonnet, disconnect this piping as well.
B. Remove body stud nuts (10).
stop valve on each side of the 21000 Series valve with a manually
operated throttling valve mounted in the by-pass line (See Figure
2).
4.3 Flow Direction
The valve must be installed so that the process fluid will flow
through the valve in the direction indicated by the flow arrow
located on the body.
• With contoured plug (21100/21600) or Lo-dB plug
(21700/21900) flow-to-open
• On anti-cavitation design (21700/21800) flow-to-close
4.4 Heat Insulation
For heat-insulated installation, do not insulate the valve bonnet.
Take necessary protective measures relate to personal safety.
Welded Connections
CAUTION
CAUTION
WARNING
DANGER
Carefully review the information in this section prior to
welding any valves inline. Refer any additional ques-
tions to the local Baker Hughes Sales Office or Service
Center.
Pre-Weld Preparation
Carefully follow the installation steps defined in the sections
noted above prior to performing weld procedures.
Welding Process
Perform welding process in accordance with the standard
requirements for the materials and weld construction of the
specific valve. Apply post weld heat treatment if required.
CAUTION
CAUTION
WARNING
DANGER
Internal valve components should be removed prior
to performing welding or pre/post weld heat treatment
weld heat treatment in order to prevent damaging any
soft goods (such as PTFE seals). If unable to remove
the elastomeric components, then other methods must
be employed to prevent the local temperature around
the seals from exceeding the maximum material limits
(typically 450°F / 232°C for PTFE based materials).
Post Weld Cleaning & Assembly
Inspect the body, bonnet, and trim components for cleanliness
and surface condition. Remove any foreign materials, such as
weld chips, slag or scale. Make sure there are no nicks, scratches,
burrs or sharp corners on sealing and sliding surfaces. Clean all
gasket interface surfaces and reassemble using new gaskets to
ensure sealing integrity.
5. Air Piping
The actuators are designed to accept
1
/4" NPT air supply piping.
Use
1
/4" OD tubing (4 x 6 mm) or equivalent for all air lines. If the
supply air line exceeds 25 feet in length (7 meters) or if the valve
is equipped with volume boosters, then
3
/8" tubing (6 x 8 mm) is
preferred. AII connections must be free of leaks.

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 5
Copyright 2023 Baker Hughes Company. All rights reserved.
narrow as possible. This may require dressing both parts in a
lathe. The seating surface angle of the plug is 28 degrees and
the seat ring is 30 degrees (relative to the centerline axis). A
good grade of fine grinding compound is required for the lapping
operation.
The compound should be mixed with a small quantity of lubricant
such as graphite. This will slow the cutting rate and prevent
tearing of the seating surfaces. The amount of lapping required
depends on the materials, condition of seating surfaces, and
accuracy of machining. lf a short period of lapping does not visibly
improve seating, there is usually no advantage in continuing as
excessive lapping may result in rough seats. The only remedy is
replacement or re-machining of one or both parts. When lapping
new plugs and seat rings, begin with a medium fine (240 grit) and
finish with a finer grade (600 grit).
Note: Lapping should produce a line contact area, not the
entire surface, due to the difference in seat angles.
CAUTION
CAUTION
WARNING
DANGER
Before lapping, the plug and stem sub-assembly must
be concentric. (See pinning operation, section 7.5).
7.3.1 Threaded Trim (Figure 12 or 14)
1. CIean body gasket surface areas.
2. When seat (14) has been removed, ensure that the sealing
surface in the body bridge and the threads are thoroughly
cleaned.
Note: A sealant compatible with the process should be
applied sparingly to the seat ring threads and sealing
shoulder.
3. lnstall and tighten seat ring (14) using fabricated wrench
used for removal.
CAUTION
CAUTION
WARNING
DANGER
Do not over-tighten. Do not strike seat ring lugs
directly. This could distort the seat ring resulting in
seat leakage.
4. Apply lapping compound on the plug (16) at several spots
equally spaced around the seating area.
5. lnsert the stem and plug sub-assembly carefully into the
body until it is seated.
6. Place bonnet (8) on the body and fasten the bonnet to the
body using four body stud nuts (10) spaced equally apart.
Apply slight pressure and tighten evenly.
CAUTION
CAUTION
WARNING
DANGER
Do not tighten nuts to nal torque specications at
this time. The bonnet is used temporarily for guiding
purposes only.
7. lnsert two or three pieces of packing (6) into the packing box to
assist in guiding the stem and plug during lapping.
8. Screw a drilled and tapped rod with a T-handle onto the plug
stem and secure with a locknut (see Figure 4).
Note: As an alternative, drill a hole through a flat steel
plate and fasten to the plug stem using two locknuts.
C. Remove bonnet (8), and plug stem (1) and plug (16) sub-
assembly together as one unit.
D. Since the cage (13), seat ring (14) and seat ring gasket (15) are
held in place by the bonnet, they may now be removed.
Note: Spiral wound gaskets (11 & 15) are standard in the
21000 Series design and it is imperative that new gaskets
be installed each time the valve is disassembled.
E. Remove packing flange stud nuts (3), packing flange (4) and
packing follower (5).
F. Remove plug (16) and plug stem (1) sub-assembly from the
bonnet (8).
CAUTION
CAUTION
WARNING
DANGER
Care must be taken to avoid damage to the plug and
plug guide.
G. Remove old packing (6) [and optional lantern ring (7) if a leak
detection connection has been installed]. Follow instructions
for specific packing type in Section 7.6.1 A, 7.6.2 B or 7.6.3.
H. All components may now be inspected for wear and service
damage. After determining the maintenance required,
proceed to the appropriate Section of this instruction manual.
7. Maintenance & Repair
The purpose of this section is to provide recommended
maintenance and repair procedures. These procedures assume
the availability of standard shop tools and equipment.
7.1 Threaded Seat Ring Removal
(Figure 12 or 14)
Threaded seat rings (14) are installed tightly by the manufacturer,
and after years of service they may be difficult to remove.
To facilitate removal, seat ring wrenches can be fabricated to
engage the seat ring lugs and adapted to a standard wrench. If
the seat ring is exceptionally resistant to removal, the application
of heat or penetrating oil should be helpful.
CAUTION
CAUTION
WARNING
DANGER
When using heating devices, ensure that proper
safety practices are observed. Flammability and
toxicity of the process uid must be considered and
proper precautions taken.
7.2 Bushing Removal
The bushing (12) is press fit into the bonnet and does not normally
require replacement. If necessary, it may be pulled or machined
out. When machining the bushing out, care must be taken to
maintain proper dimensions and tolerances in the bonnet. These
will be furnished upon request.
7.3 Lapping Seats
Lapping is the process of working the valve plug against the
seat ring with an abrasive to produce a close fit. If valve leakage
is excessive, lapping becomes necessary. The plug and seat
ring seating surfaces should be free of large scratches or other
defects, and the contact surfaces of the seats should be as

6 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
10. Apply slight pressure on the stem, and rotate the stem in
short oscillating strokes (around 8 to 10 times). Repeat this
step as necessary.
Note: The plug should be lifted and turned 90° each
time before repeating Step (10). This intermittent lifting
is required to keep the plug and seat ring concentric
during lapping.
11. After completion of the lapping operation, remove bonnet
and internal parts. The seating area of the seat ring and the
plug must be cleaned of all lapping compound in preparation
for reassembly.
7.4 Lo-dB PIug (Figure 8, 14 or 15)
The procedures used for performing maintenance on a valve
equipped with Lo-dB plugs (21700/21800/21900 Series) are the
same as those used for Threaded or Quick Change Trim.
CAUTION
CAUTION
WARNING
DANGER
Maintenance of the plug should be limited to cleaning
of the ports and the procedures dened under
Sections 7.3 (Lapping) and 7.5 (Pinning) as required.
7.5 PIug Stem Pinning
Plug stem pinning in the field may be required for the following:
- Replacing existing plug and stem, or
- Replacing existing stem only
Replacing Plug and Stem
If it is necessary to replace the plug, then the plug stem must be
replaced at the same time. The original pin hole in an existing
stem will not provide the necessary fit, and might seriously impair
the strength of the assembly.
A. Reference Marking on the Plug Stem
Measure the depth of the pilot recess in the plug (Dimension
X in Figure 9), and make a reference mark on the plug stem
at the same distance from the thread.
Note: While pinning is being performed, care must
be taken not to damage the seating surface or plug
guide. Always use a soft metal or plastic vice jaws with
cylindrical features to hold the plug guide area (see
Figure 9).
B. Screwing Stem to Plug
•
Hold the plug (with vise jaw assembly) in a vise.
•
Lock two nuts against each other on the end of the new
plug stem, and screw the stem solidly into the plug using
a wrench on the upper nut.
When properly assembled, the reference mark (see
Section A above) should be flush with the end of the plug
guide.
C. Drilling the New Parts
• If the plug is already fully drilled (typical for 440 C
hardened stainless steel material or solid Stellite or
Equivalent), then drill the stem to the same diameter
(Diameter C in Figure 9) as the plug shank hole.
9. Apply slight pressure on the stem, and rotate the stem in
short oscillating strokes (around 8 to 10 times). Repeat this
step as necessary.
Note: The plug should be lifted and turned 90° each
time before repeating Step (9). This intermittent lifting
is required to keep the plug and seat ring concentric
during lapping.
CAUTION
CAUTION
WARNING
DANGER
Avoid over-lapping as this can cause damage to
the seating surface rather than improve leakage
performance.
10. After completion of the lapping operation, remove bonnet
and plug. The seating area of the seat ring and the plug
must be cleaned of all lapping compound in preparation for
reassembly. Do not remove seat ring.
7.3.2 Quick-Change Trim (Figure 13 or 15)
1. CIean body gasket surface areas.
2. Install a new seat ring gasket (15) and insert seat ring (14)
in the body.
Note: Gasket (15) is temporarily placed to hold the seat
ring during lapping. It is imperative to use a new gasket or
a test part having the same geometrical characteristics
in order to ensure the correct position of the seat ring
during lapping. This gasket (or similar part) can be kept
after lapping for future use. The gasket used for lapping
must not be reused for the body reassembly.
3. Apply lapping compound at several spots equally spaced
around the seating area of the seat ring.
4. Insert the cage (13) into the body.
5. lnsert the stem and plug sub-assembly carefully into the
body until it is seated.
6. PIace bonnet (8) on the body.
CAUTION
CAUTION
WARNING
DANGER
Ensure that the seat ring (14), cage (13) and bonnet
(8) are properly aligned.
7. Fasten the bonnet to the body using four body stud nuts
(10) spaced equally apart. Apply slight pressure and tighten
evenly.
CAUTION
CAUTION
WARNING
DANGER
Do not tighten nuts to nal torque specications at
this time. The bonnet is used temporarily for guiding
purposes only.
8. Insert two or three pieces of packing into the packing box to
assist in guiding the stem and plug during lapping.
9. Screw a drilled and tapped rod with a T-handle onto the plug
stem and secure with a locknut (see Figure 4).
Note: As an alternative, drill a hole through a flat steel
plate and fasten to the plug stem using two locknuts.

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 7
Copyright 2023 Baker Hughes Company. All rights reserved.
D. Pinning
Select the correct size pin based on the plug guide diameter and
pin hole diameter. Proceed as described in part D of the previous
section, taking care not to damage the plug guide area.
Ensure plug stem alignment following the pinning operation.
7.6 Packing Box
Packing box maintenance is one of the principle action items of
routine servicing. Tightness of the packing is maintained by packing
compression. Compression is achieved by evenly tightening the
packing flange nuts (3) against the packing flange (4). Care must
be taken not to over tighten as this could prevent smooth operation
of the valve. If all compression is used up and the valve leaks, then
new packing is required.
CAUTION
CAUTION
WARNING
DANGER
Valve must be isolated and the pressure vented
before performing packing box maintenance.
Proceed as follows :
7.6.1 Braided PTFE with Carbon or Aramid Core (Standard)
Note: The Braided PTFE/Carbon or Aramid packing rings
have a skive cut allowing packing replacement without
disconnecting the plug stem from the actuator connector
or actuator stem.
A. By means of a hooked instrument, remove packing rings (6)
ensuring not to damage the sealing surfaces of the packing
box or plug stem.
Note: On valves equipped with an optional lubricator
connection, the lantern ring must also be removed to
gain access to lower packing rings. Pay close attention
to the order and number of rings extracted with the
lantern ring. This will help with reassembly.
B. Replace packing rings (6).
Note: Assemble and compress rings one at a time into
packing box. The skive cut of each packing ring must
be placed about 120 degrees apart.
C. Replace packing follower (5) and packing flange (4).
D. Replace and tighten packing stud nuts (3).
CAUTION
CAUTION
WARNING
DANGER
Do not over tighten.
E. Place valve back in service and only tighten packing as
necessary to stop external leakage.
Note: In an emergency, string packing may be used as
a temporary repair only. It must be replaced with the
correct packing as soon as possible.
• If the plug guide area has a center mark,
PIace the plug guide on a V-block and use a suitable
drill size to either:
- Match the hole size in the plug, or
- Match Diameter C (see Figure 9)
Drill through the plug-stem assembly.
• If the plug guide area does not have any hole or any
center mark,
- Measure Dimension D based on the plug guide diameter
and stem diameter (see Figure 9).
- PIace the plug guide on a V-block, and make a center
mark on the plug guide area using a center punch.
- Drill through the plug-stem assembly using a suitable
size drill bit.
In all cases after drilling: Remove any burrs from the
plug guide hole by making a slight chamfer.
D. Pinning the Plug-Stem Assembly
1.
Select the correct size pin based on the plug guide diameter
and stem diameter (see Figure 9). Apply a small amount of
grease on the pin and hand assemble it into the hole in the
plug.
2. Press fit the pin into the hole using a hammer. Complete
the pinning operation by taking care to ensure that the pin is
recessed by the same amount at both sides (see Figure 9).
3. After the plug has been pinned, it should be placed in a lathe
to ensure it is concentric with the stem.
If the assembly is not running true, then the stem should be
placed in a collet with the plug guide against it and the plug
should be adjusted. Alignment of plug stem can be performed
by means of a soft faced mallet.
Replacing Existing Stem Only
A. Removing Existing Pin and Stem
1.
Place the plug guide on a V-block and use a drift punch to
drive out the old pin.
Note: If it is necessary to drill out the pin, use a drill bit
slightly smaller than the pin diameter.
2. Hold the plug guide in a vise (see note on opposite side of
page).
3. Lock one nut against another at the end of the plug stem. Using
a wrench on the lower nut, unscrew the stem from the plug. The
stem is removed by turning it counter-clockwise.
B. Screwing Stem to Plug
Refer to step B of the previous section on “REPLACING
PLUG AND STEM”.
C. Drilling the New Stem
PIace the plug guide on a V-block and use a suitable size
drill bit to drill the stem (use the hole in the plug as a guide).
Note: If the hole in the plug guide has been slightly
damaged while removing the old pin, choose a drill bit and
a pin with a slightly larger diameter than the normal pin.

8 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
7.6.3.1 Preparation
7.6.3.1.1 Stem
Inspect stem for any nicks or scratches on the surface
finish. Reject the stem for any of these reasons as they may
damage packing.
Note: A properly etched part number on the stem in
the packing area will have no adverse effect on the
performance of the packing.
Stem finish should be 3-7 AARH (Ra 0,1/0,2).
7.6.3.1.2 Packing Box
Note: Bonnets that have a lube hole or leak detection
port are unacceptable for use with the packing
arrangement.
CAUTION
CAUTION
WARNING
DANGER
Packing box should be clean and free of burrs, rust,
and any foreign matter. Parts can be cleaned with
denatured alcohol.
Note: Packing box finish should be 125 AARH (Ra 3,2) or
better.
The packing box may be bored or honed oversize by up to
0.015” (0.38 mm) above the nominal diameter to improve the
finish. For instance, a nominal 0.875” (22.22 mm) packing box
may be bored or honed up to 0.890” (22.60 mm) and the LE
Packing will still seal properly.
Packing box must be finished to the bottom of the bore.
7.6.3.1.3 Packing
Inspect packing rings. DO NOT use packing if any nicks or
scratches on packing are observed. Check packing instructions
to ensure that it is in proper arrangement (different packing
materials contain arrangements specific to the design).
7.6.3.2 Packing Installation
a. Refer to the packing instructions that were provided
with the packing for proper installation.
b. Packing Manual Ref 34620 is also available as
an additional aid while completing the packing
installation.
c. The packing should be checked for leakage.
Note: All exposed surfaces of the packing set must
be covered with the lubricant.
d. Packing load should be checked after the valve has
cycled approximately 500 times. Adjust if necessary.
Plant maintenance / operation personnel should
periodically inspect valves to spot leakage. Adjust if
necessary and per OEM recommendations. If leak is
not resolved, packing and any non-confirming hardware
part must be replaced.
7.6.2 Flexible Graphite Rings
Note: Flexible graphite packing rings replacement may require
disconnecting the plug stem from the actuator stem and
removal of the actuator if rings are not skive cut.
A. By means of a hooked instrument, remove packing (6)
ensuring not to damage the sealing surfaces of the packing
box or plug stem.
Note: On valves equipped with an optional lubricator
connection, the lantern ring must also be removed to
gain access to lower packing rings. Pay close attention
to the order and number of rings extracted with the
lantern ring. This will help with reassembly.
B. Replace new packing set (6); first assemble a back-up ring
(Graphite Filament Yarn braided ring), then the flexible
graphite rings (smooth rings), and finally another braided
back-up ring.
Note: Assemble and compress rings one at a time into
packing box.
C. Assemble packing follower (5) and packing flange (4).
D. Assemble and tighten packing stud nuts (3).
CAUTION
CAUTION
WARNING
DANGER
Do not over-tighten.
E. Proceed to appropriate instructions for actuator and valve
assembly adjustment.
F. Place valve back in service and only tighten packing as
necessary to stop external leakage.
7.6.3 LE Packing
The Masoneilan Low-E (Low Emissions) Packing from Baker
Hughes is a high performance packing system capable of
containing fugitive emissions well below the specifications of the
most severe recommendations. It is also available as fire proof
configuration if required.
The packing is provided as a set of rings consisting of middle
rings and bound by end rings also referred to as anti-extrusion
rings. All of our Low-E solutions come with Live Loading which
is imperative to maintain a constant load on the packing and is
necessary for thermal cycling applications.
Applied properly, this packing exhibits below current regulations.
Consequently, it can effectively prevent fugitive emissions leaks
from a control valve. The Low-E packing system can directly
replace conventional packing, requiring no modification to the
control valve or actuator.
The packing material could vary depending on the specifications
and timing when the valve was ordered. It is important to
understand the specific packing material that is being replaced.
Installation should be performed by a qualified technician. The
following paragraphs will provide guidance while Packing Manual
Ref. 34620 is also available.

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 9
Copyright 2023 Baker Hughes Company. All rights reserved.
b. lnstall plug tip into shank sub-assembly. Hand tighten
and ensure plug tip seats evenly against insert.
For 3" – 8" valves:
a. Apply a light coat of lubricant to the O-ring and install on
insert retainer.
CAUTION
CAUTION
WARNING
DANGER
Ensure any lubricant used is compatible with service
conditions.
b. Install new insert on insert retainer and assemble as
shown in Figure 3.
c. Install plug tip into insert retainer sub-assembly insuring
the plug tip seats evenly on the insert.
F. Carefully place the plug sub-assembly into a soft jaw vise,
holding the plug by the flats provided on the upper end of the
shank.
CAUTION
CAUTION
WARNING
DANGER
When using a vise to hold the plug, extreme care
must be taken not to damage the plug shank.
G. Using the appropriate tool used during disassembly, firmly
tighten the plug tip.
CAUTION
CAUTION
WARNING
DANGER
The plug tip must be tightened, allowed to set for
approximately 4 hours, re-tightened, allowed to set
another 4 hours, then tightened one more time. The
purpose of this tightening sequence is to allow the
insert material to “cold ow” into place on the plug
sub-assembly.
H. Following the above tightening sequence, securely tighten
the set screw down into the plug. Plug is ready for assembly
into the valve.
8. Valve Body Reassembly
After completion of the required maintenance, the valve should
be reassembled using the following procedures:
Note: If any of the following steps were completed during
maintenance, then proceed to the next step.
8.1 Threaded Trim (Figure 12 or 14)
A. CIean all gasket mating surfaces.
B. Apply a small amount of sealant to the seat ring threads and
sealing shoulder. Install seat ring into valve body.
Note: A sealant compatible with the process should be
applied sparingly.
C. lnstall and tighten seat ring using wrench used for removal.
7.6.4 Packing Box Efficiency
The constant supervision of the packing box is one of the main
routing operations of the maintenance service. In order to
provide a correct functioning of the valve, the packing should
not be tightened over the compression value sufficient to provide
the tightness. The packing box efficiency is obtained by the
compression of the packing, or by combining it with use of the
lubricant. As it wears, gradually re-tighten the packing up to the
limits of the possible compression. In order to add packing, it is
necessary only to remove the packing follower and flange and
introduce one or two split rings.
Note: In case of urgency, the braided packing of suitable
section can be inserted without removal of the worn
rings. Before this operation, the valve must be put out of
service. If the packing is made up of non-split rings, it may
be necessary to disassemble the valve, remove the worn
packing and reassemble per the instructions.
7.7 Soft Seat Plug (Figure 3)
The soft seat plug used in the 21000 Series valve has a
replaceable insert. To remove and replace the insert, proceed
as follows.
CAUTION
CAUTION
WARNING
DANGER
The shank OD is the plug guide. Extreme care must
be taken to prevent scoring or marring this surface.
Failure to do so could result in damage to the guide
bushing and destruction of the plug. Two ats are
provided for holding.
A. Loosen set screw until the head of the set screw is flush with
the OD of the shank.
Note: On 3/4"- 2" size valves, the plug tip has a machined
slot into which a bar can be inserted for removal. On
3"- 6" size valves, the plug tip has two machined holes
into which a tool (fabricated with appropriate size pins)
can be inserted for removal.
B. Carefully place plug sub-assembly into a soft jaw vise,
holding the plug by the flats provided on the upper end of
the shank.
CAUTION
CAUTION
WARNING
DANGER
When using a vise to hold the plug, extreme care
must be taken not to damage the plug shank.
C. Using the appropriate tool, unscrew plug tip (counter-
clockwise) from the shank sub - assembly.
D. Remove insert O-ring (for valve sizes 3"- 8" only) and insert
retainer. Discard existing insert and O-ring.
E. Thoroughly clean all remaining metallic components
and install new insert and O-ring as follows (according to
valve size):
For 3/4"- 2" valves :
a. Place new insert on shank and insert retainer as
shown in Figure 3.

10 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
8.2 Quick-Change Trim
(Figure 13 or 15)
A. CIean all gasket mating surfaces.
B. Install seat ring gasket (15) and seat ring (14).
Note: Spiral wound gaskets (11 & 15) are standard in the
21000 Series design. It is imperative that a new gasket
be installed each time the valve is disassembled.
C. Install cage (13).
D. Carefully install plug and stem assembly.
Note: Valve should be lapped before final assembly.
See Section 7.3.
Note: For 2" valves with C
v
30 Lo-dB / Anti-Cavitation
trim only, steps C and D must be reversed such that the
plug and stem assembly is installed prior to the cage.
E. Install body gasket (11).
F. Assemble bonnet (8) and body stud nuts (10) and tighten.
Bonnet must be positioned so the packing flange studs are
at 90° to the flow center line.
CAUTION
CAUTION
WARNING
DANGER
Care must be taken to ensure that the cage, seat,
and bonnet are properly aligned in the body. Cage
should be installed with parts at lower end, near seat
ring. Tighten nuts (10) until metal to metal contact
is obtained with proper bolt torque. Refer to Figure
11 for proper bolt torque and tightening sequence
specications.
G. lnsert packing (6) [and lantern ring (7) on valve equipped
with an optional lubricator or leak detection connection].
Refer to Section 7.6 for proper packing assembly procedure
for standard or optional designs.
H. Install packing follower (5) and packing flange (4).
I. Install packing flange stud nuts (3).
CAUTION
CAUTION
WARNING
DANGER
Do not overtighten (See Section “7.6. Packing Box”).
J. If a leak detection connection was installed, connect it on
the lateral NPT port in the bonnet. If not, ensure that the 1/4"
NPT plug remained in place.
K. For actuator assembly and plug stem adjustment, proceed
to the actuator instruction Ref. 19530 for a type 87/88
multispring actuator.
CAUTION
CAUTION
WARNING
DANGER
Do not over-tighten. Do not strike seat ring lugs
directly. This could distort the seat ring resulting in
unwarranted seat leakage.
D. Carefully install plug and stem assembly.
Note: Valve should be lapped before final assembly.
See Section 7.3.
E. Install body gasket (11).
Note: Spiral wound body gaskets (11) are standard in
the 21000 Series design. It is imperative that a new
gasket be installed each time the valve is disassembled.
F. Assemble bonnet (8) and body stud nuts (10). Bonnet must
be positioned so the packing flange studs are at 90° to the
flow center line.
CAUTION
CAUTION
WARNING
DANGER
Tighten nuts (10) until metal to metal contact is
obtained with proper bolt torque. Refer to Figure
11 for proper bolt torque and tightening sequence
specications.
G. lnsert packing (6) [and lantern ring (7) on valve equipped
with an optional lubricator connection]. Refer to Section
7.6 for proper packing assembly procedure for standard or
optional designs.
H. Install packing follower (5) and packing flange (4).
I. lnstall packing flange stud nuts (3).
CAUTION
CAUTION
WARNING
DANGER
Do not overtighten (See Section “7.6. Packing Box”).
J. If a leak detection connection was installed, connect it on
the lateral NPT port in the bonnet. If not, ensure that the 1/4"
NPT plug remained in place.
K. For actuator assembly and plug stem adjustment, proceed
to the actuator instruction Ref. 19530 for a type 87/88
actuator.

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 11
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 2 – Typical Installation
Insert
3
/4" - 2" Valve Sizes 3" - 8" Valve Sizes
Insert
Retainer
Plug
Tip
Plug Tip
O-ring
Shank
Skirt &
Insert
Retainer
Set
Screw
Set
Screw
Flats
Flats
Figure 3 – Soft Seat Plugs (Optional)
8.3 High Pressure & Angle Design
(Figures 16 & 17)
Standard trim is used within these optional body configurations.
Refer to the applicable sections within this instructions manual.
9. Actuators
9.1 Types 87/88 Actuators
Assemble the pneumatic actuator onto the control valve using the
appropriate instructions for the specific actuator model and type.
Connect air pressure lines to the actuator ports to meet intended
operating mode (i.e., air-to-extend, air-to-retract, or double-
acting). For further details dealing with removal, maintenance,
assembly and adjustment, please refer to Instruction Manual
19530.
10. Bellows Seal Assembly
CAUTION
CAUTION
WARNING
DANGER
Since this is a sealing bellows, the plug stem should
never be turned under any circumstances.
There is a built-in anti-rotation feature, consisting of a double flat
surface machined on the plug stem that slides into a rectangular
slot machined in the upper bushing (30) of the bellows (see
Figure 19 – Section a).
CAUTION
CAUTION
WARNING
DANGER
IT IS IMPORTANT TO DISCONNECT THE ACTUATOR
FROM THE VALVE BEFORE CHANGING THE
ACTUATOR ROTATIONAL POSITION.

12 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
T-Handle
Lock Nut
Figure 4 – Seat Lapping Device
Figure 8
Lo-dB (Type 21900) and Anti-cavitation (Type 21800) Double Stage Trim (Optional)

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 13
Copyright 2023 Baker Hughes Company. All rights reserved.
Plug Stem
Dia. “B”
Pin Hole
Dia. “C”
“D” “X”
Plug Guide
Dia. “A”
==
Soft metal
or plastic
vise jaws
Cylindrical machining
diameter of the jaws =
plug guide diameter “A
”
C Dia.
D
X
X
AB
Reference Mark
in.
.87
1.50
2.38
2.75
mm
22.22
38.10
60.32
69.85
mm
12.70
12.70
19.05
19.05
in.
1/2
1/2
3/4
3/4
mm
3.50
3.50
5.00
5.00
in.
.138
.138
.197
.197
mm
32
32
47.5
47.5
in.
1.25
1.88
1.25
1.88
mm
13
13
19
19
in.
.50
.50
.75
.75
Figure 9 – Plug Stem Pinning

14 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Assembly Torque Requirements
Valve Size
ANSI Class
Bolting Requirements
Torque Requirements
Minimum Maximum Pre-Load
inch mm Qty. Size (inch) Lbs.Ft N.m Lbs.Ft N.m Lbs.Ft N.m
.75
& 1
20 &
25
150 & 300 4 1/2"-13NC-2A 25 34 66 89 5 7
600 4 1/2"-13NC-2A 25 34 66 89 5 7
900 & 1500 4 1"-8NC-2A 125 169 560 759 45 61
2500 4 1"-8NC-2A 125 169 560 759 45 61
1.5
& 2
40 &
50
150 & 300 8 1/2"-13NC-2A 25 34 66 89 5 7
600 8 1/2"-13NC-2A 25 34 66 89 5 7
900 & 1500 8 7/8"-9NC-2A 100 136 300 407 30 41
1.5 40 2500 8 7/8"-9NC-2A 100 136 300 407 30 41
2 50 2500 8 1-1/8"-7NC-2A 160 217 640 868 60 81
3
80
150 & 300 6 5/8"-11NC-2A 45 61 132 179 10 14
600 8 3/4"-10NC-2A 80 108 230 312 20 27
900 & 1500 8 1-1/8"-8NC-2A 225 305 830 1125 75 102
4 100
150 & 300 8 5/8"-11NC-2A 45 61 132 179 10 14
600 8 1"-8NC-2A 125 169 560 759 45 61
900 & 1500 8 1-1/2"-8NC-2A 400 542 2100 2847 115 156
6 150
150 & 300 12 5/8"-11NC-2A 45 61 132 179 10 14
600 12 1"-8NC-2A 125 169 560 759 45 61
8 200 150 – 600 12 1-1/4"-8NC-2A 235 319 1200 1627 100 136
Notes: 1. Do not exceed Maximum Torque values listed.
2. Tighten in increments until required torque levels are reached.
3. Reject assembly if metal-to-metal contact is not achieved after reaching Maximum Torque.
4. Torque requirements shown are for standard B7 studs and 2H nuts.
Bellows Bonnet Assembly Torque Requirements
Bolting Requirements
Torque Requirements
Minimum Maximum Increments Pre-Load
Qty. Size (inch) Lbs.Ft N.m Lbs.Ft N.m Lbs.Ft N.m Lbs.Ft N.m
8 1/2"-13NC-2A 20 27 30 41 5 7 5 7
8 5/8"-11NC-2A 25 34 55 75 10 14 5 7
Notes: 1. Do not exceed Maximum Torque values listed.
2. Tighten in increments noted until required torque levels are reached.
3. Torque requirements shown are for standard B7 studs and 2H nuts.
Valve
Size
mm in.
25
&
40
1
&
1- 1/2
900
31
230 250
34
Min.
daN.m
Carbon Steel Bolting
Max.
Ft. Lbs.
daN.m
Ft. Lbs.
ANSI Class
Stud (9)
20 to 50 3/4 to 2
150 - 300
600
4,5
33 37
5
1/2” -13 NC - 2A
200 8 150 - 300
26
192 207
28
1- 1/4” - 8 NC - 2A
1
2
3
4
5
6
7
8
1
2
3
4
1
2
3
4
10
8
5
6
7
11
12
9
1
2
3
5
6
4
Size Qty
8
12
1500
35
260 295
40
1” - 8 NC - 2A 4
2500
40
295 370
50
5,5
40 48
6,5
80 3
150
300
600
8
60 63
8,5
5/8” -11 NC - 2A 6
19
140 148
20
3/4” -10 NC - 2A 8
100 4
150 - 300
600
8,5
63 70
9,5
5/8” -11 NC - 2A 8
28
207 220
30
1” -8 NC - 2A 8
150 6
150 - 300
600
8,5
63 66
9
5/8” -11 NC - 2A 12
28
207 221
30
1” -8 NC - 2A 12
8
60 63
8,5
5/8” -11 NC - 2A 6
23
170 184
25
Min.
daN.m
Stainless Steel Bolting
Max.
Ft. Lbs.
daN.m
Ft. Lbs.
3,5
26 30
4
26
192 207
28
4,5
33 37
5
23 *
170 * 184 *
25 *
7
52 59
8
28
207 221
30
9
66 74
10
Req’d. Torque
28
207 221
30
*
Only on 21000 threaded trim valves. For quick-change trim valve s, use fo llow ing torques.........
Figure 11 – Bolting Torques and Tightening Sequence

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 15
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 14
Threaded Seat Ring - Lo-dB Plug
Figure 15
Quick Change Trim - Lo-dB Plug
Figure 12
Threaded Seat Ring - Contoured Plug - Full Capacity
Figure 13
Quick Change Trim - Contoured Plug - Full Capacity
Recommended spare parts
*
Only on Quick Change Trim
Ref. Part Name Ref. Part Name Ref. Part Name
PARTS REFERENCE
1 Plug Stem
2 Packing Flange Stud
3 Packing Flange Stud Nut
4 Packing Flange
5 Packing Follower
6 Packing
7 Lantern Ring (optional)
8 Bonnet
9 Body Stud
10 Body Stud Nut
11 Body Gasket
12 Plug Guide Bushing (Incl. w/ref. 8)
13 Cage *
14 Seat Ring
15 Seat Ring Gasket *
16 Plug
17 Plug Pin
18 Body
19 Drive Nut

16 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
10.1 Bellows Valve Disassembly
(Figure 19)
Note: Spiral wound gaskets are standard in the 21000
BS Series design. IT IS RECOMMENDED THAT NEW
GASKETS ARE INSTALLED EACH TIME THE VALVE IS
DISASSEMBLED.
10.1.1 Threaded Trim
After removing the actuator, disassemble the body S/A using the
following procedure:
• Disconnect the leak-off circuit from the bonnet (if this option
is included). Remove nuts (27) and bonnet studs (26) from
the bonnet (25).
• Remove packing flange stud nuts (3), packing flange (4)
and packing follower (5). Remove bonnet (25).
• Remove existing packing (6).
• Remove body stud nuts (10).
• Remove bonnet extension (29), stem bellows S/A (30) and
plug (16) at the same time.
• Remove the plug pin (17), then remove the plug (16) from
the plug stem (30). (See section 10.2.1.1 for unpinning the
plug stem).
Figure 16 - 21000 Series
3/4" to 2" Valve Sizes ANSI Class 900 to 2500
Figure 17 - Angle Body Design
3/4" to 6" Valve Sizes ANSI Class 150 to 600
3/4" to 2" Valve Sizes ANSI Class 900 to 2500
• Remove stem bellows S/A (30) by the top of the bonnet
extension (29). If necessary, disengage the upper bushing of
assembly (30) using a screwdriver in the groove provided for
this purpose.
CAUTION
CAUTION
WARNING
DANGER
Be careful not to damage the seating surfaces of the
bellows bushing.
• Remove the bonnet and spacer gaskets (28) and the body
gasket (11).
• Bonnet extension (29), plug (16), guide bushings and seat
ring (14) may now be inspected for wear and service damage.
After determining the maintenance required, proceed to the
appropriate section of these instructions.
10.1.2 Quick-Change Trim
Removal of the quick-change trim is accomplished using the
same procedures as removal of the threaded trim.
However, after the bonnet extension (29) has been removed
from the body, remove the cage (13), the seat ring (14) and the
seat ring gasket (15).
Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 17
Copyright 2023 Baker Hughes Company. All rights reserved.
10.2 Repair
The purpose of this section is to provide recommended
maintenance and repair procedures. These procedures assume
the availability of standard shop tools and equipment.
10.2.1 Plug/Stem Bellows/Bonnet Extension S/A
Plug stem pinning in the field may be required for:
• Replacing existing plug and stem-bellows S/A
• Replacing stem-bellows S/A only
Note: If the plug needs replacing, the stem-bellows
sub-assembly should be replaced at the same time.
The original pin hole in a stem which is being reused sometimes
prevents a satisfactory result being obtained and can also
weaken the plug-stem assembly.
If the stem-bellows sub-assembly is being replaced, the
new assembly can be fitted on an existing plug as long as it
is in good condition and the removal of the pin has not
deformed the hole or damaged it in any other way.
Note: Always use soft metal vise jaws to hold the plug
guide surface. Failure to take this precaution could
result in damage to the plug guide surface during
pinning (see Figure 18).
Be careful not to damage the plug seating surface during pin
removal and assembly operations.
10.2.1.1 Unpinning the Plug Stem
• Pull and hold the plug (16) out of the bonnet extension (29)
to allow access to the plug pin (17). Place the plug guide on
a V-block.
Note: A lower mechanical stop has been provided to
prevent damage of the bellows during this step.
• Using a drift punch, drive out the existing pin (17).
Note: If it is necessary to drill out the pin, use a drill bit
slightly smaller than the pin diameter. Be careful not to
damage the hole of the plug guide.
• Lock two nuts against each other on the end of the plug
stem, and use a flat spanner on the lower nut to prevent
rotation while unscrewing the plug from the stem. The plug
is removed by turning it counter-clockwise.
• Remove the two nuts from the plug stem. Complete step
10.1.1.
• Inspect the parts and carry out any necessary repairs, then
reassemble the stem-bellows sub-assembly (30) through
the upper hole in the bonnet extension (29) (see section
10.2.1.2).
10.2.1.2 Mounting of the Plug-Stem/Bellows S/A into the
Bonnet Extension
• Clean all contact surfaces of the bonnet extension (29) and
the plug-stem/bellows S/A.
• Assemble a new gasket (28) on the upper flange of the
bonnet extension.
• Insert the new stem-bellows S/A through the top hole into
the bonnet extension (29).
• Pin the plug on the stem (See section 10.2.1.3).
10.2.1.3 Plug Stem Pinning
Replacing Plug and Stem/Bellows S/A
A. Screw Stem into Plug
- Lock two nuts against each other on the end of the plug
stem and use a flat spanner on the upper nut to prevent
rotation of the stem-bellows S/A. Screw the plug onto the
lower part of the stem while inserting the plug shank into the
guide bushing (12) in the bonnet extension (29).
- Pull and hold the plug (16) out of the bonnet extension (29)
to allow access to the plug pin (17).
B. Drilling the New Parts
• If the plug is already fully drilled, (typical for 440C hardened
stainless steel material or solid Stellite or Equivalent), then
drill the stem to the same diameter (Diameter C in Figure 18)
as the Plug Shank Hole.
• If the plug guide area has a center mark, Place the plug
guide on a V-block and use a suitable size drill to either:
- Match the hole size in the plug, or
- Match Diameter C (see Figure 18),
- Drill through the plug-stem assembly.
• If the plug guide area has no hole or any center mark,
- Measure Dimension D based on the plug guide diameter
and stem diameter (see Figure 18).
- Place the plug guide on a V-block, and make a center mark
on the plug guide area using a center punch.
- Drill through the plug-stem assembly using a suitable size
drill bit.
In all cases after drilling: Remove any burrs from the plug
guide hole by making a slight chamfer.
C. Pinning the Plug-Stem Assembly
- Select the correct size pin based on the plug guide diameter
and stem diameter (see Figure 18). Apply a small amount of
grease on the pin and hand-assemble it into the hole in the
plug.
- Press fit the pin into the hole using a hammer. Complete the
pinning operation by ensuring that the pin is recessed by the
same amount from both sides (see Figure 18).
Replacing Stem/Bellows S/A Only
A. Screw Stem into Plug
- Refer to paragraph A of the previous section “REPLACING
PLUG AND STEM/BELLOWS S/A”.
B. Drilling the New Stem
- Place the plug guide on a V-block and use a suitable
size drill bit to drill the stem (use the hole in the plug as a
guide).
Note: If the hole in the plug guide has been slightly
damaged while removing of the old pin, choose a drill bit
and a pin with a slightly larger diameter than the normal
pin.
C. Pinning
- Select the correct size pin based on plug guide diameter
and pin hole diameter. Proceed as described in Paragraph
C above, taking care not to damage the plug guide area.

18 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
10.3 Plug and Seat Ring Seating
Surfaces
It is not possible to lap the plug and seat ring seating
surfaces after the bellows has been assembled to the
stem.
If the seat ring shows signs of minor wear, it should be turned on
a lathe to clean up the worn area. The seating surface of the seat
ring is 30 degrees from centerline axis. However, no more than
0.010 in. (0.25 mm) of material should be removed.
In cases where the seat ring cannot be repaired, or if the plug is
also damaged the only alternative is to replace both parts.
10.4 Bonnet Reassembly
Place new gasket (28) into the groove of the bonnet spacer. Install
the bonnet (25) and assemble nuts (27) and studs (26). Bonnet
must be positioned so the packing flange studs are at a 90° angle
to the flow centerline.
Refer to table in Figure 11 for proper bolt torque and tightening
sequence.
10.5 Valve Body Reassembly
Refer to instructions stated in Section 8 for the specific trim type
involved.
10.6 Actuator to Body S/A and Plug
Stem Adjustment
Refer to instruction Ref. 19530.
Assembly of the No. 6 actuator on a bellows seal
valve requires a three-sectioned coupling. Follow
coupling instructions as described for the No. 10, 16
and 23 actuators.
CAUTION
CAUTION
WARNING
DANGER
The bellows assembly causes a “spring back” eect.
Measure this plug spring back before referring to
Instruction Ref. 19530. Be sure to add this spring
back length to the over seat adjustment.
Pull plug out of the Bonnet
Extension (29) for access to
the plug pin
Lower Mechanical Stop
to Protect the Bellows
Plug and Plug Stem-Bellows S/A Stem
29
Plug Stem
Dia. “F”
Pin Hole
Dia. “C”
“D” “L”
Plug Guide
Dia. “E”
mmin.
22.227/8
38.101 1/2
60.322 3/8
69.852 3/4
=
=
Soft metal
or plastic
vise jaws
Cylindrical machining
diameter of the jaw =
plug guide diameter “E”
C Dia.
D
F Dia.
L
E Dia.
30
28
17
16
mm
12.70
12.70
19.05
19.05
in.
1/2
1/2
3/4
3/4
mm
3.50
3.50
5.00
5.00
in.
.138
.138
.197
.197
mm
42
55
70
70
in.
1.65
2.17
2.75
2.75
mm
18
32
50
50
in.
.70
1.25
2.00
2.00
Figure 18 - Unpinning and Pinning of the Plug to Stem

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 19
Copyright 2023 Baker Hughes Company. All rights reserved.
aa
Section a
DETAIL OF THE PLUG
STEM ANTI-ROTATION
DEVICE
17
15
18
14
13
12
11
10
9
26
27
28
28
31
25
6
5
4
3
2
16
22
19
(+) 30 (+) 29
Figure 19 — 21000 BS Valve
Quick Change Trim
Threaded Trim detail
Ref. Part Name Ref. Part Name Ref. Part Name
1 Plug Stem
2 Packing Flange Stud.
3 Packing Flange Nut
4 Packing Flange
5 Packing Follower
6 Packing
9 Body Stud
10 Body Stud Nut
11 Body Gasket
12 Guide Bushing
13 Cage
14 Seat Ring
15 Seat Ring Gasket
16 Plug
17 Plug Pin
18 Valve Body
19 Drive Nut
22 Plug Stem Locknut
25 Valve Bonnet
26 Bonnet Stud
27 Bonnet Stud Nut
28 Bonnet Spacer Gasket
29 Bonnet Extension Assembly
+ Upper Flange
+ Spacer
+ Lower Flange
3 0 Bellow and Stem Assembly
+ Stem
Guide Bushing
+ Bellows
+ Upper Adapter (Bellows)
+ Lower Adapter (Bellows)
3 1 1/8" NPT Plug
Recommended Spare Parts + These parts included in welded subassembly Quick change trim only
PARTS REFERENCE

20 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
11. Actuation
Type 87/88 Multi-Spring Diaphragm
Actuators
Connecting Type 87 (Air to Extend) No. 6 Actuator (Figure 23)
1. Tightly assemble the hex nuts (1) onto the plug stem.
2. Push down the actuator, and screw on the yoke nut (33) at
the same time. Then assemble the bottom stem connector
(2). As soon as it becomes possible, insert the valve stem
into the actuator stem (10).The stem must be inserted far
enough so that when there is no air in the actuator, the valve
plug does not touch the seat.
3. Tighten the yoke nut (33).
4. Supply air to the actuator at the final pressure.
5. Use the pointer (7) to set the travel scale (9) to the valve
open position.
6. Supply the actuator with air at a sufficiently high pressure to
obtain a travel equal to the nominal travel of the valve.
7. Unscrew the plug stem until the valve plug is in contact with
the seat. Do not turn the valve plug on the seat as this could
damage the sealing surfaces.
8. Screw the hex nuts (1) as far as they will go and check that
operation is correct.
Connecting Type 88 (Air to Retract) No. 6 Actuator (Figure 23)
1. Tightly assemble the hex nuts (1) onto the plug stem.
2. Push down the actuator, and screw on the yoke nut (33) at
the same time. Then assemble the bottom stem connector
(2). As soon as it becomes possible, insert the valve stem
into the actuator stem (10).The stem must be inserted far
enough so that when there is no air in the actuator, the valve
plug does not touch the seat.
3. Tighten the yoke nut (33).
4. Unscrew the valve plug stem until the valve plug comes into
contact with the seat. Do not turn the valve plug on the seat
as this could damage the sealing surfaces.
5. Supply air to the actuator until the stem has travelled at least
.40 inches (10 mm).
6. Unscrew the plug stem by the number of turns N1 specified
in Table 5.
7. Screw the hex nuts (1) as far as they will go and check that
operation is correct.
8. Use the pointer (7) to set the travel scale (9) to the valve
closed position.
Plug Stem
Diameter
N1 (turn) in mm
1” 1.25 0.09 2.3
3/4” 1.25 0.08 2.0
5/8" 1.5 0.08 2.0
1/2” 1.5 0.075 1.9
Table 5 - Type 88 Actuator, Air to Open - Valve Seating
Connecting Type 87 (Air to Extend) No. 10, 16 and 23
Actuators (Figure 23)
1. Tightly assemble hex nut (1) onto the plug stem.
2. Screw the top stem connector (4) assembly tightly onto the
actuator stem (10).
3. Push down the actuator, and screw on the yoke nut (33) at
the same time. Then assemble the bottom stem connector
(2) assembly by screwing until it comes into contact with the
hex nut (1).
4. Push down the actuator and tighten the yoke nut (33).
5. Supply the actuator with air at the initial pressure indicated
on the spring scale.
6. Position the stem connector assembly at distance “X”
indicated in Table 6.
7. Use the pointer (7) to set the travel scale (9) to the valve
open position.
8. Supply the actuator with air at a high enough pressure to
obtain a travel equal to the nominal travel of the valve.
9. With the plug correctly positioned on the seat, unscrew
the bottom stem connector (2) assembly until it comes into
contact with the top stem connector (4). Tighten the socket
head cap screws (5), hex nut (1) and lock nut (32) and
check that the operation is correct.

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 21
Copyright 2023 Baker Hughes Company. All rights reserved.
Connecting Type 88 (Air to Retract) No. 10, 16 and 23
Actuator (Figure 23)
1. Supply the actuator with air to retract stem.
2. Unscrew the top stem connector (4) in accordance with
dimension “X” in Table 6.
3. Tightly assemble hex nut (1) onto the plug stem.
4. Tightly screw the top stem connector (4) assembly onto the
actuator stem (10).
5. Push down the actuator, and screw on the yoke nut (33) at
the same time. Then assemble the bottom stem connector
(2) assembly by screwing until it comes into contact with the
hex nut (1).
6. Push down the actuator and tighten the yoke nut (33).
7. With the plug correctly positioned on the seat, unscrew the
bottom stem connector (2) assembly to bring it into contact
with the top stem connector (4).
8. Supply air to the actuator until the stem has travelled at least
0.40 inches (10 mm).
9. Unscrew the top stem connector (4) by the number of turns
N1 specified in Table 5 then lock manually with hex nut (1).
10. Release the pressure in the actuator. Use pointer (7) to set
the travel scale (9) to the actuator supply pressure so that
the two stem connectors come into contact. Then tighten the
socket head cap screws (5), hex nut (1), and lock nut (32).
11. Shut off the closed valve pressure and check that operation
is correct.
Actuator
Size
Travel
“X”
Actuator 87
“X”
Actuator 88
in mm in mm in mm
10 0.8 20 5.12 130.0
4.62 117.3
10 1.5 38 5.44 138.2
16 0.8 20 8.00 203.2
7.02 178.3
16 1.5 38 8.50 228.6
16 2.0 51 9.28 235.7
16 2.5 63.5 9.50 241.3
23 0.8 20 8.25 209.5
23 1.5 38 8.62 218.9
23 2.0 51 9.12 231.6
23 2.5 63.5 9.59 243.6
Table 6 - Position of Top Stem Connector
Parts Reference For Spring Diaphragm Actuators - Type
87/88 Multispring
Item No. Description
1 Hex Nut
2 Stem Connector, Bottom
3 Cap Screw, Hex Head
4
(1)
Stem Connector, Top
5
(1)
Cap Screw, Socket Head
6
(1)
Connector Insert
7 Pointer
8 Screw, Pan Head
9 Scale, Travel
10 Actuator Stem
31 Yoke, Machining
32
(1)
Lock Nut
33 Yoke Nut
1. Not provided for Size 6 Actuator
Table 7 - 87/88 Actuator Parts List

22 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Type 87 Air to Close
No. 6
Type 88 Air to Open
No. 6
Figure 23: 87/88 Actuators
Type 87 Air to Close
No. 10-16-23
Type 88 Air to Open
No. 10-16-23
Model 87 Actuator
Air to Extend (Close)
Model 88 Actuator
Air to Retract (Open)

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 23
Copyright 2023 Baker Hughes Company. All rights reserved.
Type 51/52/53 Cylinder Actuators
Connecting Double Acting (Model 51) (Figures 24 & 25)
1. Install actuator on the valve body with drive nut.
2. Connect manual loading panel tubing to the Top Plate (17).
3. Apply required air pressure through the manual loading panel
to completely extend the actuator stem.
4. Reconnect manual loading panel tubing from the Top Plate
(17) to the Yoke (1), which is integrated into the bottom plate
connection.
5. Retract the actuator stem either pneumatically or with a
handwheel approximately .1” (2mm) using the visual stroke
scale as shown in Figure 21.
Figure 21
6. Assemble the Split Clamp (22).
Note: If the split clamp does not engage with both
stems, then retract the actuator stem until alignment and
engagement is achieved.
Make sure the valve is fully extended.
Figure 22
7. Assemble and tighten Indicator Arm (23), Spring Lock
Washers (25), and Hexagon Bolts (24).
8. Line up the indicator plate (26), with Indicator arm (23) and
check actuator for proper operation.
Connecting Air to Extend (Model 52) (Figure 26)
1. Install actuator on the valve body with drive nut.
2. Connect manual loading panel tubing to the top plate (17).
3. Apply required air pressure through the manual loading panel
to completely extend the actuator stem.
4. Extend the actuator stem either pneumatically or with a
handwheel approximately .1” (2mm) using the visual stroke
scale as shown in Figure 21.
5. Assemble the Split Clamp (22).
Note: If the split clamp does not engage with both stems,
then extend the actuator stem until alignment and
engagement is achieved.
Make sure the valve is fully extended.
6. Assemble and tighten Indicator Arm (23), Spring Lock
Washers (25), and Hexagon Bolts (24).
7. Line up the indicator plate (26), with Indicator arm (23) and
check actuator for proper operation.
Connecting Air to Retract (Model 53) (Figure 27)
1. Install actuator on the valve body with drive nut.
2. Connect manual loading panel tubing to the yoke (1), which
is integrated into the bottom plate connection.
3. Retract the actuator stem either pneumatically or with a
handwheel approximately .1” (2mm) using the visual stroke
scale as shown in Figure 21.
4. Assemble the Split Clamp (22).
Note: If the split clamp does not engage with both stems,
retract the actuator stem until alignment and engagement
is achieved.
Make sure the valve is fully extended.
5. Assemble and tighten Indicator Arm (23), Spring Lock
Washers (25), and Hexagon Bolts (24).
6. Line up the indicator plate (26), with Indicator arm (23) and
check actuator for proper operation.
24 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Parts Reference Table for Models 51/52/53 Actuators
Ref
No.
Description
Ref
No.
Description
Ref
No.
Description
1 Yoke 24 Hexagon bolt 47 Locking pin case
2 Piston rod S/A 25 Spring lock washer 48 Pin
3 Lower spring button 26 Indicator plate 49 Spring
4 Spring 27 Cross recessed head screw 50 Hexagon socket set screw
5 Hexagon socket head cap screw 28 Exhaust pipe 51 Guide key
6 Spring lock washer 29 Spring lock washer 52 Worm gear
7 Spring tube 30 Plug 53 Spacer tube
• 8 Guide bushing 3 31 Piston S/A 54 Adapter
9 Compression bolt • 32 Guide bushing 55 Set screw
10 Upper spring button • 33 O ring (Piston rod) 56 Worm
11 Thrust bearing • 34 Rod scraper • 57 Bearing
12 Compression nut 35 Hexagon bolt 58 Retaining ring
13 Separator plate Model 52/53 36 Spring lock washer 59 Hand wheel shaft
14 Cylinder tube 37 Gear box 60 Key (Worm)
15 Cylinder tube 38 Gear box cover S/A 61 Key (Handwheel)
• 16 Guide ring • 39 O ring 62 Retaining ring
17 Top plate • 40 Thrust bearing 63 Handwheel
18 Set screw 41 Adjustment screw 64 Grip
19 Center bolt 42 Locking nut 65 Directional plate
20 Hexagon nut 43 Adjustment nut 66 Self locking nut
• 21 O ring (Piston, Top plate) 44 Piston rod engagement 67 Operating information plate
22 Split clamp • 45 Bearing 68 Drive screw
23 Indicator arm 46 Retaining pin 69 Separator plate (Model 51)
• Recommended Spare Parts 70 Volume chamber tube
Table 8 - Models 51/52/53 Actuators Parts List

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 25
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 24: Model 51 Actuator
Model 51 Double Acting
With handwheel without volume chamber
Model 51 Double Acting
With handwheel with volume chamber

26 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 25: Model 51 Actuator
Model 51 Double Acting
Without handwheel without volume chamber
Model 51 Double Acting
Without handwheel with volume chamber
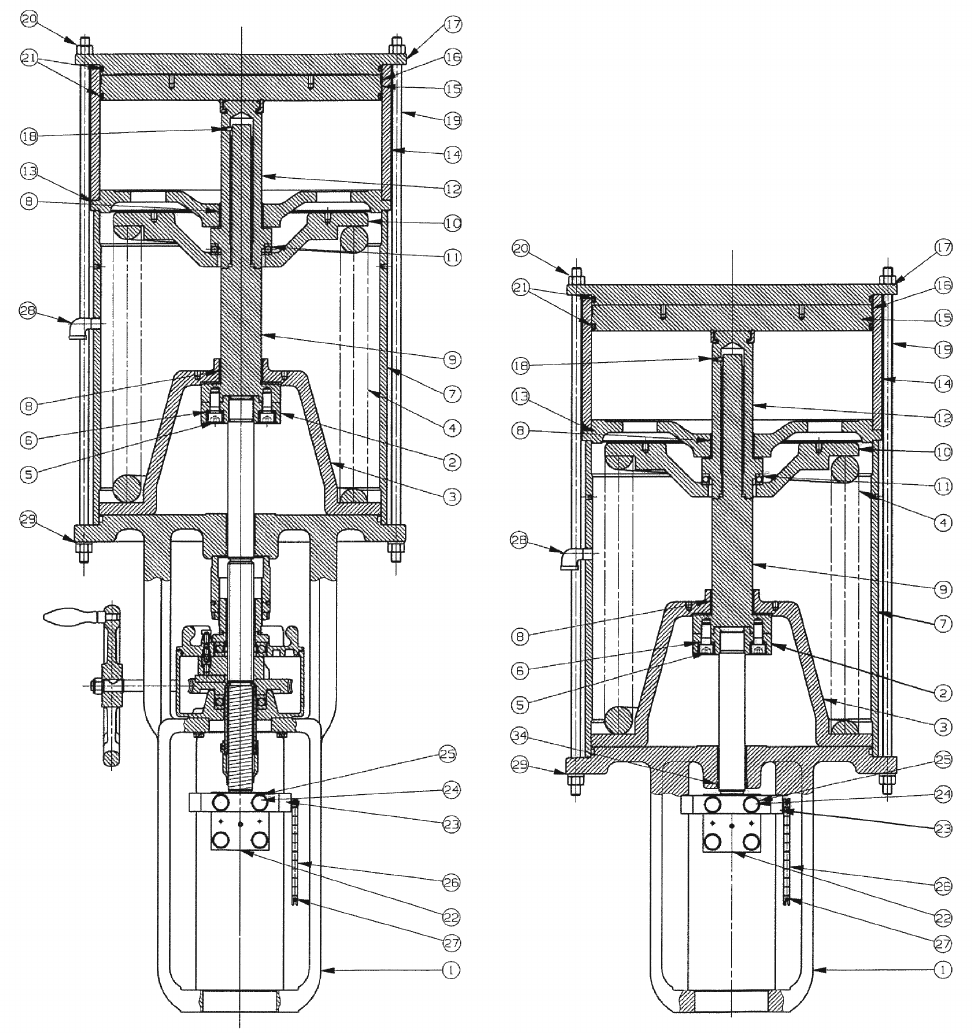
Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 27
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 26: Model 52 Actuator
Model 52
Air to extend with handwheel
Model 52
Air to retract without handwheel

28 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 27: Model 53 Actuator
Model 53
Air to extend with handwheel
Model 53
Air to retract without handwheel

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 29
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 28: CM, DM handwheel - Typical for models 51/52/53

30 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Appendix for high pressure valves 21000 API 6A Series
There are two serial plates, one for the valve body sub-assembly
and one for the actuator sub-assembly
2.3. After Sales Service
Baker Hughes offers it clientele an After Sales Service comprising
highly qualified technicians, for the operation, maintenance, and
repair of its equipment. To benefit from this service, contact our
local representative or the After Sales Service whose e-mail
address is given at the end of this document.
2.4. Spare Parts
When carrying out maintenance operations, only manufacturer’s
replacement parts must be used, obtained through our local
representatives or our Spare Parts Service.
When ordering spare parts, the model and serial numbers
indicated on the manufacturer’s serial plate must be given.
The recommended spare parts are indicated in the parts list
included in this Appendix on page 35.
2.5. Actuator and Other Accessories
The valve is equipped with an actuator; like all the other valve
accessories, actuators are the subject of special instructions
which provide information on the electric and pneumatic
connections. The instruction manuals to be used for standard
actuators are Ref. 31188 for 51/52/53 pneumatic piston actuators
and Ref. 19530 for actuators Models 87/88.
2.6 Warranty:
Refer to General terms beginning on page 1 of the Manual.
21000 API 6A should be closed for a short period only. There
is a risk of damage for trim parts for long period of closing.
21000 API 6A valves are designed as control valves, not as
isolating valves.
If 21000 are used as isolating valve, internal parts damage
will not be covered by warranty.
1. Introduction
The following instructions should be thoroughly reviewed
and understood prior to installing, operating or performing
maintenance on this equipment. Throughout the text, safety
and/or caution notes will appear and must be strictly adhered to,
otherwise, serious injury or equipment malfunction could result.
Baker Hughes has a highly skilled After Sales Department
available for start-up, maintenance and repair of our valves and
component parts.
Arrangements for this service can be made through your local
Baker Hughes's representative or sales department. When
performing maintenance use only Masoneilan
™
replacement
parts. Parts are obtainable through your local representative or
spare parts department. When ordering parts, always include
Model and Serial Number of the unit being repaired.
2. General
2.1. Scope
The following instructions are designed to guide the user through
the installation and maintenance of the 21000 API 6A Series
valves for all sizes and for high working pressures (ie 10K PSI
and 15K PSI).
21000 API 6A Series single ported, cage guided control valves are
designed to meet API 6A standard for high pressure applications.
Leakage class IV & V as per IEC-60534-4 are standard for 21000
API 6A valves Series.
An optional Low Emission Low-E Packing is available to assure
compliance with the fugitive emission containment requirements.
2.2. Serial Plate
The serial plate is usually fixed to the side of the actuator
yoke. It indicates, amongst other things, the type of valve, the
working pressure, the material class, temperature class, product
specification level, performance requirement used for the
pressurized chamber and the air supply pressure of the actuator.
2nd
Flow
Characteristics
1. Linear
2nd
5th
4th
3rd
87 Spring Diaphragm
Air-to-Close
88 Spring Diaphragm
Air-to-Open
51 Double Acting
Piston
52 Single Acting Piston
Air-to-Close
53 Single Acting Piston
Air-to-Open
1st
1st
Plug Type
1. Contoured
Actuator Type
Seat Type
4. Quick Change
Body
Series
21
Table 1 - 21000 API 6A Numbering System

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 31
Copyright 2023 Baker Hughes Company. All rights reserved.
CAUTION
CAUTION
WARNING
DANGER
Care must be taken to avoid damage to the plug and cage.
F. All components may now be inspected for wear and service
damage. After determining the maintenance required,
proceed to the appropriate Section of this instruction
manual.
6. Maintenance & Repair
The purpose of this section is to provide recommended
maintenance and repair procedures. These procedures assume
the availability of standard shop tools and equipment.
Before reassembly check parts and the materials for conformity
to the bill of material call out. Inspect inside of body (B001),
cages (B102) and plug/stem (B149) for cleanliness.
Remove any foreign matter and clean the gasket surfaces.
Inspect body (B001), cages (B102), gasket (B103) and plug
stems (B149) for nicks, scratches, burrs, sharp corners, etc., on
sealing and sliding surfaces including packing box.
Note: During assembly, care must be exercised to prevent
damage to these parts.
Since 21000 API 6A Series are high pressure valves, take care
about having no damaged on the sealing surfaces. Indeed,
performance of gaskets and seal are strongly linked to surface
roughness.
6.1 Packing Box
Prior to assembling the packing, ensure there are no nicks or
scratches on the stem and packing box inside diameter packing
area.
Violation of any of these requirements is cause for stem or
packing box rejection.
Tightness of the packing box is obtained by compression
of the packing rings (B207) and anti-extrusion rings (B208).
Compression must be achieved by evenly tightening the packing
flange nuts (B221) on the packing flange (B219). Periodical
retightening of the packing flange nuts is required to maintain
tightness.
Make sure that the packing is not over tightened as this could
prevent smooth operation of the valve.
If a leak persists after the packing has been compressed to a
maximum, the packing needs to be changed.
6.1.1. PTFE Based Packing
A. Unscrew and remove the packing flange nut (B220) and
packing flat washer (B921).
B. Lift the packing flange (B219) up along the valve stem.
C. By means of a puller, remove the packing rings (B207) and
anti-extrusion rings (B208), taking care not to damage the
sealing surface of the packing box lantern or the valve plug
stem.
3. Unpacking
Care must be exercised when unpacking the valve to prevent
damage to the accessories and component parts. Contact the
local Baker Hughes Sales office or Service Center with any
issues or problems. Be sure to note the valve model number and
serial number in all correspondence.
4. lnstallation
4.1 Piping Cleanliness
Before installing the valve in the line, clean piping and valve of all
foreign material such as welding chips, scale, oil, grease or dirt.
Gasket surfaces should be thoroughly cleaned to ensure leak-
proof joints.
4.2 Isolation Bypass Valve
To allow for in-line inspection, maintenance or removal of the valve
without service interruption, provide a manually operated stop valve
on each side of the 21000 Series valve with a manually operated
throttling valve mounted in the by-pass line (See Figure 2).
4.3 Flow Direction
The valve must be installed so that the process fluid will flow
through the valve in the direction indicated by the flow arrow
located on the body.
• With contoured plug (21100)
4.4 Heat Insulation
For heat-insulated installation, insulate up to body/actuator
interface. Take necessary protective measures relate to
personal safety.
5. Body Disassembly
Access to the internal components of the body (B001) should be
accomplished with the actuator removed. To remove the actuator
from the body (B001), refer to the actuator instructions.
CAUTION
CAUTION
WARNING
DANGER
Prior to performing maintenance on the valve, isolate the
valve and vent the process pressure. Shut off the supply
air line and the pneumatic or electric signal line.
Note: The valve must always be reassembled with new
packing rings and gaskets; before disassembly, make sure
that the appropriate parts are available.
After removing the actuator, disassemble the body sub assembly
using the following procedure:
A. Remove packing nuts (B221), washers (B921) and studs
(B220)
B. Remove packing ring (B207) and anti-extrusion rings (B208)
C. Remove packing spacer (B202)
D. Unscrew trim retainer (B105)
E. Remove plug/stem (B149)

32 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
Description
Valve Size (in) 0.75 1
Max Working
Pressure (PSI)
10K/15K 10K/15K
Trim
Retainer
Thread Size
1”3/16-12
UNS-2A
1”1/2-12
UNF-2A
Torque [daN.m] 14 27
Torque [ft-lb] 103.3 199.2
Table 3 - Torque Value for Trim Retainer
7.3 Packing box assembly
See packing box detail on Figure 2, Table 2.
• Grease (Gripcott NF or equivalent) packing stud (B220) and
thread them in the body (B001)
• Install the packing spacer (B202) in the body (B001)
• Install the packing set (B207 & B208) in the body (B001)
• Install the packing flange/follower (B219) in the packing box of
the body (B001)
• Install the packing flat washer (B921)
• Tighten by hand the packing flange nut (B221)
• Check that valve integral plug/stem (B149) moves freely
• Gradually apply torque values as indicated in table 4. Pay
attention to keep an even gap between the integral plug/stem
(B149) and the packing flange/follower (B219) when torquing.
There must be no contact between the integral plug/stem
(B149) and the packing flange/follower (B219).
Description
Stem Size (in) 0.75 1
Valve Class 10K/15K 10K/15K
Packing
Nuts
Thread Size
1/2"-13
UNC-2A
1/2"-13
UNC-2A
No of Bolt 4 4
Torque [daN.m] 50 82
Torque [ft-lb] 37 61
Table 4 - Packing Nuts Torque Value
D. Replace the packing rings, with the cut in each ring placed
about 120° from the next, pressing them down one at a time
and respecting the table below.
N.D. mm
(in.)
Stem
Size
Number of
packing rings
Number of
anti-extrusion
rings
19 (3/4") 19 (3/4") 4 2
25 (1") 25.4 (1") 4 2
Table 2 - Packing Rings
7. Valve Body Reassembly
7.1 Prior to assembly the body
sub-assembly
A. Check parts/materials for conformity to bill of material call-out.
B. Check pressure containing parts for clear and legible heat
numbers.
C. Inspect inside body (B001), integral seat-ring/cage (B103) &
integral plug/stem (B149) for cleanliness.
D. Remove any foreign matter and clean gasket surfaces.
Inspect body (B001), integral seat-ring/cage (B107) and
integral plug/stem (B119) for nicks, scratches, burrs, sharp
corners, etc., on sealing and sliding surfaces, including
packing box.
Note: During assembly, care must be exercised to prevent
damage to these parts.
Since 21000 API 6A Series are high pressure valves, take care
about having no damage on sealing surfaces and packing
box surfaces. Indeed, performance of gaskets and seal are
strongly linked to surface roughness.
7.2 Trim assembly
7.2.1. CS Ring mounting
Grease (Gripcott NF or equivalent) the groove CS ring into the
integral seat-ring/cage (B102) and locate and center the CS ring
(B103) in this one.
7.2.2. Integral Seat-Ring/Cage mounting on the body
Assemble the integral seat-ring/cage (B107) with the CS ring
(B103) into the body (B001).
Make sure to not damage the packing box during assembly and
that the CS ring is fitted in the cage groove.
7.2.3. Integral Plug/Stem mounting on the integral
Seat-Ring/Cage
Put the integral plug/stem (B149) and place on the seating area.
Apply grease (Gripcott NF or equivalent) on thread of the body
(B001) and on the trim retainer (B105).
Start tightening manually the trim retainer (B105) to compress
the CS ring (B103). Apply the appropriate torque as indicated
in table 3.
While assembling trim components into the body, the cage window
should be oriented along with flow direction (see Figure 1).

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 33
Copyright 2023 Baker Hughes Company. All rights reserved.
Figure 1 - Cage Orientation - FTO and FTC
8. Actuation
Refer to Actuation Section 11 of standard Manual.

34 | Baker Hughes Copyright 2023 Baker Hughes Company. All rights reserved.
21000 API 6A Valve Body Sub-Assembly Cross Section
Figure 2 - Cross Sectional View of 21000 API 6A Design

Masoneilan 21000 Series Top Guided Globe Valve Instruction Manual | 35
Copyright 2023 Baker Hughes Company. All rights reserved.
Part Tag
Codes
Spare Part
Code
Valve Body S/A Part Description
B001 N VALVE BODY
B017 N DRIVE NUT
B102 W INTEGRAL SEAT-RING/CAGE
B103 C CS RING
B105 W TRIM RETAINER
B149 W INTEGRAL PLUG/STEM
B202 W PACKING SPACER
B207 C PACKING RING
B208 C ANTI-EXTRUSION RING
B219 N INTEGRAL PACKING FLANGE/FOLLOWER
B220 N PACKING FLANGE STUD
B221 N PACKING FLANGE NUT
B716 C O-RING
B716a C O-RING
B911 N LIFTING LUG
B921 W FLAT WASHER
Notes: C = Consumable
W = Wear Parts
N = Not a Spare Part

Copyright 2023 Baker Hughes Company. All rights reserved. Baker Hughes provides this information on
an “as is” basis for general information purposes. Baker Hughes does not make any representation as to
the accuracy or completeness of the information and makes no warranties of any kind, specic, implied or
oral, to the fullest extent permissible by law, including those of merchantability and tness for a particular
purpose or use. Baker Hughes hereby disclaims any and all liability for any direct, indirect, consequential or
special damages, claims for lost prots, or third party claims arising from the use of the information, whether
a claim is asserted in contract, tort, or otherwise. Baker Hughes reserves the right to make changes in
specications and features shown herein, or discontinue the product described at any time without notice or
obligation. Contact your Baker Hughes representative for the most current information. The Baker Hughes
logo, Masoneilan and Lo-dB are trademarks of Baker Hughes Company. Other company names and product
names used in this document are the registered trademarks or trademarks of their respective owners.
BHMN-21000-IOM-19821F-1123 11/2023
Direct Sales Office Locations
bakerhughes.com
Tech Field Support & Warranty:
Phone: +1-866-827-5378
valvesupport@bakerhughes.com
Find the nearest local Channel Partner in your area:
valves.bakerhughes.com/contact-us
valves.bakerhughes.com
