
IPTEK, The Journal of Engineering, Vol. 6, No. 3, 2020 (eISSN: 2337-8557) 47
21 Bar Yoshimin Boiler Maintenance with
Controlling Residual Phosphate
Agung Subyakto
1
*, Afan Hamzah
1
, Agus Surono
1
Abstract
⎯
Boiler as the steam generator is usually utilized as a turbine drive and other industrial processes. Boiler needs good
treatment and surveillance to keep its best performance. Boiler water (BW) and boiler feed water (BFW) quality control is
essential in boiler maintenance since it preserves boiler from crust, corrosion, and carry over, moreover, it also prevents boiler
pipe to break. Boiler maintenance in sugar refinery factory is carried out by controlling the quality of BFW, Chemical injection
(inner maintenance) and blowdown of boiler water. BFW mineral content (SiO
2
, total hardness) is maintained as small as possible
using a softener (cation resin) or demineralization unit (cation and anion resin). Chemical injection is performed by the addition
of soda in order to control the pH of boiler water. Phosphate addition aims to tie up total hardness level which is caused by
concentration process of water boiler and slipped of hard water from BFW. Blowdown process has purpose to reduce crust and
corrosion caused by mineral concentrate inside boiler. The experiment was conducted by controlling pH of BFW from 7.5-8.5,
maximum total hardness at 3 ppm, maximum SiO
2
concentration at 3 ppm and maximum Total Dissolve Solid (TDS) at 100 ppm
while BW was controlled its pH at 10.5-11, maximum total hardness at 20 ppm, maximum SiO
2
concentration at 50 ppm,
maximum Total Dissolve Solid (TDS) at 2000 ppm, and residual phosphate ion between 4 – 10 ppm. The experiment time was
adjusted as a milled day or about for 140 days. The result of the experiment showed that the treatment had a good impact on the
condition of the boiler drum pipe.
Keywords
⎯
Yoshimin Boiler; Blowdown; Carry over; Demineralized unit, Softener
I. INTRODUCTION
1
Boiler is equipment for producing steam at a certain
temperature and pressure. It is a closed vessel which heat
combustion is contacted to water until it became hot water or
steam. In the specific pressure and temperature, hot water or
steam has an energy value which is used to transfer heat in
the form of heat energy in a process. Boiler needs to be
carefully managed and preserve due to the characteristic of
the process occurred inside it. When water is boiled until it
is transformed into steam, the volume expanded until 1600
times, it will generate energy that has the same characteristic
as gunpowder which is easy to explode [1].
Boiler system is differentiated as its output steam function
in low pressured boiler and high pressured boiler. These type
of boiler system usually are utilized to heat chemical liquid,
operating machine and generating electricity by changing
thermal energy to mechanical energy which turn generator
on. Besides that, There is also process that utilized the
combined system. That process used the high pressured and
temperature steam to generate electricity and the excess
steam from the turbine in the low temperature and pressure
state is exploited to the other industrial process [2]. Boiler is
also distinguished based on its fluid streamed. It is fire tube
boiler and water tube boiler. The fluid that stream in fire tube
boiler is combustion gas containing thermal energy that soon
to be transferred to BW through heating surface. Fire pipe
makes it easier to distribute the thermal energy to the boiler
water. Water tube boiler had water streamed in the pipe,
I
Department of Industrial Chemical Engineering, Faculty of Vocational
Studies, Institut Teknologi Sepuluh Nopember, Kampus ITS Sukolilo,
Surabaya, 60111. E-mail: glu_chem@chem-eng.its.ac.id
thermal energy is obtained from furnace room outside the
pipe [3].
Water boiler system is consist of BFW and BW. BFW is
obtained from condensate water resulted from condensation
of used steam from evaporator and external treatment. BFW
is treated before by addition of softener (kation resin) or
demineralizer (cation and anion resin) [4]. Softener has a
function to decrease the hardness of water while
demineralizer is able to decrease the hardness from silica ion
[5]. When BW is transformed into steam, the solid contents
composed of hardness ion, silica ion etc are not evaporated.
This makes the solid content becoming concentrate and
crust, corrosion and carry over problem arise. Controlling
solid concentration is necessary to resolve those problems.
the method is by addition of chemical substance (internal
treatment) in order to remove the solid content. Phosphate
ion is utilized to control calcium crust, SO
3
and N
2
H
4
is used
to reduce dissolved oxygen on BW. Furthermore, blowdown
process is also applied to resolve those problem. The
objective of this study is to understand the boiler
maintenance using residual phosphate by controlling some
parameters such as pH, total hardness, total dissolved solid
and SiO
2
concentration.
II. METHODS
A. Materials
Yoshimin Boiler from Japan with 100 ton/hr capacity in
sugar refinery factory was used in this study. Polyphosphate,
sulfide, and caustic soda are in technical grade.
48 IPTEK, The Journal of Engineering, Vol. 6, No. 3, 2020 (eISSN: 2337-8557)
B. Experimental
BFW was treated before entering the boiler. pH of BFW
was controlled from 7.5-8.5, total hardness was set at
maximum 3 ppm, SiO
2
concentration was at 3 ppm and
maximum TDS of BFW was at 100 ppm. After entering the
boiler, Polyphosphate, sulfide, and caustic were inserted to
boiler through top drum. In the beginning 15 kg of caustic
soda, 7.5 kg of phosphate and 5 kg of sulfide was entered to
the boiler. After that 6, 3, and 2 kg of Polyphosphate, sulfide,
and caustic, respectively were added periodically (per shift)
to the boiler. Some parameters in BW and BFW like pH,
TDS, total hardness, alkalinity, silica, phosphate and sulfide
content were measured two or three times in a month, the
blowdown process was calculated in equation 1
𝐵 =
𝐸
𝑁−1
(1)
Where: E = stream evaporation rate (ton/hr)
B = Blowdown, (ton/hr)
N = Concentration cycle
The experiment was carried out for 168 days from Juni 1
st
2018.
C. Analytical
pH meter was used to measure the pH of BFW and BW.
TDS meter was used to measure TDS. Alkalinity and
other chemical content were measured using test kit
from aquamerk.
III. RESULT AND DISCUSSION
Raw water as feed on BFW dan BW contains various
substances that can caused problem in boiler. One of the
problems is scaling. Scaling in boilers mainly due to
hardness and silica content. Total hardness in the either BFW
or BW is an obstacle that make the boiler run into scaling
problem. Softener or demineralizer is often applied to
resolve scaling problem.
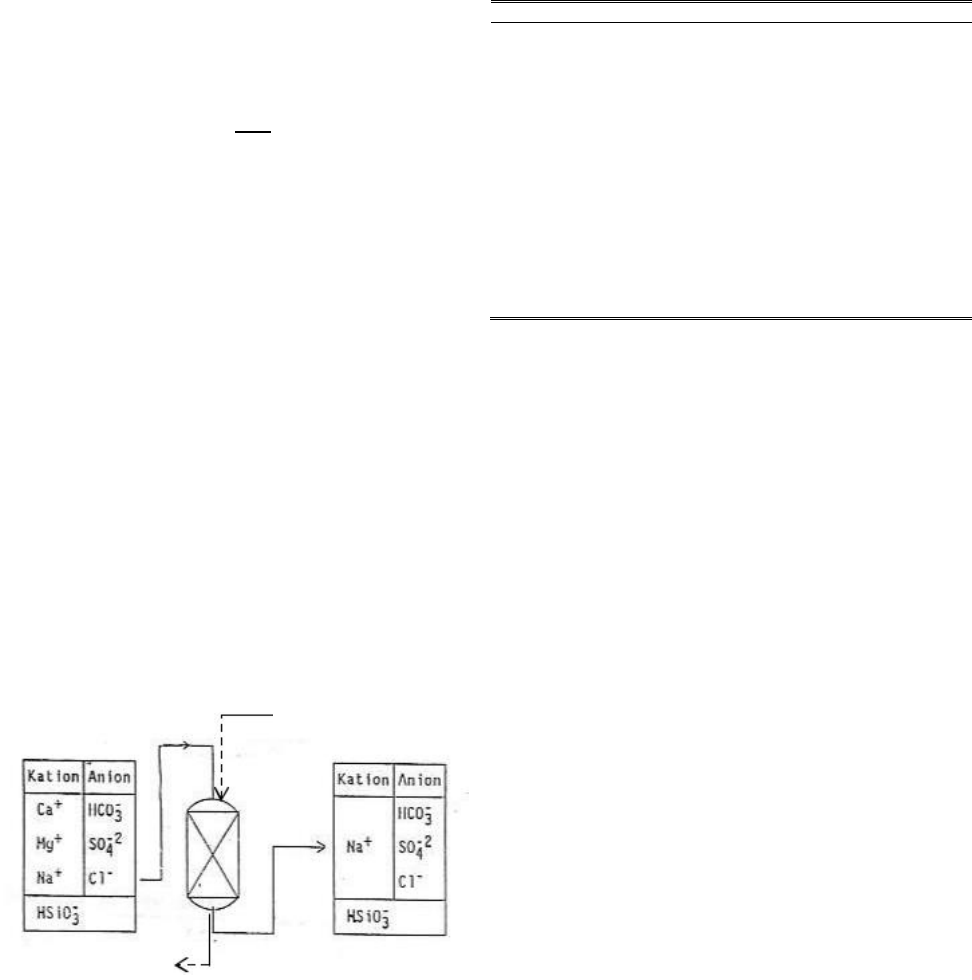
Figure 1 shows schematic diagram of reduction process of
total hardness.
Figure 1. Schematic diagram of reduction of hardness content
The reaction in the decreasing of total hardness occurred as
follow:
Hardness absorption
R-(SO
3
Na)
2
+ Ca
+2
R-(SO
3
)Ca + 2 Na
+
R-(SO
3
Na)
2
+ Mg
+2
R-(SO
3
)Mg + 2 Na
+
Regeneration
R-(SO
3
)
2
Ca+2NaCl
R-(SO
3
Na)
2
+ CaCl
2
R-(SO
3
)
2
Mg+2NaCl
R-(SO
3
Na)
2
+ MgCl
2
Some parameters were examined correspondence to
requirement of BFW and BW of Yoshimin Boiler. The
requirement is showed at Table 1.
TABLE 1.
REQUIREMENT PARAMETER OF BFW AND BW
Parameter
BFW
BW
This study
-pH
-TDS (ppm)
-P-alk
(ppm)
-M-alk
(ppm)
-Silica
(ppm)
-Phosphat
(ppm)
-Sulfide
(ppm)
-Total
hardness
(ppm)
7-8
< 200
<10
< 2
10.5 – 11.5
<2000
100-600
100-800
<60
20 – 40
10-20
<20
10.5 – 11
≤1800
100-600
100-800
≤30
4-8
3-6
≤10
The chemicals were used to control its pH at 10.5-11,
maximum total hardness at 20 ppm, maximum SiO
2
concentration at 50 ppm, TDS at 2000 ppm, and residual
phosphate ion between 4 – 10 ppm.
A. Boiler Feed Water
BFW was obtained from two main sources. The first one is
condensate water; it was originated from condensation of
used steam from evaporator and external process. The
second source is from make-up water. Two of them are
necessary to be externally treated using softener and/or
demineralizer. Softener (cation resin) or demineralizer
(cation and anion resin) are able to decrease water hardness
and silicate ion content.
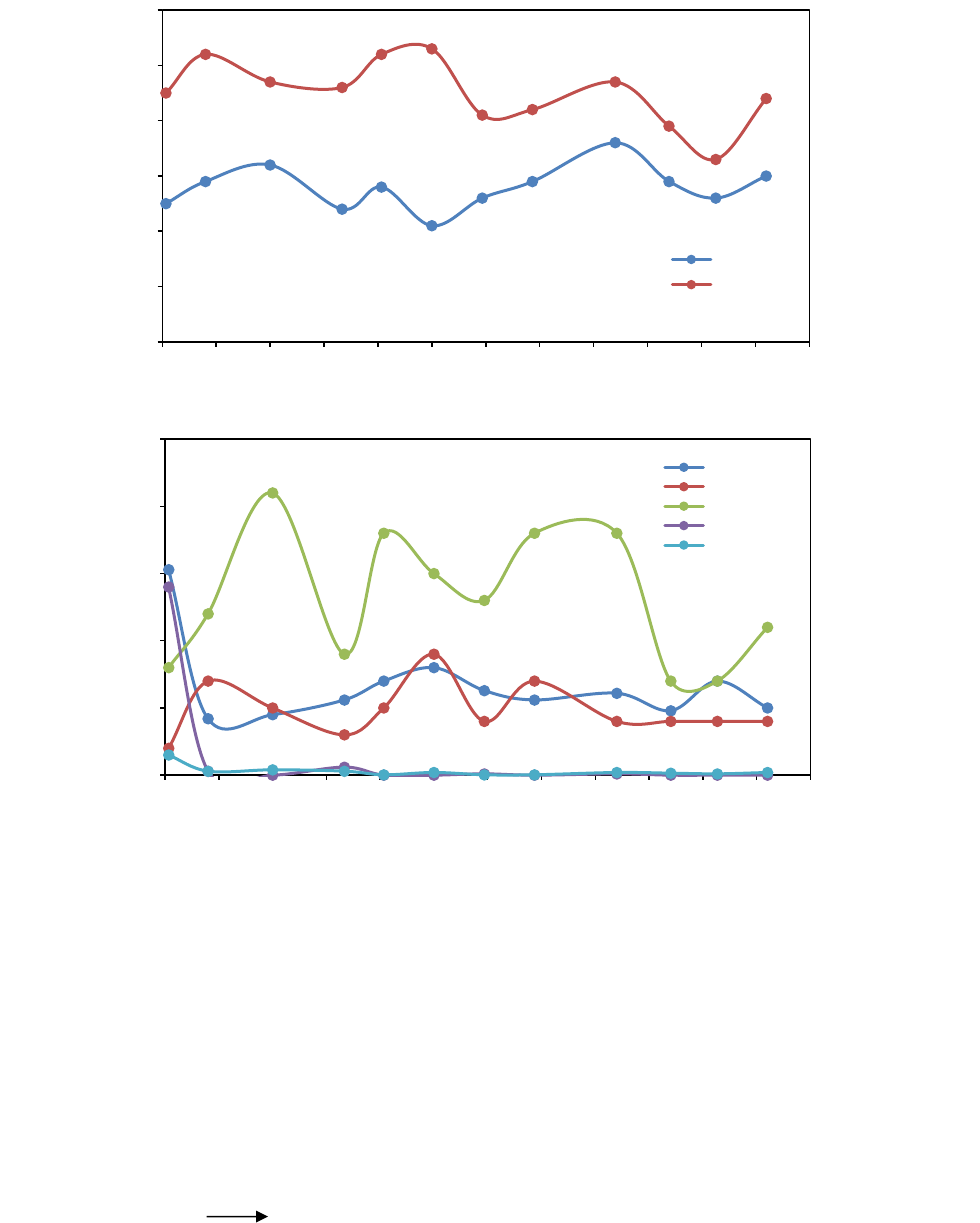
pH of BFW was observed during boiler operation. Figure
1 shows profile of pH for 168 days. It was revealed that pH
of BFW maintained at 8 to 9 with maximum pH was
observed at day 126. Figure 3 shows some parameters
observed such as TDS, total hardness, Alkalinity P and M
and Silicate content of BFW. TDS was kept at 42-153 ppm,
total Hardness was at 20-90 ppm, P-Alkalinity was at 70-
210, M-Alkalinity was drastically decreased at 0-3 ppm after
the first day, and silica content was kept at about 1-3 ppm.
Polyphosphate, sulfide, and caustic were successfully
maintained. most of boiler feed water at requirement
parameter written in table 1. However, total hardness had not
fulfilled the required parameter yet. It was left as it is because
the BFW would receive the next treatment when it was
entered boiler.
NaCl regenerate
Softener
IPTEK, The Journal of Engineering, Vol. 6, No. 3, 2020 (eISSN: 2337-8557) 49
B. Boiler Water
Boiler is an equipment that has function to convert water
to steam. When water is evaporated, the solid contents such
as hardness ion, silica ion, and other solid is left or do not
evaporate. The left behind solid will generate problem like
scaling, corrosion and carry over arise.
Some treatments need to be done to prevent those problem
occurred. The aim of the treatments is mainly to control solid
concentration in water before entering boiler and when water
is inside the boiler [6].
Internal treatment or addition of chemical was carried out
in this study. The purpose of internal treatment as follow.
• Preventing scaling by calcium by addition of
phosphate ion based on this following reaction:
10Ca
+2
+6PO
4
-3
+2OH
-
(Ca
3
(PO
4
)
2
)
3
Ca(OH)
2
+10Na
2
CO
3
+ 10CO
2
+ 10H
2
0
• Preventing corrosion from dissolved oxygen by
deaerator equipment and supplement of sulfide
and hydrazine chemicals.
• Avoiding carry over by decreasing TDS and pH
[5]
In this study, the effects of addition phosphate ion and
sulfide ion was mainly studied although controlling
blowdown was also performed.
Figure 2 shows pH of Boiler water during operation. Ph
was kept at 9-10. The requirement that set in this study had
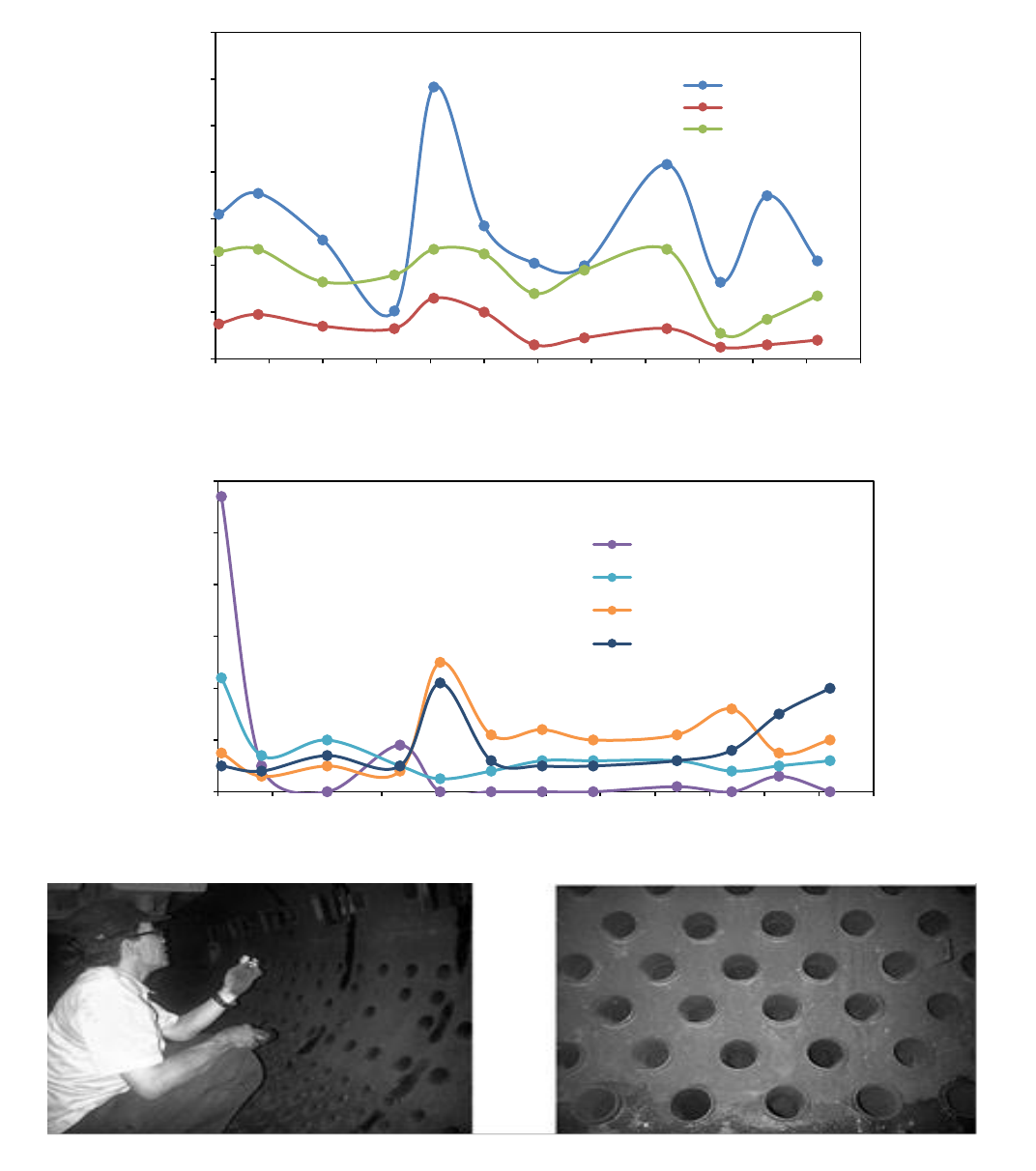
already met. Figure 4 shows parameters of BW, that is TDS,
Total Hardness and P Alkalinity. TDS reached its highest
point at 1166 ppm after 60 days. Total hardness was
maintained at about 100-200 ppm range. P-alkalinity was
kept at 200-600 ppm. The other boiler water parameters such
as M alkalinity, silica content, phosphate content and sulfide
content are shown in figure 5. M alkalinity was decreased
drastically to 0 ppm after 60 days. Silica concentration was
preserved under 10 ppm during operation. Phosphate content
was maintained at about 10 ppm despite reaching its highest
point at 25 ppm on day 60. Sulfide concentration was kept
mostly at under 10 ppm during operation.
6
7
8
9
10
11
12
0 15 30 45 60 75 90 105 120 135 150 165 180
pH
Days
pH BFW
pH BW
Figure 2. pH profile of Boiler Feed Water and Boiler Water
0
50
100
150
200
250
0 15 30 45 60 75 90 105 120 135 150 165 180
(ppm)
Days
TDS
T Hardness
P Alkalinity
M Alkalinity
Silica
Figure 3. Some parameter observed on Boiler Feed Water
50 IPTEK, The Journal of Engineering, Vol. 6, No. 3, 2020 (eISSN: 2337-8557)
All parameters observed had already fulfilled the
requirement set for this study. Supplement of polyphosphate,
sulfide, and caustic had effectively preserved the quality of
BFW and BW.
C. Visual Inspection
After analyzing and observing some parameters mentioned
above, visual inspection was also performed. The visual
inspection was performed at the end of boiler operation (day
168). Figure 6 shows the boiler state after the operation and
external and internal treatment were executed. Figure 6
revealed that scaling was still formed. But the thickness of
scaling was very thin, there is no indication of corrosion and
carry over. So that the boiler did not need chemical cleaning,
only mechanical cleaning [7].
0
200
400
600
800
1000
1200
1400
0 15 30 45 60 75 90 105 120 135 150 165 180
(ppm)
Days
TDS
T Hardness
P Alkanity
Figure 4. Parameter TDS, Total Hardness, and P Alkanity of Boiler Water
0
10
20
30
40
50
60
0 15 30 45 60 75 90 105 120 135 150 165 180
(ppm)
Days
M Alkanity
Silica
Phosphate
Sulfide
Figure 5. Parameter of Boiler Water
Figure 6. Visual inspection of boiler
IPTEK, The Journal of Engineering, Vol. 6, No. 3, 2020 (eISSN: 2337-8557) 51
IV. CONCLUSION
BFW and BW had been controlled by external and internal
treatment using polyphosphate, sulfide, and caustic addition.
Some parameters such as TDS, total hardness, pH, alkalinity,
silica, phosphate, and sulfide concentration had been met
standard. Scaling formed in the end of operation was very
thin. The methods of the treatment had been proved
effectively prevent scaling, corrosion and carry over.
REFERENCES
[1] A. Mariajayaprakash and T. Senthilvelan, “Failure
detection and optimization of sugar mill boiler using
FMEA and Taguchi method,” Eng. Fail. Anal., vol.
30, pp. 17–26, 2013, doi:
10.1016/j.engfailanal.2012.12.010.
[2] E. M. Goldratt and E. M. Goldratt, “Chapter 21,”
Crit. Chain, pp. 203–207, 2018, doi:
10.4324/9781351218986-21.
[3] W. Beyne, S. Lecompte, B. Ameel, D. Daenens, M.
Van Belleghem, and M. De Paepe, “Dynamic and
steady state performance model of fire tube boilers
with different turn boxes,” Appl. Therm. Eng., vol.
149, no. September 2018, pp. 1454–1462, 2019, doi:
10.1016/j.applthermaleng.2018.09.103.
[4] E. E. Molinet, Water in Cane Sugar Mills, Its Uses,
Care and Treatment for Boiler Feed. Elsevier B.V.,
2013.
[5] B. Dong, Y. Xu, S. Jiang, and X. Dai, “Effect of
reusing the advanced-softened, silica-rich, oilfield-
produced water (ASOW) on finned tubes in steam-
injection boiler,” Desalination, vol. 372, pp. 17–25,
2015, doi: 10.1016/j.desal.2015.06.015.
[6] K. K. K. Kurita, Kurita Handbook of Water
Treatment second english ed. Tokyo: Kurita Water
Industries, 1985.
[7] C. A. Duarte, E. Espejo, and J. C. Martinez, “Failure
analysis of the wall tubes of a water-tube boiler,”
Eng. Fail. Anal., vol. 79, no. January, pp. 704–713,
2017, doi: 10.1016/j.engfailanal.2017.05.032.
