KEVLAR
®
ARAMID FIBER
TECHNICAL GUIDE
TABLE OF CONTENTS
Contents
Section I: Introduction to DuPont
™
Kevlar
®
Aramid Fiber
What Is Kevlar
®
? ..................................... 3
Development and Molecular Structure of Kevlar
®
......... 3
Section II: Properties of DuPont
™
Kevlar
®
Typical and Comparative Properties of Kevlar
®
........... 5
Effect of Chemical Agents on Kevlar
®
................... 8
Effect of Water and pH on Kevlar
®
..................... 11
Hydrolytic and pH Stability ........................ 11
Moisture Regain ................................. 11
Thermal Properties of Kevlar
®
........................ 12
Decomposition Temperature ....................... 12
Effect of Elevated Temperatures on
Tensile Properties ............................... 13
Effect of Elevated Temperatures on
Dimensional Stability ............................. 13
Heat of Combustion ............................... 14
Specific Heat .................................... 14
Effect of Arctic Conditions ......................... 14
Effect of Cryogenic Conditions ...................... 14
Flammability, Smoke and Off-Gas Generation
Properties of Kevlar
®
............................... 15
Effect of Electron Radiation on Kevlar
®
................. 16
Effect of UV Light on Kevlar
®
. . . . . . . . . . . . . . . . . . . . . . . . . . 16
Section III: DuPont
™
Kevlar
®
Short Fibers
Kevlar
®
Pulp ....................................... 18
Precision-Cut, Short Fibers .......................... 19
Kevlar
®
Staple ................................... 19
Kevlar
®
Floc ...................................... 19
Kevlar
®
M/B Masterbatch ............................ 20
Section IV: Glossary ........................... 21
Ordering Information for DuPont
™
Kevlar
®
............... 23
Technical Guide for Kevlar
®
Aramid Fiber 3
WHAT IS KEVLAR
®
?
Kevlar® is an organic fiber in the aromatic polyamide family.
The unique properties and distinct chemical composition of wholly
aromatic polyamides (aramids) distinguish them—and especially
Kevlar®—from other commercial, man-made fibers.
Kevlar® has a unique combination of high strength, high modulus,
toughness and thermal stability. It was developed for demanding
industrial and advanced-technology applications. Currently, many types
of Kevlar® are produced to meet a broad range of end uses.
This guide contains technical information primarily about Kevlar®
industrial yarns, as well as some basic information on Kevlar® short
fibers. If you require any additional information including, information
on the various applications and special forms of Kevlar®, please contact
your DuPont Representative or call 1-800-931-3456. From outside the
United States, call (302) 999-3358.
DEVELOPMENT AND MOLECULAR STRUCTURE
OF KEVLAR
®
In the mid-1960s, nylon and polyester represented the state of the
art in man-made fibers. However, to achieve maximum tenacity
(break strength) and initial modulus, the polymer molecules had
to be in extended-chain configuration and almost perfect crystalline
packing. With flexible-chain polymers, such as nylon or polyester,
this could be accomplished only by mechanically drawing the fiber after
melt spinning. This required chain disentanglement and orientation
in the solid phase, so tenacity and modulus levels were far from the
theoretically possible values.
In 1965, scientists at DuPont discovered a new method of
producing an almost perfect polymer chain extension. The polymer
poly-p-benzamide was found to form liquid crystalline solutions due to
the simple repetitiveness of its molecular backbone. The key structural
requirement for the backbone is the para orientation on the benzene
ring, which allows the formation of rod-like molecular structures.
These developments led us to our current formulation for Kevlar®.
To illustrate the difference between liquid crystalline polymers and
flexible, "melt" polymers, consider what happens when rod-like polymer
molecules are dissolved, as opposed to molecules with flexible chains.
With flexible chain polymers, random coil configuration is obtained
in solution, and even increasing the polymer concentration cannot
generate a higher degree of order. In contrast, with rigid polymers,
as the concentration increases, the rods begin to associate in parallel
alignment. Randomly oriented domains of internally highly oriented
polymer chains then develop.
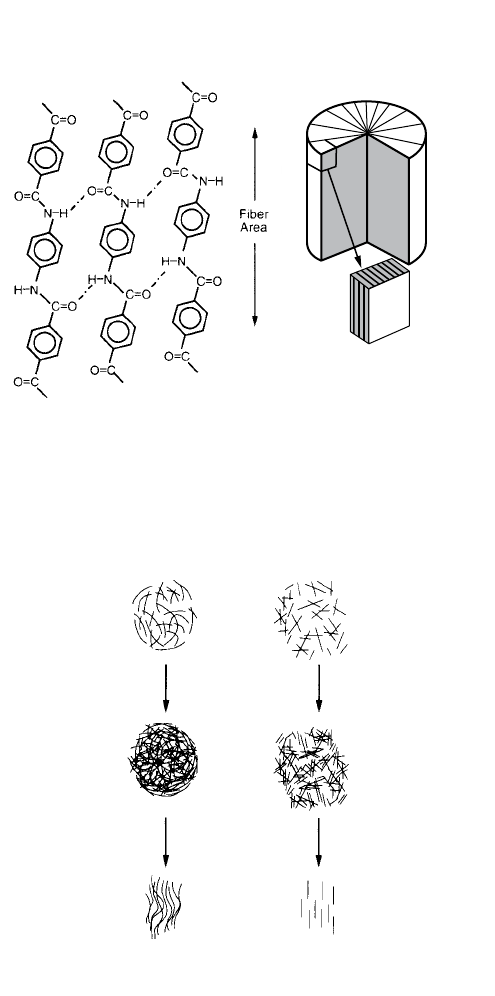
Figure 1.1 Rod-Like Fiber Structure by the
Radial Stacking of Hydrogen-Bonded Sheets.
Figure 1.2 Differences in Behavior During
Spinning Between Flexible and Rigid Polymers.
SECTION I: INTRODUCTION TO DUPONT™ KEVLAR® ARAMID FIBER
Hydrogen-Bonded Sheet Sheets Stacked Together
Flexible
Rod-like
Dilute
Solution
Dilute
Solution
Higher
Concentration
Higher
Concentration
Spin
Draw
Spin
Orient
Partially Extended
Chains
Fully Extended
Chains
Technical Guide for Kevlar
®
Aramid Fiber 4
SECTION I: INTRODUCTION TO DUPONT™ KEVLAR
ARAMID FIBER
Liquid crystalline polymer solutions display a unique behavior
under shear. This unique aspect opened up new dimensions in fiber
manufacturing and processing. Under shear forces, as the solutions
pass through a spinneret (orifice), the randomly oriented domains
become fully oriented in the direction of the shear and emerge with
near perfect molecular orientation.
The supramolecular structure is almost entirely preserved in the
as-spun filament structure due to very slow relaxation of the
shear-induced orientation. This process is a novel, low-energy way to
highly orient polymer molecules and to achieve very strong fibers.
DuPont utilized this technology to develop a fiber of
poly-para-phenylene terephthalamide, which was introduced
as high-strength Kevlar® aramid fiber in 1971.
Technical Guide for Kevlar
®
Aramid Fiber 5
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
This section lists and describes the typical properties of Kevlar®.
The data reported are those most often observed, and are representative
of the particular denier and type indicated. The properties are reported
in both U.S. and S.I. units.
For information on safety and health, refer to the Kevlar® Material
Safety Data Sheet.
TYPICAL AND COMPARATIVE PROPERTIES
OF KEVLAR
®
Table II-1 lists the typical yarn, tensile and thermal properties of
Kevlar® 29 and Kevlar® 49 yarns.
Additional products in the Kevlar® family of fibers are available
with different combinations of properties to meet your engineering
design needs.
Please contact your DuPont Representative or call 1-800-931-3456 to
discuss your specific application and determine the optimum
Kevlar® fiber for you.
Table II-1 Typical Properties of DuPont
™
Kevlar
®
29 and Kevlar
®
49 yarns
Property Unit Kevlar
®
29 Kevlar
®
49
Yarn
Type denier
(dtex)
# of filaments*
1,500
(1,670)
1,000
1,140
(1,270)
768
Density lb/in.
3
(g/cm
3
)
0.052
(1.44)
0.052
(1.44)
Moisture Levels
As Shipped** % 7.0 3.5
Equilibrium from
Bone-Dry Yarn***
% 4.5 3.5
Tensile Properties
Straight Test on Conditioned Yarns
†
Breaking Strength lb
(N)
76.0
(338)
59.3
(264)
Breaking Tenacity g/d
(cN/tex)
23.0
(203)
23.6
(208)
psi
(MPa)
424,000
(2,920)
435,000
(3,000)
Tensile Modulus g/d
(cN/tex)
555
(4,900)
885
(7,810)
psi
(MPa)
10.2 x 10
6
(70,500)
6.3 x 10
6
(112,400)
Elongation at Break % 3.6 2.4
Resin Impregnated Strands
††
Tensile Strength psi
(MPa)
525,000
(3,600)
525,000
(3,600)
Tensile Modulus psi
(MPa)
12.0 x 10
6
(83,000)
18.0 x 10
6
(124,000)
NOTE: The data in this table are those most commonly observed and are representative of the particular denier and type indicated; they are not product specifications.
Properties will vary with denier and type. For Kevlar
®
29, the basis weight used to calculate denier is zero finish and 4.5% moisture. For Kevlar
®
49, the basis weight
used to calculate denier is zero finish and 0% moisture.
* Filament diameter is 0.00047 inches (12 microns).
**
Typical moisture levels on yarn as shipped; they reflect values reached at normal, moderate temperature and humidity levels following fiber production, which is a wet process.
***Equilibrium values are determined by bone drying the fiber and conditioning at 75°F (24° C), 55% relative humidity (RH).
† ASTM D885-85, tested at 1.1 twist multiplier.
†† Epoxy-impregnated strands, ASTM D2343.
Technical Guide for Kevlar
®
Aramid Fiber 6
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Table II-1 Typical Properties of DuPont
™
Kevlar
®
29 and Kevlar
®
49 yarns (continued)
Property Unit Kevlar
®
29 Kevlar
®
49
Thermal Properties
Shrinkage
In Water at 212°F (100°C) % <0.1 <0.1
In Dry Air at 351°F (177°C) % <0.1 <0.1
Shrinkage Tension
In Dry Air at 351°F (177°C) G/D
(cN/tex)
<0.1
(0.88)
<0.2
(1.77)
Specific Heat
At 77°F (25°C) cal/g x °C
(J/kg x K)
0.34
(1,420)
0.34
(1,420)
At 212°F (100°C) cal/g x °C
(J/kg x K)
0.48
(2,010)
0.48
(2,010)
At 356°F (180°C) caJ/g x °C
(J/kg x K)
0.60
(2,515)
0.60
(2,515)
Thermal Conductivity
BTU x in./(h x ft
2
x °F)
(W/(m x K)]
0.3
(0.04)
0.3
(0.04)
Decomposition
Temperature in Air
†††
°F
(°C)
800–900
(427–482)
800–900
(427–482)
Recommended Maximum
Temperature Range for
Long-Term Use in Air
°F
(°C)
300–350
(149–177)
300–350
(149–177)
Heat of Combustion BTU/lb
(Joule/kg)
15,000
(35 x 10
6
)
15,000
(35 x 10
6
)
Poisson’s Ratio 0.36
††† Varies with rate of heating.
Technical Guide for Kevlar
®
Aramid Fiber 7
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Table II-2 compares the properties of Kevlar® 29 and Kevlar® 49 to
other yarns, such as glass, steel wire, nylon, polyester, polyethylene and
carbon. Compared to Kevlar®, nylon and polyester have relatively low
moduli and intermediate melting points. Polyethylene has a high initial
modulus, which is offset by its relatively low melting point.
Table II-2 Comparative Properties of Dupont
™
Kevlar
®
vs. Other Yarns
“Customary” (inch-pound) Units
Specific
Density,
lb/in.
3
Tenacity,
10
3
psi
Modulus,
10
6
psi
Break
Elongation,
%
Specific
Tensile
Strength,*
10
6
in.
CTE,**
10
-6
/°F
Decomposition
Temperature,
°F °C
Kevlar
®
29 0.052 424 10.2 3.6 8.15 -2.2 800–900 427–482
Kevlar
®
49 0.052 435 16.3 2.4 8.37 -2.7 800–900 427–482
Other Yarns
S-Glass 0.090 665 12.4 5.4 7.40 +1.7 1,562
†
850
E-Glass 0.092 500 10.5 4.8 5.43 +1.6 1,346
†
730
Steel Wire 0.280 285 29 2.0 1.0 +3.7 2,732
†
1,500
Nylon 66 0.042 143 0.8 18.3 3.40 – 490
†
254
Polyester 0.050 168 2.0 14.5 3.36 – 493
†
256
HS Polyethylene 0.035 375 17 3.5 10.7 – 300
†
149
High-Tenacity Carbon 0.065 450 32 1.4 6.93 -0.1 6,332
†
3,500
*Specific tensile strength is obtained by dividing the tenacity by the density.
**CTE is the coefficient of thermal expansion (in the longitudinal direction).
†
Melt temperature.
Technical Guide for Kevlar
®
Aramid Fiber 8
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
EFFECT OF CHEMICAL AGENTS ON KEVLAR
®
Kevlar® is chemically stable under a wide variety of exposure conditions;
however, certain strong aqueous acids, bases and sodium hypochlorite
can cause degradation, particularly over long periods of time and at
elevated temperatures. Table II-3 summarizes the effect of chemical
agents on the breaking strength of Kevlar®.
Table II-3 Chemical Resistance of DuPont
™
Kevlar
®
Aramid Yarn
Chemical
Concentration,
%
Temperature,
Time,
hours
Effect on
Breaking Strength*°F °C
Acids
Acetic 99.7 70 21 24 None
Acetic 40 70 21 1000 Slight
Acetic 40 210 99 100 Appreciable
Benzoic 3 210 99 100 Appreciable
Chromic 10 70 21 1000 Appreciable
Formic 90 70 21 100 None
Formic 40 70 21 10000 Moderate
Formic 90 210 99 100 Degraded
Hydrobromic 10 70 21 1000 Appreciable
Hydrochloric 37 70 21 24 None
Hydrochloric 10 70 21 100 Appreciable
Hydrochloric 10 160 71 10 Degraded
Hydrofluoric 10 70 21 100 None
Nitric 1 70 21 100 Slight
Nitric 10 70 21 100 Appreciable
Nitric 70 70 21 24 Appreciable
Oxalic 10 210 99 100 Appreciable
Phosphoric 10 70 21 100 None
Phosphoric 10 70 21 1000 Slight
Phosphoric 10 210 99 100 Appreciable
Salicylic 3 210 99 1000 None
Sulfuric 10 70 21 1000 Moderate
Sulfuric 10 70 21 100 None
Sulfuric 10 212 100 10 Appreciable
Sulfuric 70 70 21 100 Moderate
* None ................ 0 to 10% strength loss Appreciable .............41 to 80% strength loss
Slight ............... 11 to 20% strength loss Degraded ................. 81 to 100% strength loss
Moderate .........21 to 40% strength loss

Technical Guide for Kevlar
®
Aramid Fiber 9
Table II-3 Chemical Resistance of DuPont
™
Kevlar
®
Aramid Yarn (continued)
Chemical
Concentration,
%
Temperature,
Time,
hours
Effect on
Breaking Strength*°F °C
Bases
Ammonium Hydroxide 28.5 70 21 24 None
Ammonium Hydroxide 28 70 21 1000 None
Potassium Hydroxide 50 70 21 24 None
Sodium Hydroxide 50 70 21 24 None
Sodium Hydroxide 40 70 21 100 None
Sodium Hydroxide 10 70 21 1000 Appreciable
Sodium Hydroxide 10 210 99 100 Degraded
Sodium Hydroxide 10 212 100 10 Appreciable
Sodium Hypochlorite 0.1 70 21 1000 Degraded
Salt Solutions
Copper Sulfate 3 70 21 1000 None
Copper Sulfate 3 210 99 100 Moderate
Ferric Chloride 3 210 99 100 Appreciable
Sodium Chloride 3 70 21 1000 None
Sodium Chloride 10 210 99 100 None
Sodium Chloride 10 250 121 100 Appreciable
Sodium Phosphate 5 210 99 100 Moderate
Miscellaneous Chemicals
Benzaldehyde 100 70 21 1000 None
Brake Fluid 100 235 113 100 Moderate
Cottonseed Oil 100 70 21 1000 None
Formaldehyde
in Water
10 70 21 1000 None
Formalin 100 70 21 24 None
Lard 100 70 21 1000 None
Linseed Oil 100 70 21 1000 None
Mineral Oil 100 217 99 10 None
Phenol in Water 5 70 21 10 None
Resorcinol 100 250 121 10 None
Water, Ocean
(Ocean City, NJ)
100 — 1 year None
Water, Salt 5 70 21 24 None
Water, Tap 100 70 21 24 None
Water, Tap 100 212 100 100 None
Water, Tap 100 210 99 100 None
* None ................ 0 to 10% strength loss Appreciable .............41 to 80% strength loss
Slight ............... 11 to 20% strength loss Degraded ................. 81 to 100% strength loss
Moderate .........21 to 40% strength loss
Technical Guide for Kevlar
®
Aramid Fiber 10
Table II-3 Chemical Resistance of DuPont
™
Kevlar
®
Aramid Yarn (continued)
Chemical
Concentration,
%
Temperature,
Time,
hours
Effect on
Breaking Strength*°F °C
Organic Solvents
Acetone 100 70 21 24 None
Acetone 100 Boil 100 None
Amyl Alcohol 100 70 21 1000 None
Benzene 100 70 21 1000 None
Benzene 100 70 21 24 None
Carbon Tetrachloride 100 70 21 24 None
Carbon Tetrachloride 100 Boil 100 Moderate
Chlorothene 100 70 21 24 None
Dimethylformamide 100 70 21 24 None
Ethyl Ether 100 70 21 1000 None
Ethyl Alcohol 100 170 77 100 None
Ethylene Glycol/Water 50/50 210 99 1000 Moderate
Freon
™
11 100 140 60 500 None
Freon
™
22 100 140 60 500 None
Jet Fuel
(Texaco “Abjet” K-40)
100 70 21 24 None
Kerosene 100 140 60 500 None
Suva
™
Centri-LP
(HCFC-123)
100 70 21 1000 None
Gasoline, Leaded 100 70 21 1000 None
Gasoline, Leaded 100 70 21 24 None
Methyl Alcohol 100 70 21 1000 None
Methylene Chloride 100 70 21 24 None
Methylene Ketone 100 70 21 24 None
Perchloroethylene 100 210 99 10 None
Toluene 100 70 21 24 None
Trichloroethylene 100 70 21 24 None
* None ................ 0 to 10% strength loss Appreciable .............41 to 80% strength loss
Slight ............... 11 to 20% strength loss Degraded ................. 81 to 100% strength loss
Moderate .........21 to 40% strength loss
Technical Guide for Kevlar
®
Aramid Fiber 11
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
EFFECT OF WATER AND PH ON KEVLAR
®
Hydrolytic and pH Stability
Degradation can occur when Kevlar® is exposed to strong acids and
bases. At neutral pH (pH 7), the filament tenacity remains virtually
unchanged after exposure at 149°F (65°C) for more than 200 days.
The further the pH deviates from pH 7, the greater the loss in tenacity.
Acidic conditions cause more severe degradation than basic conditions
at pH levels equidistant from neutral.
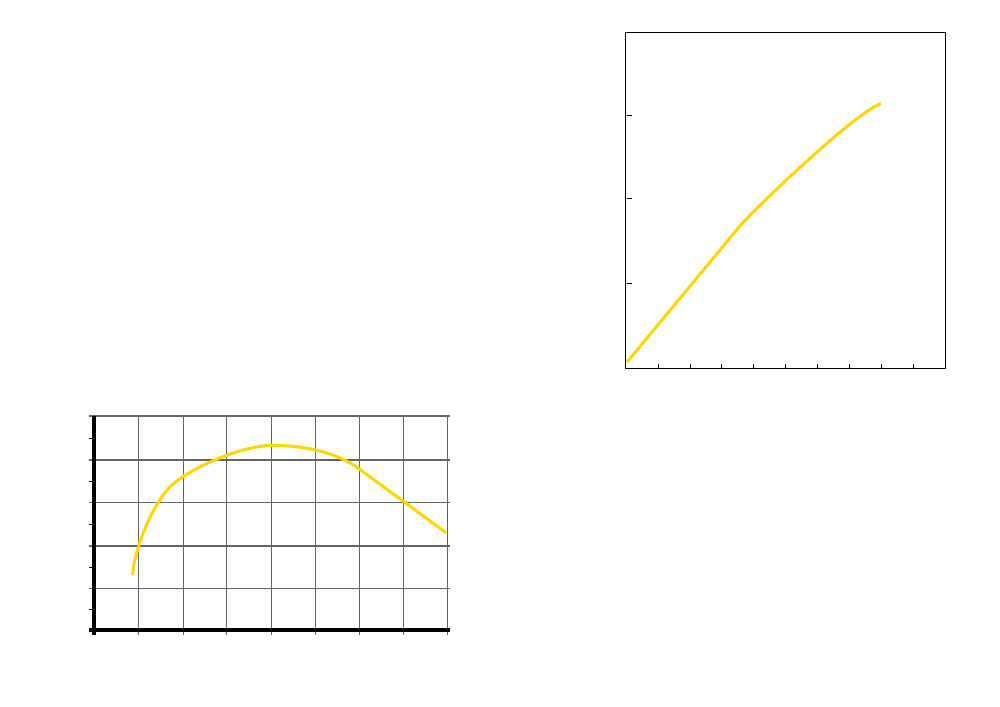
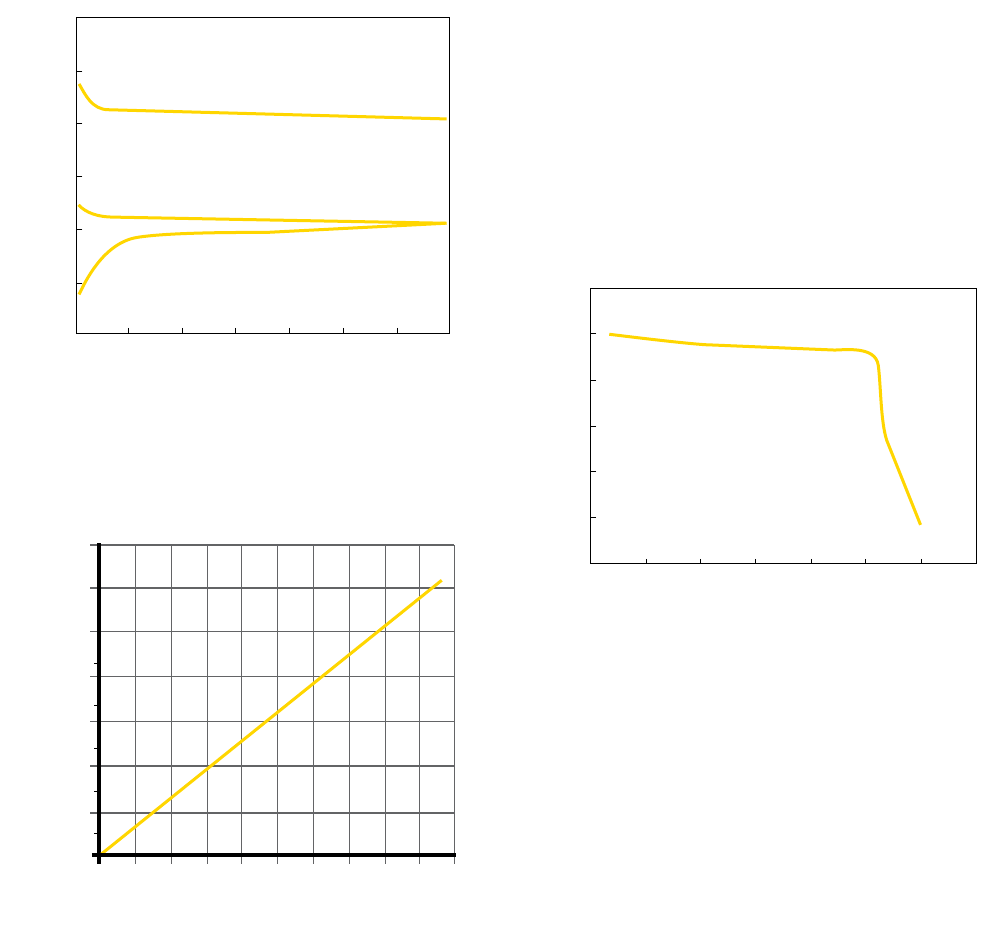
Similar behavior is seen in saturated steam generated from water at
various pH levels. The results of the 16-hour exposure at 309°F
(154 °C) show maximum strength retention in pH 6 to pH 7,
with a sharper drop-off on the acidic side (Figure 2.1).
Figure 2.1 Hydrolytic Stability of Kevlar
®
in 309°F (154°C) Steam vs. pH of Water.
The resistance of Kevlar® to hydrolysis in saturated steam is measured in
a sealed tube ("bomb") test. Kevlar® yarn (1,500 denier) in a skein form
is held at 280°F (138°C) for various lengths of time in the presence
of sufficient water (pH 7) to form saturated steam. The strength loss
results are determined by comparing strength data measured at room
temperature for control and exposed yarns (Figure 2.2).
Figure 2.2 Hydrolytic Stability of Kevlar
®
29
in Saturated Steam at 280°F (138°C) vs. Exposure Time.
Moisture Regain
Moisture regain is the tendency of most fibers to pick up or give off
ambient atmospheric moisture until they reach an equilibrium moisture
content at a given temperature and humidity level. Relative humidity
(RH) has a significant effect on the rate of moisture absorption by
Kevlar® and the equilibrium level reached. The higher the RH,
the faster Kevlar® absorbs moisture during the initial phase of
moisture gain, and the higher the final equilibrium level.
(control)
1,500 denier
Strength Loss, %
Exposure Time, hours
0 10 20 30 40 50 60 70 80 90 100
20
15
10
5
0
Exposure: 16 hours
% Break Strength
Remaining
pH
3 4 5 6 7 8 9 10
100
80
60
40
20
0
Technical Guide for Kevlar
®
Aramid Fiber 12
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Bone-dried Kevlar® will reach a slightly lower equilibrium moisture
level than fiber that has never been bone dried. Figure 2.3 illustrates
this effect for Kevlar® 29. Figure 2.4 illustrates the effect of RH on the
equilibrium moisture content obtained from a bone-dry yarn of
Kevlar® 49. This relationship is linear throughout the entire RH range.
The tensile properties of Kevlar® are virtually unaffected by
moisture content.
Figure 2.3 Moisture Regain of Kevlar
®
29
(After Various Preconditionings).
Figure 2.4 Equilibrium Moisture Content of Kevlar
®
49 vs.
Relative Humidity (RH) at Room Temperature.
THERMAL PROPERTIES OF KEVLAR
®
Decomposition Temperature
Kevlar® does not melt; it decomposes at relatively high temperatures
(800°F to 900°F [427°C to 482°C] in air and approximately
1,000°F [538°C] in nitrogen), when tested with a temperature rise
of 10°C/minute. Decomposition temperatures vary with the rate of
temperature rise and the length of exposure.
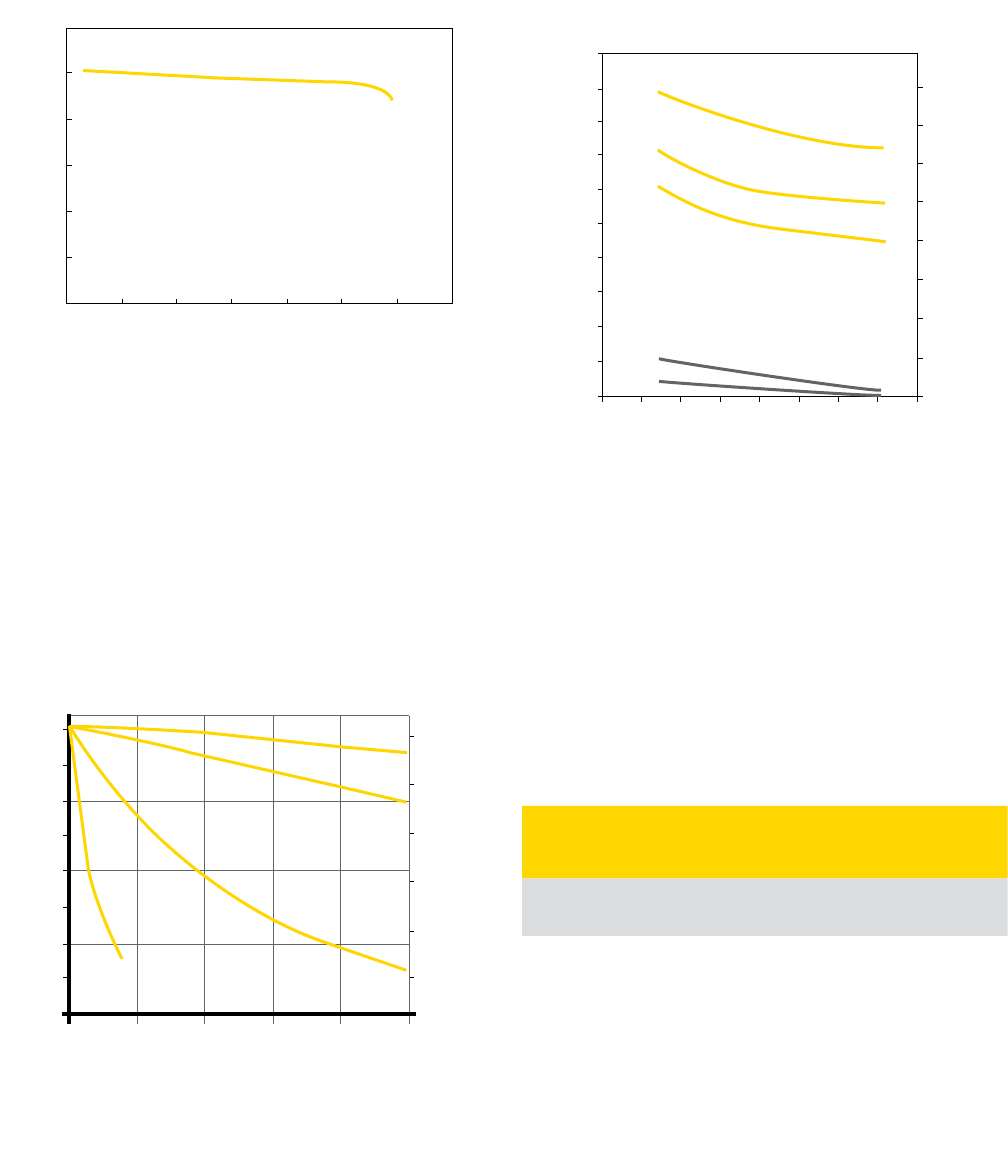
Figures 2.5 and 2.6 show typical thermogravimetric analyses (TGAs)
of Kevlar® 49 in air and nitrogen, respectively. TGAs are generated
by an instrument that measures weight loss as a function of temperature
rise over time. The analyses can be performed in air
or in a variety of other atmospheres.
For Kevlar®, as temperature increases there is an immediate weight
reduction, corresponding to water loss. The curve then remains
relatively flat until decomposition, where a significant weight loss
is observed.
Figure 2.5 Typical Thermogravimetric Analysis (TGA) of
Kevlar
®
49 in Air at a Temperature Rise of 10°C/Minute.
Moisture Regain, %
(from the dry side)
Relative Humidity (RH), %
7
6
5
4
3
2
1
0
0 10 20 30 40 50 60 70 80 90 100
Weight, %
Temperature, °C
0 100 200 300 400 500 600 700
120
100
80
60
40
20
0
Moisture Regain, %
Time, hours @ 65% Relative Humidity (RH)
and 72°F (22°C)
0 20 40 60 80 100 120 140
12.0
10.0
8.0
6.0
4.0
2.0
Preconditioned @ 85% RH/75°F
(24°C) for 3 days
Bone-dried, then preconditioned
@ 85% RH/75°F (24°C) for 3 days
Bone-dried @ 221°F (105°C) for 4 hours
Technical Guide for Kevlar
®
Aramid Fiber 13
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Figure 2.6 Typical Thermogravimetric Analysis (TGA) of
Kevlar
®
49 in Nitrogen at a Temperature Rise of 10°C/Minute.
Effect of Elevated Temperatures on Tensile Properties
Increasing temperatures reduce the modulus, tensile strength and break
elongation of Kevlar® yarns and other organic fibers. This should be
taken into consideration when using Kevlar® at or above 300°F to 350°F
(149°C to 177°C) for extended periods of time.
Figures 2.7 and 2.8 compare the effects of exposure to elevated
temperatures on the tensile strength and modulus, respectively,
of Kevlar® and other yarns.
Figure 2.7 Effect of Elevated Temperatures on
the Tensile Strength of Kevlar
®
29.
Figure 2.8 Comparative Effect of Elevated Temperatures
on the Modulus of Various Yarns.
Effect of Elevated Temperatures on
Dimensional Stability
Kevlar® does not shrink like other organic fibers when exposed
to hot air or hot water. Most other fibers suffer significant,
irreversible shrinkage.
Kevlar® has a very small, negative coefficient of thermal expansion
(CTE) in the longitudinal direction. The value of the CTE of
Kevlar® is dependent on measuring technique, sample preparation
and test method (Table II-4).
Tested at Temperature After 5-Minute Exposure in Air
Kevlar
®
49
Kevlar
®
68
Kevlar
®
29
Polyester
Nylon
Modulus, gpd
Modulus, cN/tex
Test Temperature
0 100 200 300 400°F
38 93 149 204°C
1000
900
800
700
600
500
400
300
200
100
0
8000
7000
6000
5000
4000
3000
2000
1000
0
250°C
482°F
Dry, Twist-added Yarn Test
10” Gauge Length
10%/Minute Extension
Tested at Room Temperature
160°C
320°F
180°C
356°F
200°C
392°F
Time, hours
Tensile Strength, gpd
Tensile Strength, 10
3
psi
22
20
18
16
14
12
10
8
6
400
350
300
250
200
150
0
0 100 200 300 400 500
Table II-4 Coefficient of Thermal Expansion (CTE)
of DuPont
™
Kevlar
®
29 and Kevlar
®
49*
Type of
Kevlar
®
Denier
Temperature Range
CTE
in./in./˚F
(cm/cm/˚C)˚F ˚C
Kevlar
®
29 1,500 77–302 25–150 -2.2 x 10
x
(-4.0 x 10
x
)
Kevlar
®
49 1,420 77–302 25–150 -2.7 x 10
x
(-4.9 x 10
x
)
*Tested with zero twist and 0.2 gpd tension at 72˚F (22˚C), 65% relative humidity (RH).
Weight, %
Temperature, °C
0 100 200 300 400 500 600 700
120
100
80
60
40
20
0
Technical Guide for Kevlar
®
Aramid Fiber 14
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Heat of Combustion
The heat of combustion of Kevlar® is measured by an Emerson oxygen
bomb calorimeter. Table II-5 compares the heat of combustion of
Kevlar® to that of other polyamides and to an epoxy used in making
rigid composites.
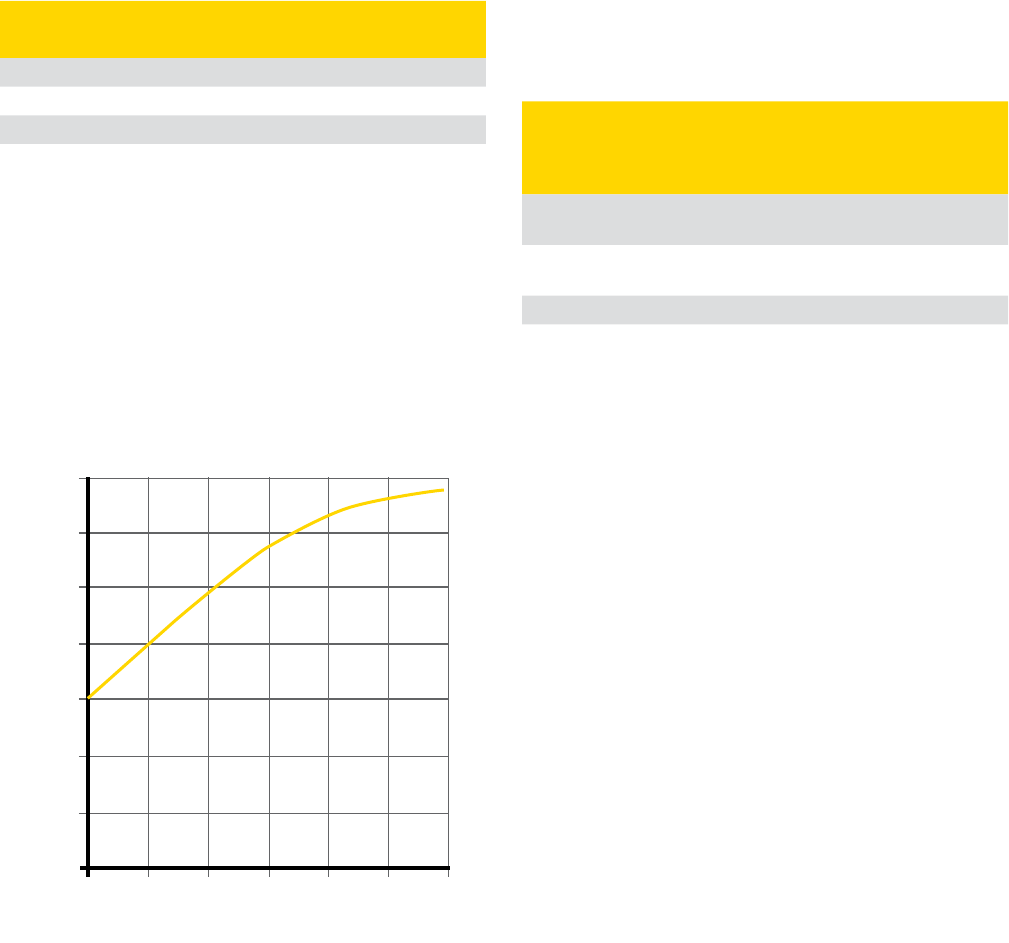
Specific Heat
The specific heat of Kevlar® is markedly influenced by temperature.
It more than doubles when the temperature is raised from 32°F (0°C)
to 392°F (200°C), as seen in Figure 2.9. Further increases are
more gradual.
Figure 2.9 Effect of Temperature on the
Specific Heat of Kevlar
®
49.
Effect of Arctic Conditions
Exposure to arctic conditions (-50°F [-46°C]) does not adversely
influence the tensile properties of Kevlar® (Table II-6). The increase
in modulus and the small decrease in break elongation at this low
temperature can be attributed to a slight increase in molecular rigidity.
Effect of Cryogenic Conditions
Kevlar® shows essentially no embrittlement or degradation at
temperatures as low as -320°F (-196°C).
Table II-6 Tensile Properties of DuPont
™
Kevlar
®
29 at
Room and Arctic Temperatures
Property Unit
Test Temperature,
75˚F
(24˚C)
-50˚F
(-46˚C)
Tenacity gpd
(cN/tex)
19.1
(169)
19.8
(175)
Tensile Strength 10
3
psi
(MPa)
352
(2,430)
365
(2,510)
Elongation at Break % 4.1 3.9
Modulus gpd
(cN/tex)
10
6
psi
(MPa)
425
(3,750)
7.82
(53,900)
478
(4,220)
8.81
(60,800)
A 30-inch sample cord twisted to 6.5 twist multiplier was tested, of which 18 inches were
exposed to the cold chamber at a 10%/minute strain rate.
Specific Heat, BTU/lb, °F
Temperature, °F
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
32 122 212 302 392 482 572
Table II-5 Heat of Combustion of DuPont
™
Kevlar
®
49
and Other Materials
Material
Heat of Combusion
BTUlb Joule/kg
Kevlar
®
49 14.986 34.8 x 10
x
Nylon, Type 738 15.950 37.1 x 10
x
Nomex
®
aramid 13.250 30.8 x 10
x
Shell Epon
®
828/NMA/BDMA 12.710 29.5 x 10
x
Technical Guide for Kevlar
®
Aramid Fiber 15
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
FLAMMABILITY, SMOKE AND OFF-GAS
GENERATION PROPERTIES OF KEVLAR
®
Kevlar® is inherently flame resistant, but can be ignited
(limiting oxygen index of 29). Burning usually stops when the
ignition source is removed; however, pulp or dust, once ignited,
may continue to smolder. In laboratory testing (Table II-7),
fabrics of Kevlar® do not continue to burn when the source of
ignition is removed after 12 seconds of contact. Although the glow
time increases with the thickness of the fabric, the burn length does
not. No "drips" are experienced, which can cause flame propagation,
a common problem with other organic fibers.
Kevlar® is not intended to be used as fuel, nor should it be deliberately
burned under any circumstances. The laboratory data shown in
Table II-8 were generated to provide important information in case
Kevlar® is accidentally burned.
Burning Kevlar® produces combustion gases similar to those of
wool—mostly carbon dioxide, water and oxides of nitrogen.
However, carbon monoxide, small amounts of hydrogen cyanide
and other toxic gases may also be produced, depending on burning
conditions. The composition of off-gases from Kevlar® and other
fibers under poor burning conditions is shown in Table II-8.
For more detailed information, please refer to the Material Safety
Data Sheet (MSDS) for Kevlar®.
Table II-7 Smoke Generation and Vertical Flammability of Fabrics of DuPont
™
Kevlar
®
49
Fabric Smoke** Vertical Flammability
Style
Number*
Fabric
Weight Thickness
Maximum
Specific Optical
Density
Burn
Time Drips Glow Time Burn Length
After-
Burn Time
oz/yd
2
mil mm sec sec in. cm sec
120 1.7 4.5 0.11 0 12 none 3.0 1.55 3.94 0
281 5.1 10 0.25 7 12 none 5.3 0.97 2.46 0
328 6.8 13 0.33 4 12 none 6.5 0.96 2.44 0
Z-11
††
1.5 12 0.29 0 12 none 1.0 2.50 6.35 0
* Selected fabric constructions commercially available at the time of test.
** National Bureau of Standards Smoke Chamber; Flaming Mode.
† Federal Aviation Administration Part 24, Sections 25, 833 (A) and (B).
†† Kevlar
®
Z-11 is a nonwoven fabric.
Table II-8 Composition of Off-Gases of DuPont
™
Kevlar
®
and Other Fibers Under Poor Combustion Conditions*
Combustion Products in mg/g of Sample
CO
2
CO C
2
H
4
C
2
H
2
CH
4
N
2
O HCN NH
3
HCl SO
2
Kevlar
®
1,850 50 — 1 — 10 14 0.5 — —
Acrylic 1,300 170 5 2 17 45 40 3 — —
Acrylic/Modacrylic (70/30) 1,100 110 10 1 18 17 50 5 20 —
Nylon 66 1,200 250 50 5 25 20 30 — — —
Wool 1,100 120 7 1 10 30 17 — — 3
Polyester 1,000 300 6 5 10 — — — — —
* The sample is placed in a quartz tube through which air is drawn at a controlled flow and heated
externally with a hand-held gas-oxygen torch. Air flow and heating are varied to give a condition of
poor combustion (i.e., deficiency of oxygen). Combustion products are collected in an evacuated tube
and analyzed by infrared.
Technical Guide for Kevlar
®
Aramid Fiber 16
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
EFFECT OF ELECTRON RADIATION ON KEVLAR
®
Electron radiation is not harmful to Kevlar®. In fact, filaments of
Kevlar® 49 exposed to 200 megarads show a very slight increase in
tenacity and modulus (Figure 2.10).
Figure 2.10 Effect of Electron Radiation on the Tenacity,
Elongation, Modulus and Toughness of Filaments
of Kevlar
®
49.
A G.E. resonant transformer is used at 0.5 milliamps and 2 megavolts to generate
1 megarad every 13.4 sec. The filament distance from the radiation source is
30 cm [11.8 in.]. The filament is wrapped in aluminum foil and kept over dry ice.
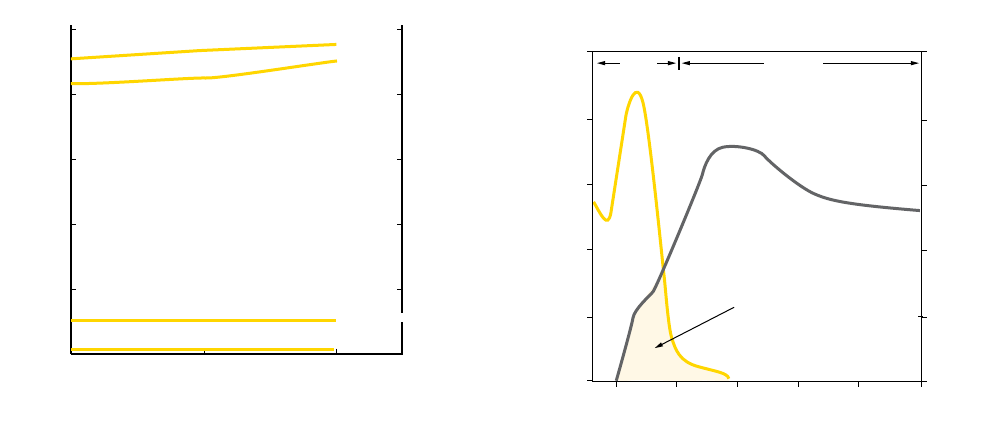
EFFECT OF UV LIGHT ON KEVLAR
®
Like other polymeric materials, Kevlar® is sensitive to UV (ultraviolet)
light. Unprotected yarn tends to discolor from yellow to brown after
prolonged exposure. Extended exposure to UV can also cause loss
of mechanical properties, depending on wavelength, exposure time,
radiation intensity and product geometry. Discoloration of fresh yarn
after exposure to ordinary room light is normal and is not indicative
of degradation.
Degradation, which occurs only in the presence of oxygen, is not
enhanced by moisture or by atmospheric contaminants, such as sulfur
dioxide. Two conditions must be fulfilled before light of a particular
wavelength can cause fiber degradation:
• Absorption by the polymer; and
• Sufficient energy to break the chemical bonds.
Figure 2.11 shows the absorption spectrum of Kevlar®, along with that
of sunlight. The overlap region of these two curves—especially between
300 nm to 450 nm—should be considered when specifying outdoor
use of unprotected Kevlar®. This range includes the so-called near
UV and part of the visible region. For effective protection of
Kevlar® from UV degradation, this kind of light must be excluded.
Figure 2.11 Overlap of the Absorption Spectrum of Kevlar
®
with
the Solar Spectrum.
Only small amounts of this light occur in artificial light sources, such as
ordinary incandescent and fluorescent bulbs, or in sunlight filtered by
window glass. However, to avoid possible damage, yarn should not be
stored within one foot of fluorescent lamps or near windows.
Tenacity, Elongation and Toughness
Modulus
Exposure, megarads
0 100 200
25
20
15
10
5
0
1,100
1,000
900
800
700
0
Tenacity (g/d)
Modulus (g/d)
Elongation (%)
Toughness (g•cm/cm•denier)
≈
Near
UV
Visible
Critical
Wavelength
Region for
Kevlar
®
Midsummer
Sun & Sky Light
Energy Intensity,
Cleveland, OH
Absorption
of Kevlar
®
Absorption, arbitrary units
Energy, micro-watts/cm
2
Wavelength, nanometers
300 400 500 600 700 800
1.0
0.8
0.6
0.4
0.2
0
1,000
800
600
400
200
0
Technical Guide for Kevlar
®
Aramid Fiber 17
SECTION II: PROPERTIES OF DUPONT™ KEVLAR®
Kevlar® is intrinsically self-screening. External fibers form a protective
barrier that shields interior fibers in a filament bundle or fabric.
UV stability increases with size—the denier of a yarn, the thickness
of the fabric or the diameter of a rope.
Extra UV protection can be provided by encapsulation:
• By overbraiding with other fibers; or
• By applying an extruded jacket over ropes and cables.
Whenever a coating, extrudate or film is used, it should not be
UV-transparent. Rather, it should have the proper pigmentation
to absorb in the 300-nm to 450-nm range.
Figure 2.12 shows the UV stability of Kevlar® obtained with a
"Fade-Ometer" equipped with a xenon arc.
Figure 2.12 Ultraviolet (UV) Stability of Kevlar
®
Yarns.
% Tensile Strength Retained
Exposure
100
90
80
70
60
50
40
30
20
10
0
450 Hours
900 Hours
Kevlar
®
4,500 Denier
Kevlar
®
3,000 Denier
Kevlar
®
1,500 Denier
Kevlar
®
1,500 Denier
Kevlar
®
3,000 Denier
Kevlar
®
4,500 Denier
Technical Guide for Kevlar
®
Aramid Fiber 18
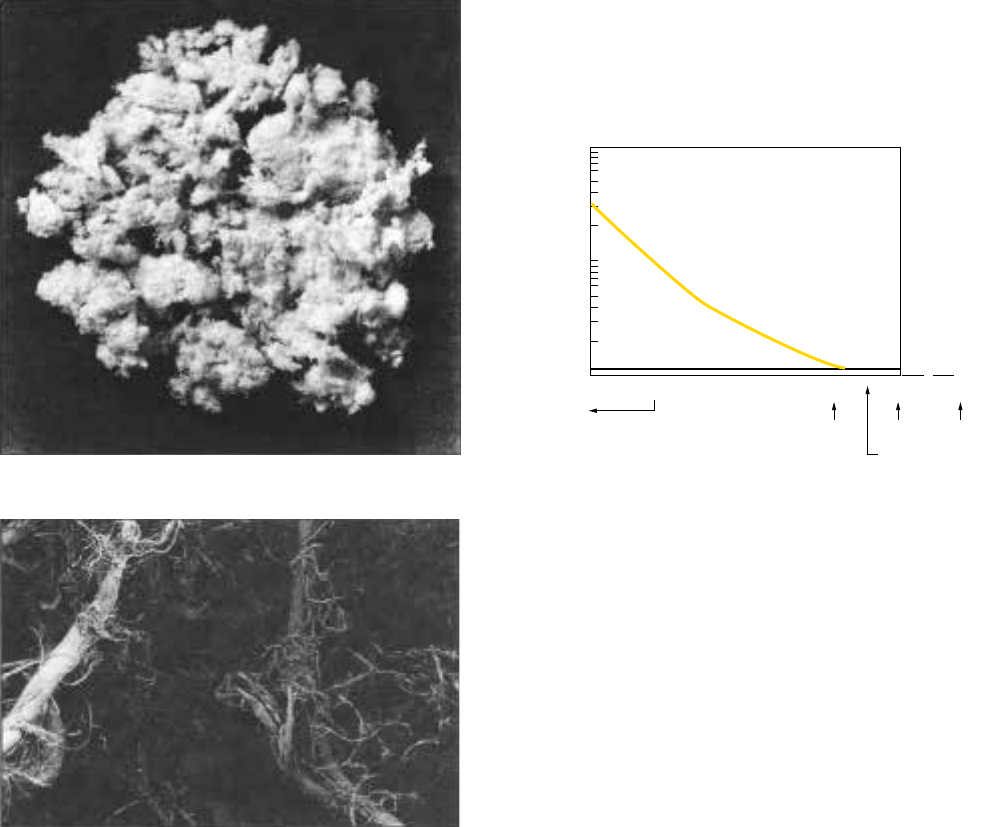
Kevlar® is available in several short forms, including staple and floc
(precision cut) and pulp (fibrillated).
KEVLAR
®
PULP
Kevlar® pulp (Figure 3.1) is a highly fibrillated form of the fiber that
can be dispersed into many different matrix systems. The fibrillation
(Figure 3.2) results in a high surface area of 7 m
2
/g to 10 m
2
/g
(170 yd
2
/oz to 240 yd
2
/oz).
Figure 3.1 Photograph of Kevlar
®
Pulp.
Figure 3.2 Photomicrograph of Kevlar
®
Pulp.
Kevlar® pulp is non-brittle, so standard mixing and dispersion
equipment will not affect the fiber size. Kevlar® pulp is available in wet
form (approximately 50% moisture)* for dilute, aqueous dispersions
and dry form (6% moisture) for solvent-based dispersions and dry
mixes. Various fiber lengths are available to meet your engineering
design needs.
Kevlar® pulp enhances the performance of elastomers, thermoplastics
and thermoset resins, especially where high-temperature performance
is required.
Kevlar® UltraThix™ is available for use as a thixotrope in adhesives,
sealants and coatings (Figure 3.3). Kevlar® UltraThix™ disperses
easily and provides both viscosity control and reinforcement
in most resin systems.
Figure 3.3 Viscosity vs. Shear Rate of Kevlar
®
Pulp in Epoxy.
SECTION III: DUPONT™ KEVLAR® SHORT FIBERS
0.4% Kevlar
®
Pulp in Epoxy
Epoxy
Gravitational
Sag
Agitated
Tank
Centrifugal
Pump
Brushing Spraying
Temperature 25°C
Viscosity, cp
Shear Rate, s
-1
10
6
10
5
10
4
⁄ ⁄
10
-2
10
-1
10
0
10
1
10
2
10
3
10
5
*Moisture specifications vary with fiber length and merge.
Technical Guide for Kevlar
®
Aramid Fiber 19
SECTION III: DUPONT™ KEVLAR® SHORT FIBERS
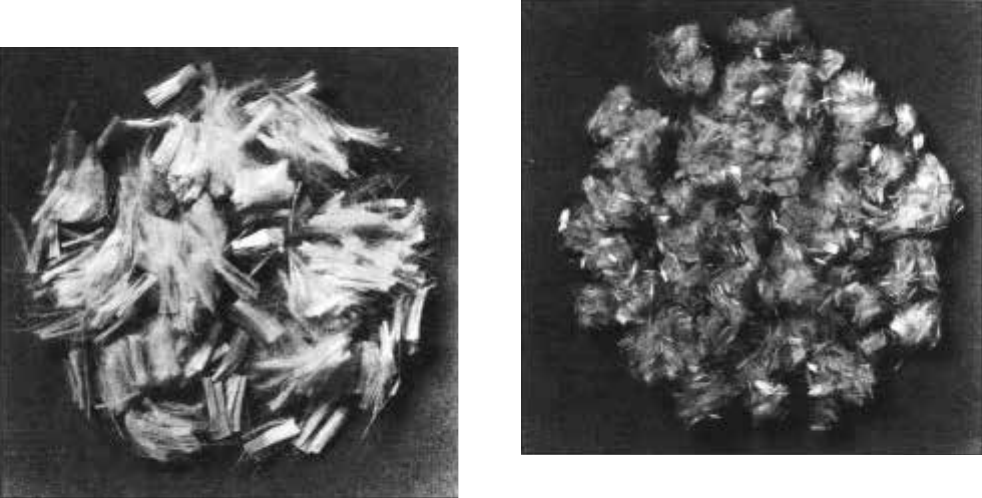
PRECISION-CUT, SHORT FIBERS
Kevlar
®
Staple
Kevlar® staple (Figure 3.4) consists of precision-cut, short fibers,
¼ inch or longer. It is used to manufacture spun yarns, which
provide enhanced wear resistance and comfort vs. filament yarns.
Because spun yarns are discontinuous fibers, their applications
generally take advantage of the barrier properties of Kevlar®,
rather than the tensile and modulus properties.
Figure 3.4 Photograph of Kevlar
®
Staple.
Kevlar® staple is also used in felts and nonwovens to increase
thermal insulation and vibration-dampening properties.
Other applications include thermoset and thermoplastic
resin systems where Kevlar® increases strength and wear
resistance over a wide range of temperatures.
Kevlar
®
Floc
Kevlar® floc (Figure 3.5) refers to precision-cut short fibers,
shorter than staple, down to 1 mm in length. It can be used as a
reinforcement in a wide variety of resin systems. In thermoplastics,
it provides increased wear resistance with minimal abrasion on
opposing surfaces. In thermoset resins, it provides increased strength
without significantly affecting the viscosity of the system.
Figure 3.5 Photograph of Kevlar
®
Floc.
Technical Guide for Kevlar
®
Aramid Fiber 20
SECTION III: DUPONT™ KEVLAR® SHORT FIBERS
KEVLAR
®
M/B MASTERBATCH
Short Kevlar® pulp is available in a masterbatch form for easy,
uniform dispersion in viscous elastomers. When Kevlar® pulp is
blended with various elastomers it gives enhanced tensile strength
(Table III-1) at elevated temperatures. It also increases the modulus
(Figure 3.6), tear resistance, wear resistance and puncture resistance
of the resulting compounds. To make it easier to incorporate pulp into
elastomers, DuPont offers Kevlar® M/B a masterbatch concentrate.
Kevlar® M/B can also be blended with other elastomers to give
desired end-use properties.
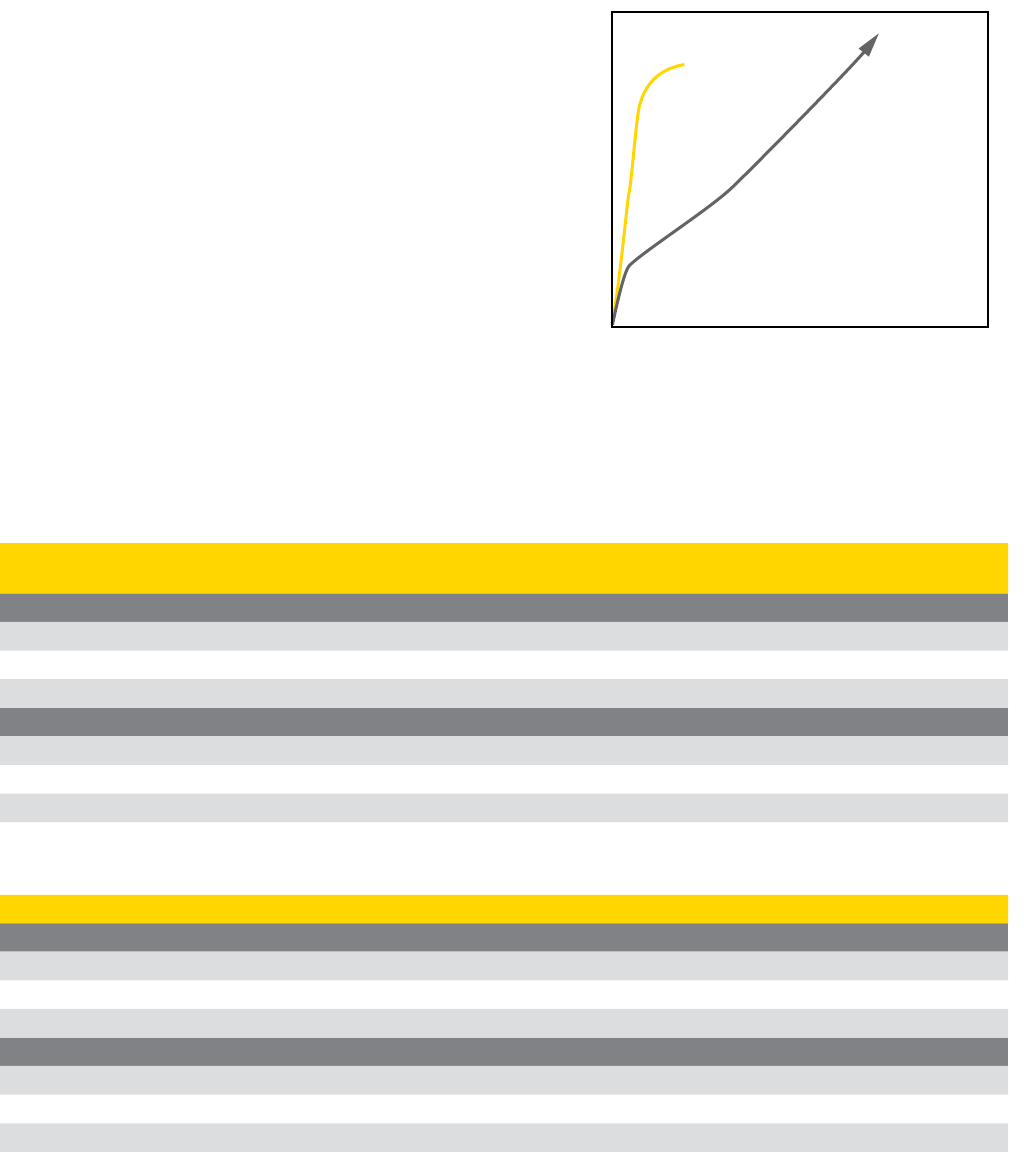
Figure 3.6 Stress-Strain Curve.
Kevlar
®
M/B more than triples the modulus in the machine direction vs.
an unreinforced elastomer.
2,000
(13.8)
1,500
(10.3)
1,000
(6.9)
500
(3.4)
0
No
Fiber
• Natural rubber
• Pull parallel to fibers
10 phr
Kevlar
®
Pulp
0 100 200 300
Stress, psi (MPa)
Elongation, %
Table III-1 Typical Improvements in Properties of Elastomeric Compounds with DuPont
™
Kevlar
®
3 phr Kevlar
®
Pulp in Viton
™
GF
Machine Direction
(MD)
Cross Machine Direction
(CMD)
Room Temperature
Modulus at 50% Elongation 7X 1.4X
Tensile Strength 1X 1X
Tear Strength 1.7X 1.3X
300°F (149°C)
Modulus at 30% Elongation 6X —
Modulus at 50% Elongation — 1.5X
Tensile Strength 1.6X 1.3X
20 phr Kevlar
®
Pulp in Nordell** 1040/Neoprene FB (80/20)
(MD) (CMD)
Room Temperature
Modulus at 20% Elongation 9.4X 3.3X
Tensile Strength 1X 0.6X
Tear Strength 1.5X 1.4X
300°F (149°C)
Modulus at 8% Elongation 15X —
Modulus at 20% Elongation — 3.9X
Tensile Strength 2.3X 1.3X
Tear Strength 1.9X 1.5X
Technical Guide for Kevlar
®
Aramid Fiber 21
Break Strength
The force needed to cause failure in a material, irrespective of the cross-sectional area of the sample.
The most commonly used units are "pounds [force]" (lb); "grams [force]" (g); "kilograms [force]" (kg);
and "Newtons" (N).
Bobbin
Smallest production unit of yarn or roving, including its appropriate (usually cardboard tube) support.
Sometimes also referred to as a "package."
Coefficient of Thermal
Expansion (CTE)
Describes the length change per unit of temperature based on the original length of the sample. Its units
are either °F
-1
or °C
-1
, because the length units appear in both the numerator and the denominator:
CTE =
length
length x temperature
Count
Cross section or thickness of yarn or roving expressed as "denier" or "(deci)tex."
Denier
Property unique to the fibers industry to describe the fineness (and, conversely, the cross-sectional
area) of a filament, yarn, rope, etc. It is defined as the weight in grams of 9,000 meters of the material.
An alternative unit is "dtex" (decitex): 1 dtex = 0.9 denier.
Density
The denseness of a material is expressed as mass per unit volume, either as "pounds per cubic inch"
(lb/in.
3
) or as "grams per cubic centimeter" (g/cm
3
).
dtex
Standard abbreviation for "decitex." This is a property unique to the fibers industry to describe the
fineness (and, conversely, the cross-sectional area) of a filament, yarn rope, etc. It is defined as the
weight in grams of 10,000 meters of the material. Its U.S. equivalent is "denier:" 1 dtex = 0.9 denier.
Elongation at Break
Also called "break elongation," it is the change in length of the specimen compared to its no-load length
at the moment of failure under load. It is usually expressed as percent (%).
Equilibrium
Moisture Content
Maximum moisture attained after long exposure.
Filament
Smallest component of a yarn.
Finish
Mixture or emulsion often consisting of oil(s), which is applied to the fiber surface primarily to reduce
friction and to improve processing and/or end-use performance.
Heat of Combustion
The amount of heat released when one gram molecule of a substance is burned in oxygen.
LASE
"Load At Specified Elongation." The load required to produce a given elongation of a yarn or cord.
Its units are lb, kg or g force, etc., at X% elongation. A related property is SASE, "Stress At Specified
Elongation." Its units are "pounds per square inch" (psi), "grams per denier" (gpd), "kilograms per
square millimeter" (kg/mm
2
), "pascals" (Pa), "Newtons per square meter" (N/m
2
) etc., at X% elongation.
Merge
Identification code assigned to a specific product with its corresponding production process and
quality control parameters. Usually only shipments with identical merge numbers can be mixed during
subsequent processing, although in some cases merge-mixing is permissible. Check with your DuPont
representative before mixing different merges.
Metered Length
Standard yarn length on a package, controlled within narrow tolerances. This permits matching the
length to your process needs and significantly reduces waste.
SECTION IV: GLOSSARY
Technical Guide for Kevlar
®
Aramid Fiber 22
SECTION IV: GLOSSARY
Modulus
The property describing a material's resistance to extension. Young's modulus or modulus of elasticity
represents the stress required to produce a given strain or change in length. Modulus is area-specific,
that is, it is expressed based on a unit of the original (i.e., no-load) cross section. Modulus units are
the same as those for "tenacity." The most common examples are "pounds per square inch" (psi);
"grams per denier" (gpd); "Newtons per tex" (N/tex); and "pascals" (Pa).
Moisture Regain
The tendency of most fibers to pick up or give off ambient atmospheric moisture until they reach an
equilibrium moisture content at a given temperature and humidity level.
Poisson's Ratio
The ratio of the strain perpendicular to the loading direction to the strain along the loading direction;
relevant to composites.
SASE
"Stress At Specified Elongation. "The stress required to produce a given elongation of a yarn or cord.
Its units are "pounds per square inch" (psi), "grams per denier" (gpd), "kilograms per square millimeter"
(kg/mm
2
), "pascals" (Pa), "Newtons per square meter" (N/m
2
), etc., at X% elongation.
Specific Heat
The ratio of the amount of heat required to raise the temperature of a given mass of a substance one
degree to the amount of heat required to raise the temperature of an equal mass of water one degree.
Strain
In fibers terminology, it is synonymous with elongation and expressed in % (i.e., % change in
original length).
Stress
The force exerted on a material, expressed per unit of the original (i.e., no-load) cross section.
The units are the same as those for "tenacity." The most common examples are "pounds per
square inch" (psi); "grams per denier" (gpd); "Newtons per tex" (N/tex); and "pascals" (Pa).
Tenacity/Tensile
Strength
The ultimate strength exhibited by a material at the moment of failure based on a unit of the original
(i.e., no-load) cross section. The most commonly used units are "pounds per square inch" (psi);
"grams per denier" (gpd); "Newtons per tex" (N/tex); and "pascals" (Pa). Frequently, the term tensile
strength is used synonymously with ultimate stress.
Tex
The basic property, unique to the fibers industry, to describe the fineness (and, conversely, the cross-
sectional area) of a filament, yarn, rope, etc. It is defined as the weight in grams of 1,000 meters of the
material. Its U.S. equivalent is "denier:" 1 tex = 9 denier. In many instances, "decitex" (dtex) is used to
keep fineness numbers about the same as the "denier" values.
Throwster
Company that specializes in putting twist and/or texture into yarns.
Twist (Noun)
The number of turns about its axis per unit length of yarn. The most common units are "turns per inch"
(tpi) and "turns per meter" (t/m): 1 tpi = 39.37 t/m.
Twist Multiplier
A property defined by a mathematical formula to describe the helix angle in a twisted structure.
Twisted bundles with the same twist multiplier (TM) have the same theoretical helix angle,
regardless of their cross-sectional area. The mathematical formula of the twist multiplier is:
TM =
twist [tpi] x denier
½
=
twist [t/m] x dtex
½
73 3,000
Yarn
Bundle (assembly) of individual filaments.
Yield
Length of yarn, rope, etc. contained in a unit weight of package. The most common units are
"yards per pound" (yd/lb) and "meters per kilogram" (m/kg).
Technical Guide for Kevlar
®
Aramid Fiber 23
SECTION IV: GLOSSARY
ORDERING INFORMATION FOR DUPONT
™
KEVLAR
®
DuPont produces and sells Kevlar® filament, pulp, staple and floc,
as well as specialized forms, including: Kevlar® M/B masterbatch
and Kevlar® Wearforce™ injection moldable composites.
Please note that all Kevlar® yarns are sold with zero twist.
For more information on DuPont products, call your DuPont
Representative. For additional information, including source lists for
fabrics, other products made from Kevlar®, and for throwsters,
to add twist to yam, call 1-800-931-3456. Outside the United States,
call (302) 999-3358.
To place an order call:
Kevlar
®
Yarn
1-800-344-8986 or 1-800-441-2767
Kevlar
®
Pulp, Kevlar
®
Staple,
Kevlar
®
Floc, Kevlar
®
EE
1-800-441-0969
TERMS
• Net 30 days from date of invoice
• FOB shipping point, freight prepaid our route within continental
limits of United States, excluding Alaska.
• All prices subject to change without notice.
Table IV-1 Conversion Table for Yarn Length to Weight
Denier
Number of
Filaments
Yield
yd/lb
Yield
m/kg
55 25 81,175 163,636
195 90 22,895 46,155
195 134 22,895 46,155
200 134 22,320 44,997
380 180 11,749 23,684
380 267 11,749 23,684
400 267 11,160 22,500
720 490 6,200 12,500
750 490 5,952 12,000
840 534 5,314 10,714
1,000 666 4,464 9,000
1,140 768 3,916 7,895
1,420 1,000 3,144 6,338
1,500 1,000 2,976 6,000
2,160 1,000 2,097 4,228
2,250 1,000 1,984 4,000
2,840 1,333 1,572 3,169
2,840 1,000 1,572 3,169
3,000 1,333 1,488 3,000
4,320 2,000 1,048 2,110
4,560 3,072 979 1,974
6,000 744 1,500
7,100 5,000 630 1,268
8,640 4,000 524 1,057
10,800 5,000 413 833
11,400 391 789
15,000 10,000 298 600
The information in this guide was prepared as a possible aid to using Kevlar
®
aramid fiber. Anyone intending to use recommendations contained in this publication concerning equipment, processing
techniques and/or products should first be satisfied that the information is suitable for their application and meets all appropriate safety and health standards. Refer to other DuPont publications
for safe handling and use instructions for all types of Kevlar
®
aramid fiber before using product. Both manufacturing and end-use technologies may undergo further refinements; therefore, DuPont
reserves the right to modify fiber properties and to change current recommendations as additional knowledge and experience are gained.
DuPont makes no guarantee of results and assumes no obligation whatsoever in connection with these recommendations. This information is not a license to operate under, or intended to suggest
infringement of, any existing patents.
Copyright © 2017 DuPont. All rights reserved. The DuPont Oval Logo, DuPont
™
, Kevlar
®
, Kevlar
®
Wearforce
™
, Kevlar
®
UltraThix
™
and Nomex
®
are trademarks or registered trademarks of
E.I. du Pont de Nemours and Company or its affiliates. K-XXXXX (07/18)
Freon
™
, Suva
™
and Viton
™
are trademarks of The Chemours Company FC, LLC.
Epon
®
is a registered trademark of The Shell Oil Company.
Nordel
®
is a trademark of The Dow Chemical Company or an affiliated company of Dow.
FOR MORE INFORMATION OR TO REQUEST A PRODUCT SAMPLE,
CALL OR CONTACT:
DuPont
Advanced Fibers Systems
Customer Inquiry Center
5401 Jefferson Davis Highway
Richmond, VA 23234
Tel: (800) 453-8527
(804) 383-4400
Fax: (800) 787-7086
(804) 383-4132
E-Mail: afsc[email protected]
kevlar.com
