
1
Tecchio P., Ardente F., Marwede M.,
Clemm C., Dimitrova G. Mathieux F.
Analysis of material efficiency aspects of
personal computers product group
January 2018
EUR 28394 EN

1
This publication is a technical report by the Joint Research Centre (JRC), the European Commission’s science and
knowledge service. It aims to provide evidence-based scientific support to the European policy-making process.
The scientific output expressed does not imply a policy position of the European Commission. Neither the European
Commission nor any person acting on behalf of the Commission is responsible for the use which might be made of
this publication.
Contact information
Name: Fabrice Mathieux
Address: Joint Research Centre, Via E. Fermi 2749, 21027 Ispra, ITALY
Email: fabrice.[email protected]uropa.eu
Tel. +39 332789238
JRC Science Hub
https://ec.europa.eu/jrc
EUR 28394 EN
PDF
ISBN 978-92-79-64943-1
ISSN 1831-9424
doi:10.2788/89220
Print
ISBN 978-92-79-64944-8
ISSN 1018-5593
doi:10.2788/679788
Luxembourg: Publications Office of the European Union, 2018
© European Union, 2018
Reuse is authorised provided the source is acknowledged. The reuse policy of European Commission documents is
regulated by Decision 2011/833/EU (OJ L 330, 14.12.2011, p. 39).
For any use or reproduction of photos or other material that is not under the EU copyright, permission must be
sought directly from the copyright holders.
How to cite: Tecchio, P., Ardente, F., Marwede, M., Christian, C., Dimitrova, G. and Mathieux, F., Analysis of
material efficiency aspects of personal computers product group, EUR 28394 EN, Publications Office of the European
Union, Luxembourg, 2018, ISBN 978-92-79-64943-1, doi:10.2788/89220, JRC105156.
All images © European Union 2018, except:
Front page, © BillionPhotos.com, image #102613073 Source: [Fotolia.com]
2
Contents
List of figures ........................................................................................................ 5
List of tables ......................................................................................................... 7
Acknowledgements ................................................................................................ 9
Executive summary ............................................................................................. 10
Abbreviations ..................................................................................................... 14
List of definitions ................................................................................................. 16
1 Introduction .................................................................................................. 17
2 Background information ................................................................................. 18
2.1 Market data ............................................................................................. 18
2.2 Expected lifetime ..................................................................................... 19
2.2.1 External power-supply lifetime ........................................................... 22
2.2.2 Battery lifetime ................................................................................. 22
2.3 Bill of materials ........................................................................................ 25
2.3.1 Desktop computers ........................................................................... 25
2.3.2 Notebook computers ......................................................................... 26
2.3.3 Tablets ............................................................................................ 30
2.3.4 External power supplies ..................................................................... 31
2.3.5 Batteries .......................................................................................... 32
2.4 Content of precious and critical raw materials .............................................. 35
2.4.1 Content of cobalt in batteries ............................................................. 37
2.4.2 Content of rare earths in HDDs ........................................................... 37
2.5 Interoperable external power supplies ........................................................ 38
2.5.1 Common external power supplies for mobile phones ............................. 38
2.5.2 Common EPS for personal computers .................................................. 39
2.5.3 USB cables and connectors ................................................................ 41
2.6 Environmental impacts ............................................................................. 42
2.6.1 Standards for environmental assessment of ICT products ...................... 44
3 Analysis of end-of-life practices for the product group ........................................ 46
3.1 Analysis of recycling/recovery practices ...................................................... 46
3.1.1 Recycling/recovery of desktop computers (without integrated display) .... 46
3.1.2 Recycling/recovery of integrated desktop computers ............................. 51
3.1.3 Recycling/recovery of notebooks ......................................................... 54
3.1.4 Recycling/recovery of tablets .............................................................. 56
3.1.5 Focus on recycling/recovery of electronic PCBs ..................................... 57
3.1.6 Focus on recycling/recovery of batteries contained in the product group .. 58
3.1.7 Future recycling scenario for notebooks ............................................... 63
3.2 Analysis of repair/reuse practices ............................................................... 64
3
3.2.1 Reuse and repair of notebooks ........................................................... 64
3.2.2 Reuse and repair of tablets ................................................................ 72
4 Discussion and identification of hot spots and of improvement opportunities ......... 76
4.1 EU Ecolabel and EU green public procurement criteria ................................... 78
5 Possible actions to improve waste prevention .................................................... 79
5.1 Battery durability ..................................................................................... 79
5.1.1 Rationale ......................................................................................... 79
5.1.2 Possible improvements ...................................................................... 81
5.1.3 Initial assessments of benefits/impacts (battery lifetime optimisation) ..... 83
5.1.4 Other potential benefits (information about battery-cycle life) ................ 85
5.2 Decoupling external power supplies from personal computers ........................ 87
5.2.1 Rationale ......................................................................................... 87
5.2.2 Possible improvements ...................................................................... 88
5.2.3 Initial assessments of benefits/impacts ................................................ 88
5.3 Durability testing for personal computers .................................................... 95
5.3.1 Rationale ......................................................................................... 95
5.3.2 Possible improvements ...................................................................... 99
5.3.3 Future improvements: development of additional standards on endurance
testing 99
6 Possible actions to enhance repair/reuse ........................................................ 101
6.1 Disassemblability of key components for personal computers to enhance
repairability ................................................................................................... 101
6.1.1 Rationale ....................................................................................... 101
6.1.2 Possible improvements .................................................................... 101
6.1.3 Initial assessments of benefits/impacts .............................................. 106
6.1.4 Potential benefits for other product categories .................................... 109
6.2 Secure data deletion for personal computers ............................................. 110
6.2.1 Rationale ....................................................................................... 110
6.2.2 Possible improvements .................................................................... 110
6.2.3 Potential benefits for the product group ............................................. 111
7 Possible actions to enhance recyclability ......................................................... 113
7.1 Dismantlability of key components for personal computers .......................... 113
7.1.1 Rationale ....................................................................................... 113
7.1.2 Possible improvements .................................................................... 114
7.2 Marking of plastic components ................................................................. 116
7.2.1 Rationale ....................................................................................... 116
7.2.2 Possible improvements .................................................................... 117
7.3 Declaration of flame-retardant content ..................................................... 118
7.3.1 Rationale ....................................................................................... 118
4
7.3.2 Possible improvements .................................................................... 119
7.4 Identifiability of batteries ........................................................................ 120
7.4.1 Rationale ....................................................................................... 120
7.4.2 Possible improvements .................................................................... 121
7.5 Provision of information on the content of critical raw materials ................... 122
7.5.1 Rationale ....................................................................................... 122
7.5.1.1 Recovery of cobalt .................................................................... 122
7.5.1.2 Recovery of rare earth elements ................................................. 122
7.5.2 Possible improvements .................................................................... 123
7.6 Initial assessments of benefits/impacts ..................................................... 125
7.6.1 Potential benefits for other product categories .................................... 130
8 Conclusions ................................................................................................ 131
References ....................................................................................................... 135
5
List of figures
Figure 1 — Shipments of hard- and solid-state disk drives (HDD/SSD) (in millions)
worldwide in computers from 2012 to 2017 (Statista, 2016) and projections for 2018-2020
(own elaboration). ............................................................................................... 19
Figure 2 — Average first-use time of notebooks in Germany (n=2 268 in 2012, lowest
value n=244 in 2004; 2008, 2009: not specified) (Prakash et al., 2016b). ................. 21
Figure 3 — Calendar ageing of nickel-manganese-cobalt-oxide (NMC) cells over time
depending on SoC at an elevated temperature (50 °C). Capacity fade (ratio between
current and initial capacity) under varying SoC over time (in days) is shown in diagram
(a) and the corresponding increase in internal resistance (ratio between current and initial
resistance) in the cells in (b) (Schmalstieg et al., 2014) ........................................... 24
Figure 4 — Types of batteries used and expected to be used by notebooks and tablets
(Berger, 2012) .................................................................................................... 32
Figure 5 — Volumes of the different lithium-ion battery subchemistries in notebooks
(Laptop NiMH, Laptop LiNMC and Laptop LiCoO2) and tablets (Tablet LiNMC) put on market
(top) and the estimated volumes of such waste batteries generated (bottom) in the EU
(Chancerel et al., 2016). ...................................................................................... 33
Figure 6 — Cobalt potential in kg and distribution over the products sold in Germany in
2007 (blue line) and 2012 (red line) (Chancerel et al., 2015) ................................... 36
Figure 7 — CRMs and other relevant materials in notebooks (Chancerel et al., 2015) .. 36
Figure 8 — Detail of the content of cobalt for different batteries (Sommer et al., 2015) 37
Figure 9 — Graphical representation of an EPS with micro-B connector, detachable cable
with USB type-A connector and USB type-A receiver (image credits: ©Pugetbill 2011) 39
Figure 10 — USB type-C cable and connectors (image credits: ©USB Implementers Forum
2014) ................................................................................................................ 42
Figure 11 — Disassembly sequence of a mini desktop computer (HP, 2016) ............... 48
Figure 12 — Detail of the interior of a mini desktop computer containing a battery (). . 49
Figure 13 — Desktop computers EoL scenarios. Scenario 1 (Manual dismantling, shredding
and mechanical sorting); Scenario 2 (Shredding and mechanical sorting) ................... 51
Figure 14 — Example of an integrated desktop computer. ........................................ 52
Figure 15 — Disassembly sequence for an integrated desktop computer () ................. 53
Figure 16 — Mechanical crushing, separation and sorting (Scenario 1). Cu = copper. Al =
Aluminum. ......................................................................................................... 55
Figure 17 — Manual medium-depth recycling scenario for notebooks (Scenario 2). Cu =
copper. Al = Aluminum. ....................................................................................... 55
Figure 18 — Magnesium frames in tablets (Schischke et al., 2014) ............................ 57
Figure 19 — Current legislative battery marks (source: BAJ) .................................... 59
Figure 20 — Examples of battery marks in current practice (unreleased data from Slates
D4R) ................................................................................................................. 59
Figure 21 — Battery-recycle mark, developed by the BAJ and promoted to be used as an
international standard, which indicates the four different battery types by colour and in
text. .................................................................................................................. 60
Figure 22 — The two-digit code, developed and recommended for use by BAJ, which is
added to the logo for LIB to identify: the metal with the highest mass in the positive
electrode (first digit); and the presence of a metal which hinders recycling (second digit).
......................................................................................................................... 60
6
Figure 23 — Application of the battery-recycle mark on a notebook battery (left) and a
tablet battery (right) (sources: newbatteryshop.com and ifixit.com). ......................... 61
Figure 24 — Battery markings developed by IEC as published in the draft standard
circulated in March 2017. ..................................................................................... 61
Figure 25 — Most common components in notebooks that suffered damage or breakage
(IDC, 2016). ....................................................................................................... 65
Figure 26 — Types of accidents causing notebook, tablet and handheld device damage,
according to the IDC (2016). ................................................................................ 65
Figure 27 — Types of accidents causing notebook damage, according to the IDC (2010).
......................................................................................................................... 66
Figure 28 — Reasons for replacing a notebook after first use (Prakash et al., 2016b) ... 70
Figure 29 — Most common components in tablets that suffered damage or breakage (IDC,
2016). ............................................................................................................... 72
Figure 30 — Failed attempted to separate the front glass from the display panel (Schischke
et al., 2014) ....................................................................................................... 74
Figure 31 — Potential material saving (t/year) in 2020, 2025 and 2030, divided by product
categories: notebooks and tablets. ........................................................................ 91
Figure 32 — Picture of a drop test applied to a notebook (Westpak, 2013). ................ 96
Figure 33 — Plastic marking according to ISO11469 (adapted from Bombardier (2010)).
....................................................................................................................... 118
Figure 34 — References scenarios for the calculation of the benefits related to material-
efficiency actions to enhance the recyclability of notebooks. ................................... 127
7
List of tables
Table 1 — Estimated annual sales (2012-2030) for product categories in the EU market
(Viegand Maagøe and VITO, 2017). Values in millions of units. ................................. 18
Table 2 — Typical lifetime of computers and related products according to Viegand Maagøe
and VITO (2017). ................................................................................................ 20
Table 3 — Use time and desired lifetime of products (Wieser and Tröger, 2016). n= number
of respondents (population interviewed: 1 009 Austrian residents). ........................... 21
Table 4 — Full-charge capacity projections after 1 year of use (HP Inc., 2016)............ 24
Table 5 — Desktop-computer bill of materials (BoM) according to Song et al. (2013).
Packaging included. ............................................................................................. 25
Table 6 — Desktop-computer BoM according to Teehan and Kandlikar (2013). Packaging
excluded. ........................................................................................................... 26
Table 7 — BoM for notebooks, modified from Talens Peiró et al. (2016b) with mass of
battery as in Clemm et al. (2016) ......................................................................... 27
Table 8 — BoM of HDDs and ODDs (Talens Peiró and Ardente, 2015)......................... 28
Table 9 — Composition of SSDs (Seagate, 2016) .................................................... 28
Table 10 — Summary BoMs considering Table 7 and Table 8 .................................... 29
Table 11 — Average composition of PCBs in notebooks (Chancerel and Marwede, 2016)
......................................................................................................................... 29
Table 12 — BoMs of 20 tablets, tablets with aluminium housing, and tablets with plastic
housing (all averages) (Schischke et al., 2014) ....................................................... 30
Table 13 — BoMs for EPS. Different sources. .......................................................... 31
Table 14 — Mass of components of the notebook battery (Clemm et al., 2016). .......... 34
Table 15 — BoM of an LCO notebook-battery cell from one of the largest cell manufacturers
worldwide (Clemm et al., 2016). ........................................................................... 34
Table 16 — Consumption of energy and auxiliaries during the production of one cell as
detailed in Table 15 (Clemm et al., 2016). ............................................................. 35
Table 17 — Average composition of LCO, NMC and NCA batteries for notebooks ......... 35
Table 18 — Recommended categories of EPS (ITU-T L.1002, 2016) ........................... 41
Table 19 — Relevant sources in the scientific literature ............................................ 44
Table 20 — Recycling rate of materials in PCB of notebook properly treated (Chancerel and
Marwede, 2016) .................................................................................................. 58
Table 21 — Li-ion battery-recycling plants processes ............................................... 63
Table 22 — Summary of ‘hot spots’ of computer sub-product groups (as identified during
the analysis of Sections 2 and 3) ........................................................................... 77
Table 23 — Material savings (batteries in million units/year, materials in t/year) achievable
when a battery-optimisation software is implemented in notebooks. .......................... 85
Table 24 — Material savings [t/year] divided by category (plastics, ferrous metals, non-
ferrous metals, electronics). Notebooks................................................................ 92
Table 25 — Material savings [t/year] divided by category (plastics, ferrous metals, non-
ferrous metals, electronics). Tablets. .................................................................... 92
Table 26 — Material savings divided by substance [t/year]. Notebooks (only the mass of
electronics was considered for this assessment). ..................................................... 93
8
Table 27 — Material savings divided by substance [t/year]. Tablets (only the mass of
electronics was considered for this assessment). ..................................................... 94
Table 28 — Testing procedures of the EN 60068 series. ........................................... 96
Table 29 — Examples of IEC 60529 test levels and short descriptions. The level number
specifies the second digit of the IP code (BS EN 60529:1192+A2:2013). ................... 98
Table 30 — Durability testing for notebook computers proposed by Dodd et al. (2015).
....................................................................................................................... 100
Table 31 — Proposed logos and correlation with the ease of disassembly of batteries. 105
Table 32 — Notebook failure rates due to hardware malfunction and accident, according
to two sources of data: the IDC (2010, 2016) and SquareTrade (2009). .................. 107
Table 33 — Computers expected to report failures (failure rate of 18.5 % for notebooks
and 14.5 % for tablets). Estimations based on the sales expected for 2020, 2025 and
2030. .............................................................................................................. 107
Table 34 — Notebooks and tablets expected to be discarded as WEEE (repair rate 80 %
for mobile computers in the first 2 years of use, with warranty plans; repair rate 20 % for
mobile computers older than 2 years of use, with no warranty plans; average failure rate
of 18.5 % for notebooks and 14.5 % for tablets)................................................... 108
Table 35 — Products (million units/year) and material (t/year) savings thanks to enhanced
reparability (repair rate 81-84 % for computers in the first 2 years of use, with warranty
plans, average failure rate of 18.5 % for notebooks and 14.5 % for tablets). ............ 108
Table 36 — Products (million units/year) and material (t/year) savings thanks to enhanced
reparability (repair rate 24-36 % for computers older than 2 years, with no warranty
plans, average failure rate of 18.5 % for notebooks and 14.5 % for tablets). ............ 109
Table 37 — Methods for secure data deletion (Talens Peiró and Ardente, 2015) ........ 111
Table 38 — Table for the calculation of the index on ‘Flame retardant in plastic components’
for computers (modified from (Ardente et al., 2016)). ........................................... 120
Table 39 — Average recycling rates of different materials from PCBs separated for recycling
(source: Chancerel and Marwede, 2016) .............................................................. 126
Table 40 — Estimated benefits thanks to enhanced recyclability of notebooks. .......... 128
Table 41 — Revised benefits due to the potential strategies to enhance the recyclability of
notebooks (based on a reduced amount of waste properly collected). ...................... 129
9
Acknowledgements
This report is part of the project ‘Technical support for environmental footprinting, material
efficiency in product policy and the European Platform on Life Cycle Assessment’ (LCA)
(2013-2017) funded by the Directorate-General for Environment.
The authors would like to thank Paolo Tosoratti, from the Directorate-General for Energy,
Unit ENER.C.3 for all the support, guidance and suggestions provided during the project.
The authors would like to also thank Dr Larisa Maya-Drysdale and colleagues from Viegand
Maagøe, for input data and suggestions provided for this work.
Finally, the authors of this report thank all of the stakeholders who contributed to this
work with constructive comments and suggestions for all the information and suggestions
provided, which were essential for the analysis of end-of-life practices for the product
group.

10
Executive summary
This report has been developed within the project ‘Technical support for environmental
footprinting, material efficiency in product policy and the European Platform on Life Cycle
Assessment’ (LCA) (2013-2017) funded by the Directorate-General for Environment.
The report summarises the findings of the analysis of material-efficiency aspects of the
personal-computer (PC) product group, namely durability, reusability, reparability and
recyclability. It also aims to identify material-efficiency aspects which can be relevant for
the current revision of the Ecodesign Regulation (EU) No 617/2013. Special focus was
given to the content of EU critical raw materials (CRMs) (
1
) in computers and computer
components, and how to increase the efficient use of these materials, including material
savings thanks to reuse and repair and recovery of the products at end of life. The analysis
has been based mainly on the REAPro method (
2
) developed by the Joint Research Centre
for the material-efficiency assessment of products.
This work has been carried out in the period June 2016-September 2017, in parallel with
the development of The preparatory study on the review of Regulation 617/2013 (Lot 3)
— computers and computer servers led by Viegand Maagøe and Vlaamse Instelling voor
Technologisch Onderzoek NV (VITO) (2017) (
3
). During this period, close communication
was maintained with the authors of the preparatory study. This allowed ensuring
consistency between input data and assumptions of the two studies. Moreover, outcomes
of the present research were used as scientific basis for the preparatory study for the
analysis of material-efficiency aspects for computers. The research has been differentiated
as far as possible for different types of computers (i.e. tablet, notebooks and desktop
computers).
The report starts with the analysis of the technical and scientific background relevant for
material-efficiency aspects of computers, such as market sales, expected lifetime, bill of
materials, and a focus on the content of CRMs (especially cobalt in batteries, rare earths
including neodymium in hard disk drives and palladium in printed circuit boards).
Successively the report analyses the current practices for repair, reuse and recycling of
computers.
Based on results available from the literature, material efficiency of the product group has
the potential to be improved, in particular the lifetime extension. The residence time (
4
) of
IT equipment put on the market in 2000 versus 2010 generally declined by approximately
10 % (Huisman et al., 2012), while consumers expressed their preference for durable
goods, lasting considerably longer than they are typically used (Wieser and Tröger, 2016).
Design barriers (such as difficulties for the disassembly of certain components or for their
processing for data sanitisation) can hinder the repair and the reuse of products.
Malfunction and accident rates are not negligible (IDC, 2016, 2010; SquareTrade, 2009)
and difficulties in repair may bring damaged products to be discarded even if still
functioning.
Once a computer reaches the end of its useful life, it is addressed to ‘waste of electrical
and electronic equipment’ (WEEE) recycling plants. Recycling of computers is usually
based on a combination of manual dismantling of certain components (mainly components
containing hazardous substances or valuable materials, e.g. batteries, printed circuit
boards, display panels, data-storage components), followed by mechanical processing
including shredding. The recycling of traditional desktop computers is perceived as non-
(
1
) Critical raw materials (https://ec.europa.eu/growth/sectors/raw-materials/specific-interest/critical_it).
(
2
) Ardente and Mathieux (2014). ‘Identification and assessment of product’s measures to improve resource
efficiency: the case-study of an energy using product’, Journal of cleaner production
(http://doi.org/10.1016/j.jclepro.2014.07.058).
(
3
) Preparatory study on the review of Regulation 617/2013 (Lot 3) — computers and computer servers (draft
report). Viegand Maagøe and VITO (2016). Prepared for European Commission DG Energy C.3
(https://computerregulationreview.eu/).
(
4
) The time of non-functioning or unused appliances in stock is included.

11
problematic by recyclers, with the exception of some miniaturised new models (i.e. mini
desktop computers), which still are not found in recycling plants and which could present
some difficulties for the extraction of printed circuit boards and batteries (if present). The
design of notebooks and tablets can originate some difficulties for the dismantling of
batteries, especially for computers with compact design.
Recycling of plastics from computers of all types is generally challenging due to the large
use of different plastics with additives, such as flame retardants. According to all the
interviewed recyclers, recycling of WEEE plastics with flame retardant is very poor or null
with current technologies.
Building on this analysis, the report then focuses on possible actions to improve material
efficiency in computers, namely measures to improve (a) waste prevention, (b) repair and
reuse and (c) design for recycling. The possible actions identified are listed hereinafter.
(a) Waste prevention
a.1 Implementation of dedicated functionality (
5
) for the optimisation of the lifetime of
batteries in notebooks: the lifetime of batteries could be extended by systematically
implementing a preinstalled functionality on notebooks, which makes it possible to
optimise the state of charge (SoC) of the battery when the device is used in grid
operation (stationary). By preventing the battery remaining at full load when the
notebook is in grid operation, the lifetime of batteries can be potentially extended by
up to 50 %. Users could be informed about the existence and characteristics of such a
functionality and the potential benefits related to its use.
a.2 Decoupling external power supplies (EPS) from personal computers: the provision
of information on the EPS specifications and the presence/absence of the EPS in the
packaging of notebooks and tablets could facilitate the reuse by the consumer of
already-available EPS with suitable characteristics. Such a measure could promote the
use of common EPS across different devices, as well as the reuse of already-owned
EPS. This would result in a reduction in material consumption for the production of
unnecessary power supplies (and related packaging and transport) and overall a
reduction of treatment of electronic waste. The International Electrotechnical
Commission (IEC) technical specification (TS) 62700, the Standard Institute of
Electrical and Electronics Engineers (IEEE) 1823 and Recommendation ITU-T L.1002
can be used to develop standards for the correct definition of connectors and power
specifications.
a.3 Provision of information about the durability of batteries: the analysis identified the
existence of endurance tests suitable for the assessment of the durability of batteries
in computers according to existing standards (e.g. EN 61960). The availability of
information about these endurance tests could help users to get an indication on the
residual capacity of the battery after a predefined number of charge/discharge cycles.
Moreover, such information would allow for comparison between different products and
potentially push the market towards longer-lasting batteries.
a.4 Provision of information about the ‘liquid ingress protection (IP) class’ for personal
computers: this can be assessed for a notebook or tablet by performing specific tests,
developed according to existing standards (e.g. IEC 60529). Users can be informed
about the level of protection of the computer against the ingress of liquids (e.g. dripping
water or spraying water or water jets) and in this way prevent one of the most common
causes of computer failure.
The yearly rate of estimated material saving if dedicated functionality for the optimisation
of the lifetime of batteries (a.1) were used ranges from around 2 360 to 5 400 tonnes (t)
(
5
) E.g. a dedicated tool or software.
12
of different materials per year. About 450 t of cobalt, 100 t of lithium, 210 t of nickel and
730 t of copper could be saved every year.
The estimated potential savings of materials when EPS are decoupled from notebooks and
tablets (a.2) are in the range 2 300-4 600 t/year (80 % related to the notebook category,
and 20 % to tablets). These values can be obtained when 10-20 % of notebooks and
tablets are sold without an EPS, as users can reuse already-owned and compatible EPS.
Under these conditions, for example, about 190-370 t of copper can be saved every year.
This estimate may increase when the same EPS can be used for both notebooks and tablets
(at the moment the assessment is based on the assumption that the two product types
were kept separated).
Further work is needed to assess the potential improvements thanks to the provision of
information about the durability of batteries (a.3), and about the ‘liquid-IP class’ (a.4).
The former option (a.3) has the potential to boost competition among battery
manufacturers, resulting in more durable products. The latter option (a.4) has the
potential to reduce computer damage due to liquid spillage, ranked among the most
recurrent failure modes.
(b) Repair/reuse
b.1 and b.2 Provision of information to facilitate computer disassembly: the disassembly
of relevant components (such as the display panel, keyboard, data storage, batteries,
memory and internal power-supply units) plays a key role to enhance repair and reuse
of personal computers. Some actions have therefore been discussed (b.1) to provide
professional repair operators with documentation about the sequence of disassembly,
extraction, replacement and reassembly operations needed for each relevant
component of personal computers, and (b.2) to provide end-users with specific
information about the disassembly and replacement of batteries in notebooks and
tablets.
b.3 Secure data deletion for personal computers: this is the process of deliberately,
permanently and irreversibly erasing all traces of existing data from storage media,
overwriting the data completely in such a way that access to the original data, or parts
of them, becomes infeasible for a given level of effort. Secure data deletion is essential
for the security of personal data and to allow the reuse of computers by a different user.
Secure data deletion for personal computers can be ensured by means of built-in
functionality. A number of existing national standards (HMG IS Standard No 5 (the
United Kingdom), DIN 66399 (Germany), NIST 800-88r1 (the United States (US)) can
be used as a basis to start standardisation activities on secure data deletion.
The estimated potential savings of materials due to the provision of information and tools
to facilitate computer disassembly were quantified in the range of 150-620 t/year for
mobile computers (notebooks and tablets) within the first 2 years of use, and in the range
of 610-2 460 t/year for mobile computers older than 2 years.
Secure data deletion of personal computers, instead, is considered a necessary
prerequisite to enhance reuse. The need to take action on this is related to policies on
privacy and protection of personal data, as the General Data Protection
Regulation (EU) 2016/679 and in particular its Article 25 on ‘data protection by design and
by default’. Future work is needed to strengthen the analysis, however it was estimated
that secure data deletion has the potential to double volume of desktop, notebook and
tablet computers reused after the first useful lifetime.
(c) Recyclability
c.1 Provision of information to facilitate computer dismantling: computers could be
designed so that crucial components for material aspects (e.g. content of hazardous
substances and/or valuable materials) can be easily identified and extracted in order to

13
be processed by means of specific recycling treatments. Design for dismantling can
focus on components listed in Annex VII of the WEEE directive (
6
). The ‘ease of
dismantling’ can be supported by the provision of relevant information (such as a
diagram of the product showing the location of the components, the content of
hazardous substances, instructions on the sequence of operations needed to remove
these components, including type and number of fastening techniques to be unlocked,
and tool(s) required).
c.2 Marking of plastic components: although all plastics are theoretically recyclable, in
practice the recyclability of plastics in computers is generally low, mainly due to the
large amount of different plastic components with flame retardants (FRs) and other
additives. Marking of plastic components according to existing standards (e.g.
ISO 11469 and ISO 1043 series) can facilitate identification and sorting of plastic
components during the manual dismantling steps of the recycling.
c.3 FR content: according to all the recyclers interviewed, FRs are a major barrier to
plastics recycling. Current mechanical-sorting processes of shredded plastics are
characterised by low efficiency, while innovative sorting systems are still at the pilot
stage and have been shown to be effective only in certain cases. Therefore, the
provision of information on the content of FRs in plastic components is a first step to
contribute to the improvement of plastics recycling. Plastics marking (as discussed
above) can contribute to the separation of plastics with FRs during the manual
dismantling, allowing for their recycling at higher rates (in line with the prescription of
IEC/TR 62635, 2015). However, detailed information about FRs content could be given
in a more systematised way, for example through the development of specific indexes.
These indexes could support recyclers in checking the use of FRs in computers and in
developing future processes and technologies suitable for plastics recycling. Moreover,
these indexes could support policymakers in monitoring the use of FRs in the products
and, in the medium-long term, to promote products that use smaller quantities of FRs.
An example of a FR content index is provided in this report.
c.4 Battery marks: the identification of the chemistry type of batteries in computers is
necessary in order to have efficient identification and sorting, and thus to improve the
material efficiency during the recycling. It is proposed to start standardisation activities
to establish standard marking symbols for batteries. The examples of the ‘battery-
recycle mark’, developed by the Battery Association of Japan (BAJ), and the current
standardisation activities for the IEC 62902 (standard marking symbols for batteries
with a volume higher than 900 cm
3
) may be used as references to develop ad hoc
standards.
The benefits of actions for the design for recycling can be relevant. In particular, the
proposed actions should contribute to increase the amounts of materials that will be
recycled (6 350-8 900 t/year), in particular plastics (5 950-7 960 t/year of additional
plastics), but also metals such as cobalt (55-110 t), copper (240-610 t), rare earths as
neodymium and dysprosium (2-7 t) and various precious metals (gold (0.1-0.4 t),
palladium (0.1-0.4 t) and silver (2-7 t)). Compared to the amount of materials recycled in
the EU (2012 data), these values would represent a recycling increase of 1-2 % for cobalt,
2-5 % for palladium, and 13-50 % for rare earths.
(
6
) ‘Design for dismantling’ is also in line with the principles of the WEEE directive, which in Article 4 states
that appropriate measures should be encouraged ‘so that the ecodesign requirements facilitating reuse and
treatment of WEEE established in the framework of Directive 2009/125/EC are applied’.
14
Abbreviations
ABS acrylonitrile butadiene styrene
AC alternating current
ATA advanced technology attachment
BAJ Battery Association of Japan
BaU business as usual
BFR brominated flame retardants
BOA bill of attributes
BoM bill of materials
CAS CESG Assured Service
CD-ROM compact disc — read-only memory
CESG Communications-Electronics Security Group
CPU central processing unit
CRMs critical raw materials
DC direct current
DG Directorate-General
EEE electrical and electronic equipment
EERA European Electronics Recycling Association
EMI electromagnetic interference
eMMC embedded multimedia card
EoL end of life
EPS external power supply
EuRIC European Recycling Industries’ Confederation
FR(s) flame retardant(s)
GF glass fibre
GfK Growth from Knowledge
GHG Greenhouse gas
GPP green public procurement
GPU graphics processing unit
GSM Global System for Mobile Communications (Groupe Spéciale Mobile)
GSMA GSM Association
HDD hard disk drive
HP Hewlett-Packard
IC integrated circuit
ICT information and communications technology
IDC International Data Corporation
IEC International Electrotechnical Commission
IEEE Institute of Electrical and Electronics Engineers
IP ingress protection
IT information technology
ITU International Telecommunication Union
IZM Institut für Zuverlässigkeit und Mikrointegration
JRC Joint Research Centre
LAN local-area network
LCA life-cycle assessment
LCD liquid-crystal display
LCO lithium-cobalt-oxide
LED light-emitting diodes
LFP lithium-iron-phosphate
15
LIB lithium-ion batteries
LMO lithium-manganese-oxide
MFA material flow analysis
MOST Maynard operation sequence technique
MoU memorandum of understanding
NCA nickel-cobalt-aluminium
NiMH nickel-metal-hydride
NIR near infra-red
NMC nickel-manganese-cobalt-oxide
ODD optical disk drive
OEM original equipment manufacturer
OLED organic light-emitting diodes
PATA Parallel ATA
PBB polybrominated biphenyls
PBDEs polybrominated diphenyl ethers
PC personal computer
PCB printed circuit board
PMMA poly(methyl methacrylate)
PWD password
QR quick response
RAL Reichs-Ausschuss für Lieferbedingungen
RAM random-access memory
REE rare earth elements
RoHS restriction of hazardous substances
ROM read-only memory
SATA Serial ATA
SBS-IF Smart battery systems implementers forum
SD secure digital
SIM subscriber identification module
SoC state of charge
SoH state of health
SSD solid-state drive
TS technical specification
UK United Kingdom
US United States
USB universal serial bus
WEEE waste of electrical and electronic equipment
WLAN wireless local-area network
XML extensible markup language
XRF x-ray fluorescence
ZIF zero insertion force

16
List of definitions
Built-in functionality: a functionality provided by the product that does not rely on
components which are not already included in the said product.
Component: constituent part of a device which cannot be physically divided into smaller
parts without losing its particular function (EN 50625-1:2014).
Disassembly: non-destructive taking apart of an assembled product into constituent
materials and/or components (from Standard BS 8887-2:2009).
Dismantling: taking apart of an assembled product into constituent materials and/or
components (based on the definition of disassembly from Standard BS 8887-2:2009).
Display panel: electronic display assembly (e.g. liquid-crystal display or other
technologies) together with their casing where appropriate (revised from Directive
2012/19/EU).
Firmware: system, hardware, component, or peripheral programming provided with the
product to provide basic instructions for hardware to function inclusive of all applicable
programming and hardware updates.
Secure data deletion: the effective erasure of all traces of existing data from storage
media, overwriting the data completely in such a way that access to the original data, or
parts of them, becomes infeasible for a given level of effort.
State of charge (SoC): the ‘[…] remaining battery capacity expressed as percentage of
full-charge capacity’ (SBS-IF, 1998) and hence the ‘fuel gauge’ indicating the currently
available battery charge. The SoC may also be defined as the remaining battery capacity
expressed as a percentage of the design capacity (also ‘rated capacity’, as stated by the
manufacturer).
State of health (SoH): the ratio between a battery’s full-charge capacity over the initial
(design) capacity expressed in percentage. The SoH indicates how much of its (initially
theoretically available) capacity a battery has retained at a given time.
Technical documentation: documentation made available by manufacturers on websites,
concerning repair/recycling of products, kept available for a specified number of years
after the last product has been placed on the market.
User documentation: documentation made available by manufacturers for end-users, on
websites and user manuals, kept available for a specified number of years after the
products have first been placed on the market.
We consider resource efficiency as a combination of energy efficiency and material
efficiency. Thus, material efficiency does not directly regard resources used to produce
energy, nor energy used during the lifecycle of products (Tecchio et al, 2017).
Definitions concerning personal computer product categories and parts used in this report
are listed in the preparatory study on the review of Regulation 617/2013 (Lot 3) —
computers and computer servers led by Viegand Maagøe and VITO (2017)
(https://computerregulationreview.eu/).

17
1 Introduction
This report has been developed within the project ‘Technical support for environmental
footprinting, material efficiency in product policy and the European Platform on LCA’
(2013-2017) funded by the Directorate-General for Environment. The report aimed to
analyse the material efficiency of the personal-computer product group, and to identify
relevant and workable criteria on material efficiency that could be used for the revision of
the Ecodesign Regulation (EU) No 617/2013, which is currently underway.
Nowadays, most modern industrial operations are based on a linear model in which
materials are extracted and processed, products are made and are eventually disposed of
at the end of their lifespans. As evidenced by growing material scarcity around the globe,
this linear ‘take, make, dispose’ model is inherently unsustainable (Ellen MacArthur
Foundation, 2016). The European Commission is committed to a sustainable, low-carbon,
material-efficient and competitive circular economy (European Commission, 2015a), a
strategy that includes the shifting of the concept from ‘waste’ to ‘resources’, boosting the
market for secondary raw materials and taking a series of actions to encourage recovery
of CRMs. In particular, the analysis herein presented responds to the commitment of giving
emphasis to circular economy aspects in future product requirements under the Ecodesign
directive.
The analysis is based on the REAPro (
7
) method developed by the Joint Research
Centre (JRC) for the resource-efficiency assessment of products (Ardente and Mathieux,
2014), and it followed the results of previous assessments of specific product groups (e.g.
electronic displays, washing machines, dishwashers, enterprise servers, computers,
vacuum cleaners) in the context of the Ecodesign directive or of EU Ecolabel regulation.
We consider resource efficiency as a combination of energy efficiency and material
efficiency. Thus, material efficiency does not directly regard resources used to produce
energy, nor energy used during the lifecycle of products (Tecchio et al, 2017).
The present report begins with an analysis of the current situation for the personal-
computer product group, including: a presentation of background information including
market data, bill of materials and the environmental performance of this product group
(Section 2); an analysis of recycling, repair/reuse practices for this product group (Section
3). Based on this analysis, a series of material-efficiency ‘hot spots’ for computers is
identified (Section 4). Successively the report introduces some requirements that could be
potentially applied to this product group in the context of the Ecodesign directive,
addressing material saving (Section 5), repair/reuse (Section 6) and recycling (Section 7).
Benefits associated to these requirements are formalised and, when possible, quantified.
(
7
) Resource-efficiency assessment of products.

18
2 Background information
2.1 Market data
As reported by Viegand Maagøe and VITO (2017) on the Review of
Regulation (EU) 617/2013 (Lot 3) — computers and computer servers (draft report), sales
and stock data of personal computers
(
8
)
within the EU market can be derived by analysing
past sales and market trends. Database platforms such as Statista (2016) were consulted
by which market analysts estimate the worldwide shipment of desktop computers,
notebooks and tablets.
Table 1 provides the projections of estimated sales for different product categories in the
European market, focusing on 2020, 2025 and 2030. Market projections are confirmed by
recent studies, for example the work published by Risk & Policy Analysts Limited (2014).
According to that study, the European market accounted for around 20 % of global tablet
sales in 2010, but market analysts are expecting this proportion to decrease as the
European market becomes saturated; for the same reasons, market analysts are expecting
the global sales of notebooks to decrease in the coming years. Again according to
elaborations made by Risk & Policy Analysts Limited (2014) and values reported by
Statista, the share of the EU market can be estimated to be in the range of 34-37 % for
global notebook sales.
Table 1 — Estimated annual sales (2012-2030) for product categories in the EU market
(Viegand Maagøe and VITO, 2017). Values in millions of units.
Product categories
2012
2013
2014
2015
2020
2025
2030
million units/year
Notebook
50.66
47.21
46.79
42.40
41.66
41.55
41.74
Desktop computer
19.13
15.77
14.84
12.74
12.05
13.47
13.60
Integrated desktop
0.77
0.63
0.59
0.51
0.48
0.54
0.54
Thin client
1.35
1.35
1.43
1.31
1.37
1.37
1.37
Integrated thin client
0.13
0.13
0.14
0.13
0.14
0.14
0.14
Tablet/slate
28.46
44.74
45.21
40.79
38.38
38.47
38.56
Portable all-in-one
0.21
0.19
0.19
0.17
0.17
0.17
0.17
Workstation
0.71
0.75
0.80
0.79
0.79
0.82
0.85
Small-scale server
0.17
0.18
0.19
0.20
0.21
0.22
0.23
Total computers
101.59
110.95
110.19
99.05
95.24
96.73
97.20
From Table 1 it is possible to note that main shares of the market sector will be represented
by notebook computers, tablet/slate computers and desktop computers (almost 97 % of
the total number of computers in 2030). The shipments of tablets grew significantly until
(
8
)
Definitions of product categories are available in the preparatory study on the review of Regulation 617/2013,
prepared by Viegand Maagøe and VITO (2017).
19
2014, when the European market became saturated. The shipments of desktop computers
and notebooks are already gradually decreasing.
A more-detailed market analysis was focused on the two main typologies of storage that
can be used for personal computers: hard disk drives (HDDs) and solid-state drives
(SSDs). The two typologies exist for both internal and external data storage.
HDDs are traditional spinning hard drives consisting of a metal platter with a magnetic
coating on which a read/write head gets access to the data while the platter is spinning.
The more-recent SSDs, instead, store data on interconnected flash memory chips. SSDs
are generally more expensive but also faster than HDDs. According to pcmag.com (
9
),
SSDs also have better durability. SSDs have no mechanical parts in motion, even though
they do wear out over time. Thanks to a command technology that dynamically optimises
read/write cycles, however, the likelihood of encountering read/write errors in SSDs in the
first 6 years of use is very low.
According to Statista (2016), it is possible to estimate the shipments (and therefore the
production) of computers with HDDs and computers with SSDs from 2012 to 2017. The
source estimates that shipments of HDDs will decline in the future while SSD shipments
will show an increase. Projections to 2020 were developed (Figure 1). The year 2020 could
then be identified as the most probable break-even point between the two trends.
Figure 1 — Shipments of hard- and solid-state disk drives (HDD/SSD) (in millions)
worldwide in computers from 2012 to 2017 (Statista, 2016) and projections for 2018-2020
(own elaboration).
Although it is not forecast that SSDs will significantly reduce the usage of HDDs, a
technological breakthrough could cause the price of SSDs to drop significantly, which in
turn would drive replacement of HDDs by SSDs (Sprecher et al., 2014a).
2.2 Expected lifetime
Expected lifetime of products is key information to estimate potential end-of-life (EoL)
flows, and several figures can be found in literature for the personal-computer product
group. Hennies and Stamminger (2016) discussed types of obsolescence, describing
‘functional obsolescence’, which is induced by innovations, new features and new
(
9
) PC Magazine digital edition, provides lab-tested reviews, how-to guides and news about the latest tech
trends.
0
50
100
150
200
250
300
350
400
450
500
2012 2013 2014 2015 2016 2017 2018 2019 2020
Quantity of hard
- and solid
-state disks
(in millions)
year
HDD SSD

20
interfaces, and ‘desire obsolescence’, which is brought about through the desire for trends,
designs and lifestyles that makes products old-fashioned. These two types of obsolescence
are playing a role also for the personal-computer product group, and are not negligible
reasons for their relatively short (compared to other electric and electronic equipment,
such as household appliances for instance) lifetime.
As previously stated, several lifetime figures can be found in literature, especially for
notebook computers. A survey conducted by the Öko-Institut (Germany) shows that the
average duration of the first use of a notebook ranges from 5 to 6 years (Prakash et al.,
2016a). Hennies and Stamminger (2016) reported an average lifetime of 5 years before
notebooks are discarded. A Dutch study reported a lifetime of 7 years (Wang et al., 2013),
while a recent survey conducted among Austrian residents reported 4.1 years, as a useful
lifetime (namely the time until a replacement is bought).
Viegand Maagøe and VITO (2017) reported a typical lifetime of 5 years for notebooks,
6 years for desktop computers, and 3 years for tablets; the authors relied on literature
findings, expert assumptions and industry inputs (see Table 2).
Table 2 — Typical lifetime of computers and related products according to Viegand Maagøe
and VITO (2017).
Product category
Typical lifetime, years
Notebook
5
Desktop
6
Integrated desktop
6
Thin client
5
Integrated thin client
5
Tablet/slate
3
Portable all-in-one
5
Workstation
7
Small-scale servers
6
Hennies and Stamminger (2016) also reported the fate of notebooks after the first use:
most of them are not discarded, even when they are defective. Some 41 % are set aside
(50 % in the case of defective notebooks), only 23 % are disposed of and 33 % are passed
on.
Huisman et al. (2012) took into consideration this behaviour and analysed the residence
time, (average lifetime including the time of non-functioning or unused appliances in
stock). Different types of equipment put on the market for all years between 1990 and
2010 were considered by the authors. From their analysis, basically all appliances show
decreasing residence times. For IT equipment put on the market in 2000 versus 2010, for
instance, the residence time declined by approximately 10 %. The shortening trend for IT
product lifespan was identified also in less recent studies, in China (Yang et al., 2008) and
India (Dwivedy and Mittal, 2010).
The Austrian resident survey, mentioned before, also compared the first-use time
(products in use, time until a replacement is bought) of notebooks (4.1 years) with the
desired lifetime (the time consumers desire the product to be functioning). The latter was,
on average, 7 years (Wieser and Tröger, 2016). From these results, Wieser and Tröger
(2016) highlighted that consumers want durable goods to last considerably longer than
they are used. If asked to spontaneously name a product for which the expected lifetime
(the time people expect the product to work) is shorter than expected, notebook
computers were ranked in the sixth place (after mobile phones, TVs, washing machines,
coffee machines and dishwashers).

21
Table 3 — Use time and desired lifetime of products (Wieser and Tröger, 2016). n= number
of respondents (population interviewed: 1 009 Austrian residents).
First use time (n=574)
Desired lifetime (n=996)
Notebooks
4.1 years
7.0 years
Another survey, this time conducted between 2014 and 2016 among Swiss consumers
highlighted that nowadays notebook users expect longer lifetimes, compared to the past.
The survey showed how the desired lifetime of notebooks nowadays is 20 % higher than
the desired lifetime of the product type they used in the past (Thiébaud-Müller et al.,
2017).
Other main findings from Thiébaud-Müller et al. (2017) are as follows.
— The median service lifetime of notebooks (at the moment the notebook is not in
use anymore, therefore stored or disposed of) is reported to be 5 years, while the
median intended (desired) first service time is reported to be 6 years.
— The median ‘second service lifetime’ (the active use of a second-hand notebook) is
2 years.
— The median ‘storage time’ (the time between the active use of a new device and
its final disposal or its transfer to a different user) is 1 year.
— About 60 % of the notebooks go to storage after first use, about 10 % to second
use and 20 % to collection schemes (
10
).
— A large share of the devices stored go to second use. This means that in total nearly
30 % of all notebooks in Switzerland go to second use.
— About 20 % of the devices in second use go to third use. The analysis of the change
over time of the service lifetime (histogram) show no significant trend for the
temporal change of the service lifetime for notebooks.
Finally, the Growth from knowledge (GfK) consumer panel collected the average first-use
time in Germany, 2004-2007 and 2010-2012. The first-use time seems to have a peak in
2005/2006 with 6 years and declines to 5.1 years in 2012. The reasons for replacement
and whether the notebooks have a second life were not determined (Prakash et al.,
2016b).
Figure 2 — Average first-use time of notebooks in Germany (n=2 268 in 2012, lowest
value n=244 in 2004; 2008, 2009: not specified) (Prakash et al., 2016b).
(
10
) Remaining 10 % go to donation, municipal waste, or unknown.
0
2
4
6
8
10
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Average first use time (years)
Year

22
As a final remark, consumer behaviour can also be listed as a reason for the present
problem of increasing amounts of electronic waste (the ‘desire obsolescence’). As prices
fall, consumers can receive incentives to buy new appliances instead of continuing to use
their current ones (Aladeojebi, 2013).
2.2.1 External power-supply lifetime
The active lifetime of EPS used for portable devices is estimated to be 5 years, aligned
with the expected lifetime of notebooks (Table 2). Accordingly, when the lifetime of the
device is shorter (e.g. 3 years for tablets, see Table 2), the active life of EPS is reduced
as well. The overall lifetime, instead, is largely determined by the lifetime of electrolytic
capacitors an EPS is made of (IEC/TS 62700, 2014). The overall lifetime (i.e. the age of
discarded appliances) is often significantly longer than the active lifetime, as the stocking
in a drawer phenomena is common in the case of small electric devices (Bio Intelligence
Service, 2007). Risk & Policy Analysts Limited (2014) estimated that only 5 % of
consumers dispose of their old mobile phone when they purchase a new one and a typical
consumer keeps an old handset for 2.37 years before it enters the waste stream. The
same delay can be assumed to their related EPS. Furthermore, according to IEC/TS 62700
(2014), if one EPS is used for several computers simultaneously, the lifetime may become
shorter (each manufacturer decides on the lifetime of electrolytic capacitors considering
how many years the computer is used (IEC/TS 62700, 2014)).
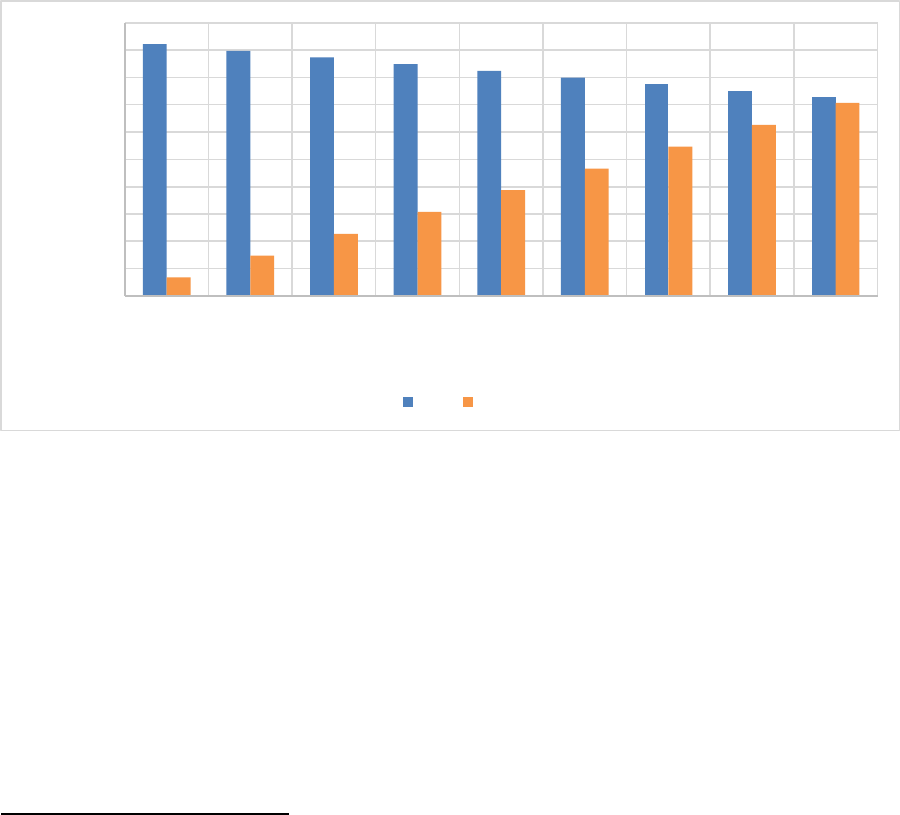
2.2.2 Battery lifetime
Battery durability is a key feature for users. In a survey conducted by the IDC (2010) (
11
),
68 % of respondents confirmed that the battery lifetime on their notebook computers was
not sufficient for their business needs, and over half stated that battery failures caused
problems for their business. The most common problem was lost productivity, cited by
45 % of respondents, followed by lost/delayed sales (22 %) and loss of critical company
data (17 %).
The durability of batteries potentially limits the lifetime of the device it is powering, if
battery replacement is economically not feasible, or technically not possible. This may lead
to early disposal of devices and thus contradicts the overall objective of material efficiency.
This is especially important concerning lithium-ion batteries (
12
) (LIB), not only do LIB
contain a high amount of critical materials such as cobalt (see Section 2.4.1), they also
involve substantial environmental impacts during their manufacturing (Section 2.6).
Battery durability is determined by a battery’s specific cycle life and calendar life. Cycle
life is usually described by the number of charge/discharge cycles a battery can withstand
before losing a certain portion of its initial capacity. A cycle is defined as ‘an amount of
discharge approximately equal to the value of design capacity’ (SBS-IF, 1998), with design
capacity referring to the theoretical capacity of a new battery (pack) (also: ‘rated capacity’
during a 5-hour discharge, as declared by the manufacturer). Today’s LIB inevitably lose
a minor amount of their capacity with each charging cycle due to a number of physical
and chemical processes (Broussely et al., 2005; Sarre et al., 2004; Schmalstieg et al.,
2014; Vetter et al., 2005). A battery’s cycle life is determined by many factors, such as
the quality of the manufacturing processes, the temperature while charging and
discharging and the cycle depth, among others (Vetter et al., 2005). Calendar life is
described by the portion of capacity a LIB inevitably loses over time, even though it is not
in use, for example while in storage. The rate at which an LIB loses capacity over time is
also determined by a number of factors, such as the surrounding temperature and its SoC
(Vetter et al., 2005).
It has been found that one major factor determining both the cycle life and calendar life
of LIB is the SoC. The SoC is the ‘[…] remaining battery capacity expressed as a percentage
(
11
) International Data Corporation, Framingham, Massachusetts (MA), US (www.idc.com).
(
12
) See Section 2.3.5 for detail on other types of batteries.
23
of full-charge capacity’ (SBS-IF, 1998) and hence the ‘fuel gauge’ indicating the currently
available battery charge. Studies have shown that the cycling of a battery around a very
high SoC (between 90 and 100 %) is particularly damaging and cell capacity fades
comparatively quickly. However, when cycled around an average SoC of 50 % (between
45 and 55 % SoC), the cycle life increases dramatically (Schmalstieg et al., 2014).
Similarly, calendar life increases with lower levels of SoC: as can be seen in Figure 3 (part
a), the capacity of battery cells with higher SoC fades considerably quicker compared to
those with lower SoC when in storage. For example, after 300 days of storage at 50 °C, a
battery with 90 % SoC has lost more than 20 % of its capacity, while a battery with 10 %
SoC has lost only around 5 %. Hence, it can be concluded that a high SoC during use and
storage of a notebook battery can be expected to shorten its useful life considerably.
Ideal conditions for storing a battery over a longer period is said to be at around 50 %
SoC. This avoids the damaging effects of a high SoC on one hand and, on the other hand,
avoids running into very low SoC through self-discharge, where battery cells may be
damaged irreversibly via deep discharge (e.g. Apple, 2016).
Usually battery life is stated in charge/discharge cycles before the original capacity
degrades to 80 %: for consumer products being between 300 and 500 cycles (Battery
University, 2016a) and up to 1 000 cycles (Apple, 2016). For heavy users who charge their
notebooks or tablets every day, this would amount to a total lifetime of the battery to up
to 1.4 years (500 cycles, 1 cycle per day) or 2.8 years (1 000 cycles, 1 cycle per day),
respectively. Of course, batteries can continue to be used even below 80 % capacity,
although the runtime of the device will be decreased.
However, as discussed above, the number of charging cycles alone is not sufficient to
predict the lifetime of LIB. This is also indicated in a study examining the durability of
notebooks used for several years in office environments (administration) in Germany. It
was found that the cycle frequency was quite low, with around 50 % of the notebook
batteries only accumulating 30 cycles or less per year. Hence, it was assumed that the
notebooks had mostly been used stationary (possibly with docking stations). However,
despite the low cycle count, the capacity had decreased dramatically in many cases
(Clemm et al., 2016). This indicates how the cycle count alone is not a good indicator to
project battery durability and that factors such as the surrounding temperature and
average SoC, among others, need to be taken into account.
Data from industry show how the SoH (the ratio between a battery’s full-charge capacity
over the initial (design) capacity) is projected under varying use patterns (Table 4). It is
shown that the capacity is expected to fade quicker in a notebook used stationary in a
docking station and charged only once a week, compared to a notebook cycled daily. While
no difference is expected under low power loads (word processing, email), the effect is
pronounced under moderate and high power load. Hence, the factors increasing capacity
fade are high temperatures and high discharge rate, rather than the cycle count.

24
Figure 3 — Calendar ageing of nickel-manganese-cobalt-oxide (NMC) cells over time
depending on SoC at an elevated temperature (50 °C). Capacity fade (ratio between
current and initial capacity) under varying SoC over time (in days) is shown in diagram
(a) and the corresponding increase in internal resistance (ratio between current and initial
resistance) in the cells in (b) (Schmalstieg et al., 2014)
Table 4 — Full-charge capacity projections after 1 year of use (HP Inc., 2016)
Power load
(applications)
Mobile computer battery
cycled daily
(25 ºC (77 ºF))
Stationary computer
(with docking station)
Battery cycled weekly
(> 35ºC (95 ºF))
Low (word processing,
internet, email) >
80 %
80 %
Moderate (wireless,
spreadsheets, database
management)
80 %
70 %
High (computer-aided
design, 3D games, DVDs,
high LCD brightness)
60 %
50 %

25
2.3 Bill of materials
The present section illustrates a number of available studies investigating the composition
of computers and computer components. These references have been used to estimate
the average bills of materials (BoMs) for desktop computers, notebooks, tablets, EPS and
batteries. Reference values were also retrieved by using information directly collected by
the authors of the present report, or public declarations by manufacturers.
2.3.1 Desktop computers
Several BoMs are available for desktop computers, even if not always directly comparable.
A material flow analysis (MFA) at the level of specific materials was conducted by Van
Eygen et al. (2016), who provided the average materials composition of desktop
computers: ferrous metals (37 %), aluminium (5 %), copper (4 %), precious metals
(0.01 %), other non-ferrous metals (1 %), plastics (19 %), minerals and others (34 %).
Other studies provided more-specific BoMs. Among the most recent, the studies conducted
by Song et al. (2013) and Teehan and Kandlikar (2013) can be cited.
Song et al. (2013) analysed a Dell desktop-computer unit (Table 5), but did not disclose
which model. Teehan and Kandlikar (2013), on the other hand, worked on a specific Dell
Optiplex 780 Minitower desktop (Table 6). According to Dodd et al. (2016, 2015), within
the production phase of desktop computers, specific components can be identified as
environmental ‘hot spots’ such as the motherboard (often referred also as ‘mainboard’)
and other printed circuit boards (PCBs), the CD-ROM, the HDD and the power supply.
CRMs and precious metals, such as silver, gold and palladium, contained in the
motherboard and other PCBs, can be relevant for various environmental impact categories.
Table 5 — Desktop-computer bill of materials (BoM) according to Song et al. (2013).
Packaging included.
Categories
Weight (kg)
Percentage
Iron housing
4.95
47.28 %
Plastic housing
0.16
1.53 %
Printed circuit board
0.66
6.30 %
CD-ROM/DVD ROM
0.75
7.16 %
Power-supply unit
1.62
15.47 %
Hard disk
0.55
5.25 %
Cable
0.14
1.34 %
Radiator (Al)
0.57
5.44 %
Fan
0.07
0.67 %
Packaging
1.00
9.55 %
Total mass
10.47
100 %

26
Table 6 — Desktop-computer BoM according to Teehan and Kandlikar (2013). Packaging
excluded.
Categories
Unit
Value
Power supply (excluding integrated circuits
(ICs))
kg
1.46
Casing mass
kg
6.17
Circuit boards (excluding ICs)
kg
1.03
ICs (packages)
kg
0.04
Other Mass
kg
1.96
Total mass
kg
10.66
ICs (die area, mm
2
)
mm
2
500
2.3.2 Notebook computers
The BoMs of notebooks was derived from the available scientific literature, in particular
LCA studies or MFA focused on notebooks (Chancerel and Marwede, 2016; Kahhat et al.,
2011; Kasulaitis et al., 2015; Seagate, 2016; Talens Peiró et al., 2016; von Geibler et al.,
2003). The several sources of data converge on the assumption about the overall mass of
a notebook being in the range of 2-3 kg, with smaller weights identified in more-recent
references (Grzesik-Wojtysiak and Kukliński, 2013; Hischier and Wäger, 2015; Houlihan,
2013; Talens Peiró et al., 2016).
It is noticed that these references are characterised by different levels of detail (in some
cases at the level of components and in other cases at the level of materials), depending
on the scope of the study. Moreover, some of these studies are relatively old and refer to
computer models produced in the last decade.
A detailed breakdown of notebook composition was published in a recent JRC technical
report (Talens Peiró et al., 2016). Table 7 provides the reference BoM for the notebook
product group. Table 8 lists the BoMs of two computer components, storage system
(HDDs) and optical disk drives (ODD), by using information published in the JRC report
devoted to the analysis of material-efficiency requirements for enterprise servers (Talens
Peiró and Ardente, 2015). Table 9 illustrates the list of substances for SSDs (
13
), derived
from information published by a manufacturer (Seagate, 2016).
The average composition of PCBs in notebooks is detailed in Table 11 (Chancerel and
Marwede, 2016); the composition of cables was derived from the Standard IEC TR 62635
(2012), that specifies the material composition of cables: 76 % polymers; 24 % copper.
For composition of batteries, the work carried out by Clemm et al. (2016) was used (see
Section 2.3.5 for details).
Based on these references, Table 10 summarizes the reference BoM of an average
notebook computer. This BoM will be used in the following sections for the assessments of
potential requirements on material-efficiency aspects.
As computer technologies are evolving quickly, it is reasonable to think that certain
components will become less and less common in the future (e.g. ODD), or will be replaced
(
13
) Information on the composition of SSDs in the literature is still limited/partial, as well as the estimation on
how this technology will evolve in the future and how intensively it will be used in the computer product
group. The list of substances for SSDs have been here presented for the sake of completeness, while the
presence of SSD in computers was not considered in the assessments in the following sections.

27
by new technologies (e.g. HDDs replaced by SSDs). However, Kasulaitis et al. (2015)
analysed the case study of notebooks, in terms of bill of attributes (materials and
components) to be used for LCA or MFA studies, and stated that for the notebooks cohort
of their work, there was surprisingly little variation over time for the same product type
(i.e. 14.1-inch notebooks).
Table 7 — BoM for notebooks, modified from Talens Peiró et al. (2016b) with mass of
battery as in Clemm et al. (2016)
Components
Materials
[g]
Plastic polymers
Plastic blend with flame ret. (PC+GF20 FR40)
109
Plastic blend with flame ret. (PC ASA CF10 — FR40)
129
Poly-methyl methacrylate (PMMA)
105
Unspecified plastics
103
Metals
Aluminium
189
Magnesium alloy
177
Steel (including screws)
77
Display panel
Glass + other (unspecified)
160
Batteries
Prismatic battery: Li-ion
260
Button battery: lithium manganese dioxide
3
PCBs
Motherboard
167
RAM cards
17
CPU
4
Other PCBs
77
Other components
ODD
212
Storage system
96
Fan
10
Small LCD
5
Speakers
5
Lamps
8
Cables
17
Total
1 930

28
Table 8 — BoM of HDDs and ODDs (Talens Peiró and Ardente, 2015)
HDD
[ %]
ODD
[ %]
Aluminium
45.0 %
Low alloyed steel
60.8 %
Steel
31.2 %
Copper
3.7 %
Ferrous based
8.7 %
Aluminium
0.5 %
Copper
0.4 %
Plastics (HDPE)
14.8 %
Magnet
3.9 %
Plastics (ABS)
6.3 %
PCB
3.9 %
Plastics (PC)
3.7 %
Plastic (PCABS)
3.9 %
PCB
10.1 %
Plastic (PCGF)
3.0 %
Table 9 — Composition of SSDs (Seagate, 2016)
Substance
[ %]
Substance
[ %]
Al
30.27 %
Ag
0.91 %
Fe
15.01 %
Hva-2 (PDM)
0.86 %
Fused silica
9.00 %
Calcium monoxide
0.83 %
Epoxy resin
6.11 %
Nickel
0.80 %
Al
2
O
3
4.79 %
Benzenedicarboxylic acid
polymer
0.69 %
Copper (metallic)
4.77 %
Disodium-oxide
0.60 %
Magnesium silicate talc
3.25 %
Epoxy resin
0.47 %
Si
3.15 %
Pegoterate- (inn)
0.37 %
Tantalum
2.68 %
Phenol polymer
0.36 %
LCP polymer
1.89 %
Zinc
0.33 %
Dioxygen
1.81 %
Magnesium (metal)
0.33 %
Sn
1.77 %
Aromatic polyimide polymer
0.31 %
Vinyl silicone oil
1.69 %
Chromium
0.29 %
Fibrous-glass-wool
1.44 %
Barium titanate(IV)
0.25 %
Pigment black 28
1.35 %
Diiron-trioxide
0.18 %
C
1.22 %
Flowers of zinc
0.16 %
Proprietary
0.92 %
Other materials
1.14 %

29
Table 10 — Summary BoMs considering Table 7 and Table 8
Components
Materials
[g]
[ %]
Plastic polymers
Plastics (including those from
storage systems, ODD and cables)
515.0
26.7 %
PCBs (motherboard, RAM,
CPU, others)
Various (*)
265.0
13.7 %
PCBs (storage systems
and ODD)
Various (*)
71.2
3.7 %
Batteries
Various
262.6
13.6 %
Metals components
Steel and ferrous
225.1
11.7 %
Aluminium
211.7
11.0 %
Magnesium alloy
177.0
9.2 %
Copper
12.1
0.6 %
Rare earth element (in magnets)
1.9
0.1 %
Display panel
Glass + various (**)
160.0
8.3 %
Others
Various (**) (in fan, small LCD,
speakers and lamps)
28.0
1.5 %
Total (rounded up)
1 930
100 %
(
*
) detail provided in separate tables; (
**
)
unspecified
Table 11 — Average composition of PCBs in notebooks (Chancerel and Marwede, 2016)
Material in PCB
Average
composition
Material in PCB
Average
composition
Ag
0.11 %
Pd
0.02 %
Al
5.00 %
Sn
1.60 %
As
> 0.01 %
Sr
0.04 %
Au
0.02 %
Ta
0.58 %
Ba
0.56 %
Zn
1.60 %
Be
0.01 %
Glass:
Bi
0.01 %
SiO
2
18.00 %
Cd
> 0.01 %
B
2
O
3
3.00 %
Cl
0.10 %
K
2
O
0.20 %
Co
0.01 %
CaO
6.00 %
Cr
0.35 %
MgO
0.35 %
Cu
19.00 %
NaO
0.20 %
Fe
4.00 %
Plastics:
Ga
> 0.01 %
C
30.00 %
Mn
0.75 %
Br
3.50 %
Ni
0.60 %
Sb
0.30 %
Pb
0.98 %

30
2.3.3 Tablets
A tablet can be defined as a ‘type of computer lacking a physical keyboard, relying solely
on touchscreen input, having solely a wireless network connection (e.g. Wi-Fi, 3G), and
primarily powered from an internal battery (with connection to the mains for charging, not
primary powering of the device)’ (Schischke et al., 2014, 2013). In their analysis,
Schischke et al. (2014) purchased and disassembled a total of 21 different tablet
computers. The selection of the 21 included several criteria, such as the market relevance
(sales rankings, reviews, novelty), the price category (EUR 120-600), the display size
(diagonal 7-10 inches), and performance (CPU, RAM, storage, battery, operation system).
The BoMs of the different tablets were retrieved by the authors of the mentioned work
during disassembly tests. Table 12 shows the average BoM derived from the disassembly
of 21 tablets, as well as the average BoMs of tablets with Al-housing and of tablets with
plastic housing.
Table 12 — BoMs of 20 tablets, tablets with aluminium housing, and tablets with plastic
housing (all averages) (Schischke et al., 2014)
Tablets all 20
(average)
Al-housing
(average)
Plastic
housing
(average)
[g]
[g]
[g]
Aluminium
41.5
103.7
0.0
Steel sheet
3.9
0.0
6.6
Magnesium
14.8
4.2
21.8
Plastics (unmarked)
4.0
0.0
6.7
ABS
1.0
2.5
0.0
Polycarbonate
13.1
0.0
21.8
Polycarbonate + GF
9.0
0.0
15.0
ABS+PC
24.6
21.9
26.4
Display panel
226.8
226.8
226.7
Printed circuit board/auxiliary
boards (with electromagnetic
interference (EMI) shielding)
44.0
52.0
38.6
Speaker
3.3
3.4
3.2
Battery
124.6
150.1
107.6
Components: average weight
510.5
564.6
474.5
Tablet: average weight
528.7
583.1
492.3
Other components (
14
)
18.1
18.5
17.9
(
14
) Components whose weight is less than 10 g, such as screws or small cables.

31
2.3.4 External power supplies
EPS (
15
) are used with electronic devices (such as notebooks and tablets) that require
power, but do not contain internal components to derive the required voltage and power
from the grid power (source). The EPS transfers power to the device by converting voltage
and current characteristics from the source to the desired load levels. Most EPS nowadays
are based on the switching-mode technology. A switching-mode power supply aims to
minimise the amount of energy wastage occurring in the conversion thanks to continuous
switches between low-dissipation, full-on/full-off states and thanks to negligible
dissipation transitions.
Table 13 provides the best-available data on BoMs of EPS (compositions consider both
materials and components). Values reported by the Bio Intelligence Service (2007) and
prepared by Dimitrova (2012) were used to set out the reference compositions,
considering the 60 W EPS relevant for the tablet case study and the 90 W EPS for the
notebook one.
EPS manufacturers, however, are now able to reduce the mass of EPS for notebooks to
less than 100 g, for an output power of 65 W (FINsix®, 2016). The most recent data about
the average total mass of EPS for tablets and notebooks is reported by Risk & Policy
Analysts Limited (2014). In this recent study, values of 114 g (mass of EPS used by
tablets) and 440 g (mass of EPS used by notebooks) were indicated as reference values.
Table 13 — BoMs for EPS. Different sources.
Source:
(Bio Intelligence Service,
2007; Dimitrova, 2012)
(von Geibler
et al., 2003)
(ecoinvent)*
EPS type/function:
60 W
notebook
90 W
notebook
Power
adapter
power
adapter, for
notebook
Components and
materials — [g] and
(%)
Plastics
Bulk plastics
37 (14.1 %)
51 (12.9 %)
-
-
Tec Plastics
48 (18.3 %)
73 (18.4 %)
-
-
Polyvinyl chloride (PVC)
-
-
35.7
35.6
High-impact polystyrene
(HIPS)
-
-
89.3
88.9
Ferrous metals
Ferro
2 (0.8 %)
3 (0.8 %)
-
-
Steel
-
-
178.5
178.5
Non-ferrous metals
Non-ferro
80 (30.4 %)
93 (18.5 %)
-
-
Copper
-
-
53.6
53.6
Electronics
96 (36.5 %)
176
(44.4 %)
-
-
Cables and plugs
Cables
-
-
-
117.0
Plugs
-
-
-
58.5
Total weight (g)
263
396
357
532
(*) Based on von Geibler et al., 2003.
(
15
) The device is also known as an AC adapter, AC/DC adapter, power adapter, DC power supply or battery
charger. The IEC/TS 62700 (2014) defines it as the component that provides DC current to the device (a
notebook computer, in the context of the standard).

32
2.3.5 Batteries
Data from Berger (2012) indicated the market share of the different LIB subchemistries in
tablets and notebooks in 2011, together with projections until 2020. Figure 4 shows that
lithium-NMC cathodes are expected to increase in market share in notebooks as well as in
tablets, while the share of lithium-cobalt-oxide (LCO) cathodes is expected to decrease
(partly due to cost), as well as lithium-nickel-cobalt-aluminium (NCA) cathodes. According
to Berger (2012), NCA is used in top-of-the line products only, which require the longest
operational time, while LCO (lower energy than NMC) is used for lower priced products.
Figure 4 — Types of batteries used and expected to be used by notebooks and tablets
(Berger, 2012)
It should be noticed that lithium-ion batteries are currently the only relevant battery type
used in the product groups in the scope of this report. Other types, such as nickel-metal-
hydride (NiMH), nickel cadmium (NiCd), or lead-acid (Pb) batteries are not relevant, and
neither are other lithium-ion subchemistries, such as lithium-iron-phosphate (LFP) and
lithium-manganese-oxide (LMO), which are used in industrial and automotive applications
due to their specifications.
Data from Berger (2012) were confirmed by Chancerel et al. (2016), who indicate the
volumes of the different LIB subchemistries in notebooks and tablets which are put on the
market and the estimated volumes of such waste batteries in the EU. Figure 5 shows that
NMC cathodes are expected to increase in market share in both notebooks and tablets,
while the share of LCO and NiMH cathodes is expected to decrease. No distinction has
been made between NMC and NCA cathodes. The overall volume of batteries put on the
market for notebooks and tablets combined increased to around 100 million units in 2014.
Figure 5 further shows the expected volumes of waste batteries generated in the EU with
projections until the year 2020.
No further evidence on the extent to which NCA is used for notebook or tablet batteries
could be produced. Various sources point out that NCA does not play a role in mobile
consumer devices due to cost and safety concerns (Battery University, 2016b; Investing
News, 2016), however, available data are inconclusive.
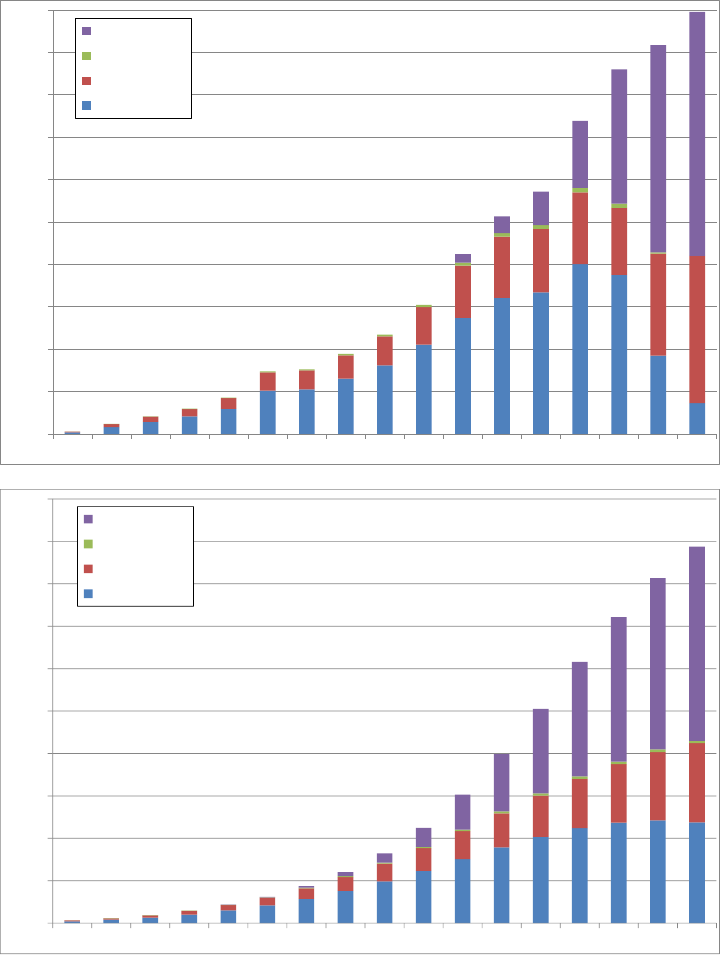
33
Figure 5 — Volumes of the different lithium-ion battery subchemistries in notebooks
(Laptop NiMH, Laptop LiNMC and Laptop LiCoO2) and tablets (Tablet LiNMC) put on market
(top) and the estimated volumes of such waste batteries generated (bottom) in the EU
(Chancerel et al., 2016).
A study on the lifetime and environmental impacts of notebook batteries (Clemm et al.,
2016) includes a BoM for a notebook-battery pack manufactured in 2013, based on LCO.
Material and environmental data on the battery cell were surveyed directly from one of
the largest battery-cell manufacturers worldwide. The notebook-battery pack consisted of
four cells, a battery-management system, housing and cables. While data on the battery
cell were surveyed directly from the manufacturer, the mass and composition of the
housing, cables were approximated from a comparable tablet battery pack and scaled by
weight. The composition of the battery-management system (PCB assembly) was
approximated via a battery-management system from another notebook-battery pack.
Table 14 lists the mass of each of the components of the notebook battery.
0
10
20
30
40
50
60
70
80
90
100
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
Million units
Tablet LiNMC
Laptop NiMH
Laptop LiNMC
Laptop LiCoO2
0
10
20
30
40
50
60
70
80
90
100
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
Million units
Tablet LiNMC
Laptop NiMH
Laptop LiNMC
Laptop LiCoO2

34
Table 14 — Mass of components of the notebook battery (Clemm et al., 2016).
Battery component
Mass [g]
Cells (4 pcs) (detailed in Table 15)
238.0
Housing
12.3
PCB
3.3
Cables
6.4
Total battery mass
259.6
Table 15 lists the main cell components, subcomponents, materials and weights for a
representative LCO prismatic notebook battery cell from primary industry data (Clemm et
al., 2016).
Table 15 — BoM of an LCO notebook-battery cell from one of the largest cell manufacturers
worldwide (Clemm et al., 2016).
Cell
component
Subcomponent
Material
Mass per
cell [g]
Cathode
Active mass
Lithium-cobalt-oxide (LiCoO2,
LCO)
24.62
Additive
Soot
0.51
Polyvinylidene fluoride (PVDF)
0.51
Conductor
Aluminium
3.40
Component mass
29.04
Anode
Active mass
Graphite
12.18
Additive
Soot
0.13
Styrene-butadiene rubber
(SBR)
0.19
Conductor
Copper
4.82
Component mass
17.32
Electrolyte
Solvent
Carbonate (ethylene
carbonate and propylene
carbonate)
7.5
Salt
Lithium hexafluorophosphate
(LiPF6)
0.8
Component mass
8.3
Separator
Polyolefin
Polyolefin
2.27
Component mass
2.27
Passive
components
Housing
Aluminium
2.36
Positive pole
Aluminium
0.1
Negative pole
Nickel
0.1
Positive internal pole
Aluminium
0.01
Negative internal pole
Copper
0.01
Isolation material
Polypropylene
0.001
Component mass
2.581
Total mass per cell
59.51

35
The consumption of energy and auxiliaries during the production of one such cell is listed
in Table 16.
Table 16 — Consumption of energy and auxiliaries during the production of one cell as
detailed in Table 15 (Clemm et al., 2016).
Inputs
Amount
Electricity
0.2346 kWh
Steam
0.0975 kg
Water
0.6425 kg
Nitrogen
0.00795 Nm
3
Table 17 presents a detail of the composition of an average battery for notebooks, based
on the expected trend of different battery types in computers (Figure 5), recent data
provided by Chancerel et al. (2016) and composition of exemplary batteries from literature
(Clemm et al., 2016; Kushnir, 2015).
Table 17 — Average composition of LCO, NMC and NCA batteries for notebooks
Type
LCO
NMC
NCA
Market shares
(2020)
26.00 %
60.00 %
14.00 %
Elemental composition
Average
Co
22.80 %
3.60 %
2.30 %
8.4 %
Li
2.70 %
1.30 %
1.90 %
1.7 %
Ni
0.20 %
3.60 %
12.10 %
3.9 %
Cu
8.00 %
15.90 %
13.30 %
13.5 %
References
(Clemm et al.,
2016)
(Kushnir,
2015)
(Sommer et
al., 2015)
-
2.4 Content of precious and critical raw materials
Raw materials are crucial to Europe’s economy, and securing reliable and unhindered
access to certain raw materials is a growing concern within the EU (Directorate-General
for Internal Market, Industry, Entrepreneurship and SMEs, 2016). To address this
challenge, the European Commission has created a list of CRMs. CRMs combine a high
economic importance to the EU with a high risk associated with their supply.
Chancerel et al. (2015) estimated the quantities of several relevant metals (cobalt, gallium
indium, rare earth elements (REE), tantalum, tin, gold, palladium, and silver) embedded
in information and communications Technology (ICT) devices put on the market in
Germany 2007 and 2012. Among all devices in scope, notebooks are important in terms
of metals embedded in notebooks put on the market. Some of the findings by Chancerel
et al. (2015) are illustrated in Figure 6, showing the content and distribution of cobalt over
the ICT products sold in Germany in 2007 and 2012. In the single device, mass-wise
cobalt, light rare earth elements and tin are of interest, whereas light and heavy REE,
tantalum, cobalt and gold have the main value (Figure 7).

36
Figure 6 — Cobalt potential in kg and distribution over the products sold in Germany in
2007 (blue line) and 2012 (red line) (Chancerel et al., 2015)
Figure 7 — CRMs and other relevant materials in notebooks (Chancerel et al., 2015)
0
1
2
3
4
5
6
0
10
20
30
40
50
60
70
Economic value in Euros
Mass in grams
Mass
Economic value
Laptop

37
2.4.1 Content of cobalt in batteries
Batteries have been identified as a fundamental source of cobalt in WEEE (Chancerel et
al., 2013; European Commission, 2014a). LIB based on LCO which contain approximately
14 % cobalt (Sommer et al., 2015), account for the majority of cobalt consumption. Minor
amounts of cobalt are contained in NiCd and NiMH batteries as well as in LIB based on
NMC and NCA (Sommer et al., 2015).
Details of the cobalt content in batteries is provided in Figure 8. The data on cobalt content
in LCO batteries in Figure 8 is markedly lower (14 %) compared to the data reported by
Clemm et al. (2016) (22.8 %). The reason for this is assumed to be related to the battery
type: the data by Clemm et al. (2016) refers to an integrated notebook pouch-type battery
without heavy-duty casing (housing makes up less than 8 % of the battery pack by
weight), while the data reported by Sommer et al. (2015) is based on literature on
prismatic LCO batteries, published in the years between 2002 and 2012, where the
reported housing mass percentage is between 24.5 % and up to 33.4 % of the total
battery pack by weight.
Figure 8 — Detail of the content of cobalt for different batteries (Sommer et al., 2015)
2.4.2 Content of rare earths in HDDs
Even though the use of HDDs will decline in the future (see Figure 1, projections for 2018-
2020), HDDs will keep playing a key role in computers thanks to their lower price and
higher storage capacity than SSDs.
HDD magnets are the single largest application of rare earths, taking up 21 % of the total
rare earth production by volume and generating 37 % of the total value of the rare earth
market (Sprecher et al., 2014a). Although there are two types of rare earth permanent
magnets (neodymium-iron-boron (NdFeB) and samarium-cobalt), neodymium-based
magnets are more powerful (Sprecher et al., 2014a), and represent by far the most
dominant of all current neodymium applications (Sprecher et al., 2014b). Typical
elemental composition of NdFeB magnets includes (Prakash et al., 2014): neodymium
(Nd) (23-25 %); dysprosium (Dy) (3.5-5 %); praseodymium (Pr) (0.05-5 %); Fe (62-
69 %); B (1 %); Co (0-10 %); C (0-0.14 %); N (0-0.1 %); others (1-2 %). München and
Veit (2017) reported a similar Nd content in NdFeB magnets (25.3 % by weight, adapted
from Stuhlpfarrer et al. (2015), and 21.5 % by weight, directly measured on sintered
magnets). HDDs will remain as the largest source of recycled neodymium until 2025, while
magnets from wind turbines will become available for recycling mainly starting from 2030
(München and Veit, 2017). Recycling of rare earths from HDDs is technically feasible, once
HDDs are extracted and separately sorted from other waste streams.

38
2.5 Interoperable external power supplies
EPS are frequently sold together with end-use appliances, such as notebooks, tablets and
mobile phones. Especially for notebooks and tablets, they are usually personalised so as
to be used only with the end-appliance with which they are sold (Dimitrova, 2012). This
means that the EPS design is optimised for the device it is designed to power but is not
generally usable with other devices (IEEE Std 1823, 2015). In that case, the ‘active
lifetime’ of most of EPS is limited by the lifetime of the end-product that it serves (Bio
Intelligence Service, 2007).
The concept of a common EPS aims to overcome this limitation, allowing the potential
reuse of an EPS with other devices, thanks to interoperability, thus extending its useful
service life.
A common EPS also plays a key role in terms of reduction of WEEE and residual waste.
Because of their small size, the likelihood of EPS being discarded in the solid municipal
waste fraction is high, while the correct practice would require them being orientated to a
WEEE collection point for recycling (Bio Intelligence Service, 2007). Once an EPS enters
the recycling plant the recycling process consists of mechanical shredding and material
recovery (in particular ferrous metals and copper) with a similar efficiency to that of
processing small household appliances (
16
).
This section provides an overview of the technical background and the existing
specifications for common EPS in the ICT sector, as well as practical examples.
2.5.1 Common external power supplies for mobile phones
The European Commission has already addressed the problem of incompatibility of
chargers for the mobile-phone product group, recognised to be a major inconvenience for
users and also a cause of excessive material consumption and unnecessary waste.
Cucchietti et al. (2011) observed that more than a billion new devices are sold in the
worldwide market every year and most of them represent a replacement of an older model.
About 20 % of the volume of devices sold is represented by the EU market (Risk & Policy
Analysts Limited, 2014). This implies that most of the associated old EPS are discarded
even if still operational, as they are not compatible with the new devices. The GSM
Association (GSMA) quantified this waste as about 51 000 t (the amount of redundant
chargers manufactured and sold worldwide with mobile phones every year), which can
potentially be eliminated (GSMA, 2009). However, potential savings in raw-material
consumption related to common EPS do not appear to have materialised due to the very
limited decoupling of mobile phones from their chargers, with only 0.02 % of EU handset
shipments from 2011 to 2013 being supplied without an EPS. The associated reduction in
the consumption of raw materials was estimated to be in the range 400-1 300 t (Risk &
Policy Analysts Limited, 2014).
Therefore manufacturers agreed to harmonise chargers in the EU, with a voluntary
commitment, and to provide charger compatibility on the basis of the micro-USB connector
(European Commission, 2009). The European Committee for Electrotechnical
Standardisation (FR: Comité européen de normalisation électrotechnique (Cenelec))
created a task force to develop the interoperability specifications of a common (universal)
EPS, published as EN 62684:2010, and the IEC released its version of the common EPS
Standard as IEC 62684:2011. Common EPS connect to the load with a micro-B USB
connector and a cable, which may be detachable from the EPS thanks to a USB type-A
connector (Figure 9).
(
16
) Information based on interviews with WEEE recyclers.
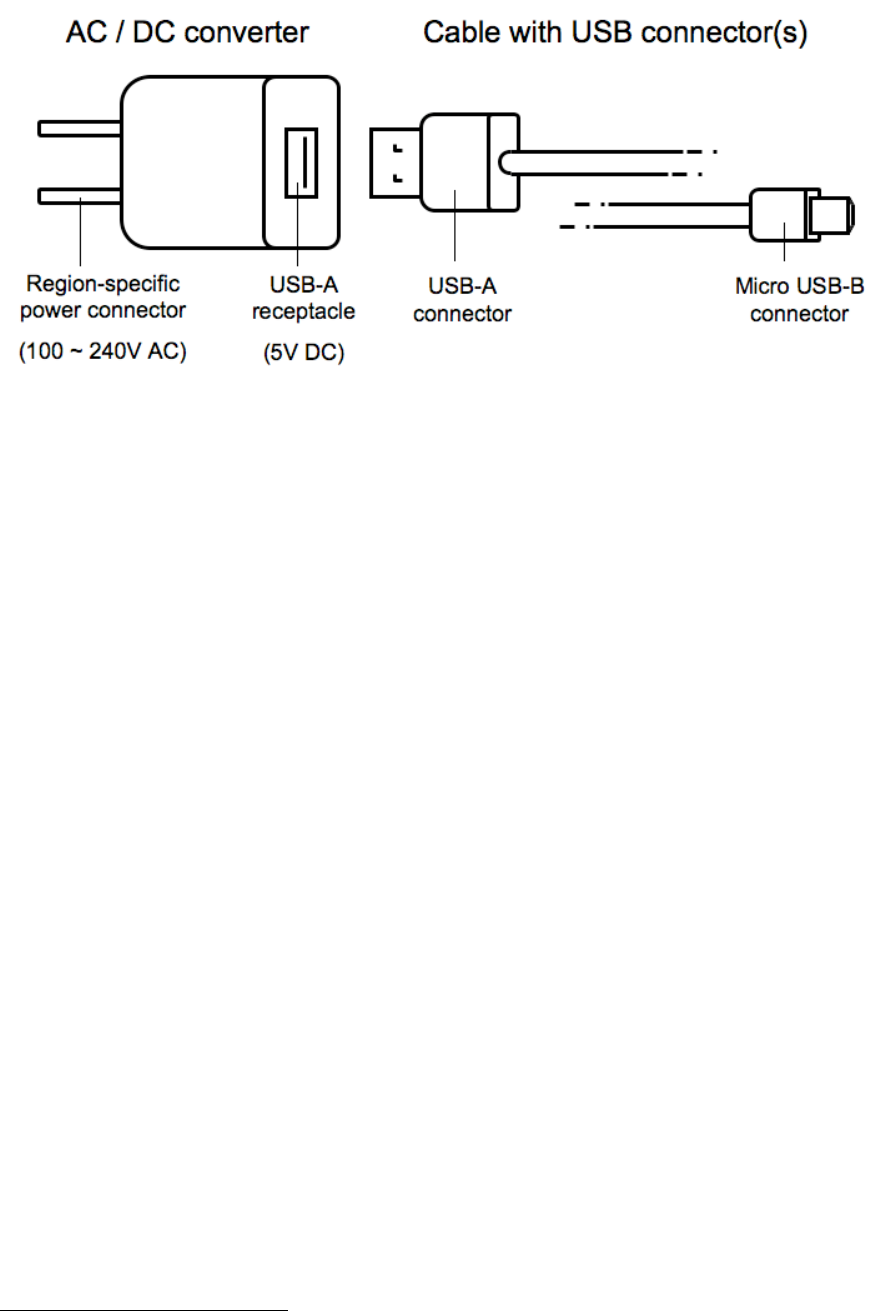
39
Figure 9 — Graphical representation of an EPS with micro-B connector, detachable cable
with USB type-A connector and USB type-A receiver (image credits: ©Pugetbill 2011)
2.5.2 Common EPS for personal computers
As seen in Table 1, millions of mobile computers are shipped every year to Europe, with
EPS that have the potential to be reused with other computers. Typically, each EPS is
designed to optimally satisfy the requirements and specifications of the target notebook
computer. The development of specifications for common EPS, however, can be based on
the following three documents.
— IEC TS 62700:2014 (DC power supply for notebook computers).
— Standard IEEE Std 1823™-2015 (IEEE standard for universal power adapter for
mobile devices).
— Recommendation ITU-T L.1002 (2016) (External universal power adapter
solutions for portable ICT devices).
IEC TS 62700
This technical specification (TS) was issued by the IEC with the objective of supporting
global interoperability of EPS for a specific range of products, so improving reusability and
preventing waste generation (IEC/TS 62700, 2014).
IEC/TS 62700 (2014) states the minimum requirements for EPS for notebook computers.
Specifically, it provides information about electrical specifications, such as DC output load
conditions and voltage regulation, influences in the notebook computer market and
suggestions on how to divide classes of devices according to power range (e.g. 65 W,
90 W, 120 W, but also other relevant classes depending on the expected power trends).
IEC/TS 62700 also provides specifications for connectors and plugs. According to the TS,
the EPS may be provided with either a captive DC cable or with a detachable DC cable. As
notebook computers have become slimmer and thinner, a 4.5 mm DC connector (
17
) would
be appropriate for many slim computers, but may not have the current carrying capability
for a 120 W EPS.
(
17
) A connecting body used to connect and disconnect the electrical interface between an EPS and a device
(IEC/TS 62700, 2014).

40
IEEE Std 1823-2015
The standard for common power supplies (or universal power supplies) (
18
) for mobile
devices intended for portable computing and entertainment devices (notebooks and
tablets) was issued by the IEEE in 2015 (IEEE Std 1823, 2015). The objective was to set
out the features of a generic power-supply designed for reuse across brands, models and
years. A compliant EPS will supply a nominal 21 V at up to 130 W and may negotiate
voltages up to 60 V at power levels up to, but less than, 240 W. Each EPS will have one
or more power ports to service load devices with control of each port via a serial
communications link, an electrical variant of the CAN (
19
) bus standard. The power range
delivered to the device by a compliant EPS should range from 10 to 240 W (IEEE Std 1823,
2015).
ITU-T L.1002
Recommendation ITU-T L.1002 (2016) sets out the TSs of common EPS (
20
), designed for
use with portable ICT devices. The recommendation was issued by the Telecommunication
Standardisation Sector of the International Telecommunication Union (ITU) (
21
). The goal
of ITU-T L.1002 is to provide guidelines for energy efficiency and no-load power, but also
to reduce greenhouse gas emissions, to optimise the use of scarce and raw materials and
to enable a long product lifetime to reduce e-waste generation.
ITU-T L.1002 firstly describes basic configurations of EPS, consisting of a power adapter
block with a detachable input cable and a detachable output cable to the ICT device. Then,
it sets out different general recommendations for EPS and their interfaces, including
cables, connectors, voltage, current, ripple noise, energy efficiency, no-load power, safety,
electromagnetic compatibility, resistibility and eco-environmental specifications. All the
recommendations have been set with the aim to increase interoperability of EPS and to
reduce the number of duplicate portable power adapters.
The basic EPS configuration suggested by ITU-T L.1002 consists of an EPS with a
detachable input cable (
22
) and a detachable output cable (
23
) to the ICT device.
Nonetheless, adapters designed and tested with end-products may optionally use captive
cables (if needed) to support system-level robustness and technical-performance
requirements.
As improper combinations of EPS with ICT devices can result in incompatibility or reduced
performance, ITU-T L.1002 also recommends EPS categories based on the output power
interface (voltage, current and power) for different types of ICT products designed for
portable use. Each category is defined with examples of the ICT-device types. Table 18
reflects the most common categories available on the market (
24
).
(
18
) The product group is called Universal Power Adapter by the IEEE Computer Society.
(
19
) Controller area network.
(
20
) Recommendation ITU-T L.1002 uses a different terminology and refers to universal power adapter solutions
(UPA).
(
21
) ITU is the United Nations agency specialised in the field of telecommunications, information and
communication technologies.
(
22
) detachable alternating current (AC) cable: A detachable cable used to connect the power adapter to the AC
mains for powering through two connectors, one on the universal power adapter side and the other on the
AC mains side.
(
23
) Detachable direct current (DC) cable: A detachable DC cable connects the power adapter to the ICT device
for powering through two connectors, one on the universal power adapter side and the other on the ICT
device side.
(
24
) The trend of lower energy consumption in ICT devices is leading to lower EPS power requirements and, in
view of this, a possible reduction of categories.

41
Table 18 — Recommended categories of EPS (ITU-T L.1002, 2016)
Category
Voltage [V]
Current [A]
Power [W]
Small 1
5
1.5 to 3
7.5 to 15
Small 2
12
2.5
30
Small 3
20
2.25
45
Medium
20
3
60
Big
20
4.25
85
2.5.3 USB cables and connectors
Micro-USB (
25
) connectors may represent a way to grant compatibility and interoperability
of common EPS.
As mentioned in Section 2.5.1, a voluntary commitment to harmonise EPS in the EU was
set among mobile-phone manufacturers and, as a result, it is now requiring EPS
compatibility through micro-USB connectors. According to Risk & Policy Analysts Limited
(2014), the market share of tablets with micro-USB charging solutions has increased over
the period 2009-2013. For notebooks, however, very few micro-USB charging solutions
are adopted and proprietary charging solutions are dominant.
— A model of the tablet market suggests that between 2008 and 2013, 69 % of
models were supplied with a proprietary EPS but the micro-USB charger has
become more commonplace, rising from 17 % of sales in 2011 to 47 % in 2013.
— The power requirements of notebooks can vary greatly depending on the size and
internal components, with most charging in the range 40 W to 90 W, although this
can be as low as 15 W and as high as 240 W. Therefore, micro-USB connectors are
not suitable yet for charging many notebooks, having a limit at 60 W (3 A of current
and 20 V of voltage) (USB Implementers Forum, 2016).
As found by Risk & Policy Analysts Limited (2014), 2013 was a turning point in terms of
EPS, as the use of micro-USB EPS noticeably increased while proprietary EPS decreased.
By looking at the tablets sampled by the authors (top 20 Amazon best sellers (
26
), sampled
in September 2016), the use of micro-USB charging resulted the most common technology
adopted.
Power delivery for portable information devices is continuously evolving and new USB
technologies tend to combine data transport with high power delivery (IEC/TS 62700,
2014). Indeed, new USB technologies seem to target a higher range of power delivered
to the device. However, this may not be sufficient to cover the specification of the Standard
IEEE 1823 (2015), which specifies a power range of 10-240 W delivered to the device.
One opportunity may be represented by the technology USB power delivery (USB PD),
which supports up to 100 W of bidirectional power (sink/source) and up to 5 Gbit/s of data
transport over USB (IEC/TS 62700, 2014), which became 10 Gbit/s with the release of the
USB 3.1 Gen 2 specification (USB Implementers Forum, 2016). This technology is not
covering the entire range proposed by the Standard IEEE 1823, but is a suitable solution
for devices requiring 60-100 W (notebooks included).
While the common EPS described in the Standard IEC 62684:2011 (for mobile phones)
adopted a micro-USB connector (as in Figure 9), another new USB specification for a small
24-pin reversible-plug connector was developed and named USB type C (Figure 10). USB
type-C cables and connectors were developed to supply mobile devices, including
notebooks and tablets, building on the new USB 3.1 Gen 2 standard for power and speed
(
25
) Universal serial bus.
(
26
) Nine different manufacturers were present in the tablet sample.

42
performance, which supports up to 100 W of bidirectional power (USB Implementers
Forum, 2016). Among the main features it is possible to identify the reversible-plug
orientation, the reversible cable direction and the scalable power. The Recommendation
ITU-T L.1002 suggests implementing the USB type-C connector for the interface of EPS,
in order to support broad reusability and interoperability (USB type-C receptacles as
specified in IEC 63002, IEC 62680-1-2 and IEC 62680-1-3).
Figure 10 — USB type-C cable and connectors (image credits: ©USB Implementers Forum
2014)
2.6 Environmental impacts
Several studies focused on the environmental assessment of ICT devices are available in
the literature. Several LCA studies have shown that the manufacturing phase of ICT
products has a proportionally increasing environmental impacts as compared to the use
phase (Prakash et al., 2016c). However, a main issue is represented by the
representativeness of the product or system under analysis: as the technological progress
in this sector is very fast, environmental results can be considered outdated after few
years. Therefore, relying on dated studies might divert from the current state of play, and
deep knowledge on the system under analysis is needed.
In this regard, Deng and Williams (2011) studied the question of how to measure
technological progress at the product level, by using a 1997 desktop computer as a base
case and a 2007 desktop computer as a replacing product. Generally, the production phase
(which involves material extraction/processing and the manufacturing phase) and use
phase have the highest impact in the life cycle of ICT products. The use phase seems to
be predominant in energy consumption and global warming for some ICT products but for
others, especially energy-efficient and low-weight products, manufacturing may dominate
(Arushanyan et al., 2014). In the desktop-computer case study, on one hand the
technological progress reduces the energy consumption of electronic devices (which was
measured by the authors as the energy required by the transistors), on the other hand it
might induce demand for more sophisticated components and for more powerful chips
(which contain many more transistors), and therefore shift the highest impact to the other
life-cycle phases (Deng and Williams, 2011).

43
Many studies focused on the initial stage of the ICT-device life cycle, using a ‘cradle-to-
gate’
27
approach, focusing mainly on the production phase. Teehan and Kandlikar (2013)
estimated and compared the embodied CO
2
emissions of 11 ICT products, including
desktop computers, notebook computers, a thin client device, an LCD monitor, small
mobile devices (e.g. tablets and e-readers), a rack server and a network switch. The
authors deviated from the conclusions drawn by Deng and Williams (2011), as they
claimed that embodied CO
2
emissions for newer products are 50-60 % lower than
corresponding older products with similar functionality, largely due to decreased material
usage, especially reductions in integrated circuit content. Furthermore, the embodied CO
2
impact identified in the study was found to be linear with respect to mass, with a range of
27-39 kg CO
2
equivalent (eq) per kg of ICT product. This range, however, was judged to
be very general and not totally appropriate for comparisons (Andrae, 2016). Also
Malmodin et al. (2014) estimated the embodied impact of desktop computers (200-800 kg
CO
2
eq/device) and notebook computers (100-400 kg CO
2
eq/device), with very wide
ranges.
For the EoL phase, treatments have to be properly managed, as electronic waste may
contain hazardous constituents that may negatively impact the environment and affect
human health if not properly managed (Nnorom and Osibanjo, 2008). Also in this case it
is possible to obtain data from the literature, but impacts of EoL processing deeply depends
on the approach used to model impacts. Andrae (2016) recently published a review of
methodological approaches used to conduct LCAs of consumer electronics. The author
stated that LCA is the primary tool to study reuse, recycling and remanufacturing for an
electronic product. However, external comparisons among LCAs are only meaningful if
models from different companies (including functional unit and system boundaries) are
technically comparable (Andrae and Vaija, 2014). Van Eygen et al. (2016) conducted an
MFA devoted to the natural-material consumption of the recycling-chain system. Desktop
and notebooks were the product groups analysed by the authors: collection, primary
treatment and end-processing were the three phases of the EoL. The biggest impact for
the primary-treatment step is caused by the use of chemicals, while the production of
secondary metals represented the first cause of impacts for the end-processes. The
treatment of the notebook batteries was found to be responsible for around 16 % of the
impact.
Many studies have assessed the environmental impacts of LIB of electric vehicles in recent
years, however, data on batteries powering mobile devices such as notebooks, tablets and
smartphones is scarce. Clemm et al. (2016) calculated the environmental impact of the
manufacturing phase (based on primary industry data), distribution and EoL phase of a
notebook LIB. The consumption of energy during the use phase is not assessed, as it
serves the purpose of powering the notebook and thus must be allocated to the notebook
itself. It was found that the production phase dominates the life cycle in all impact
categories (e.g. 95 % in terms of global warming potential (GWP)), while the recovery of
cobalt and nickel lowers the overall impact by a few percentage points (e.g. 4.3 % GWP).
A contribution analysis found that the cells have the largest impact (87 % GWP), followed
by the battery-management system (12 % GWP) and finally the housing. As a
subcomponent of the cells, the cathode material (LCO) has the highest impact, followed
by the anode (graphite) and the electrolyte (LiPF
6
). The consumption of auxiliaries also
contributes up to 24 % of the impacts (acidification potential) to cell production.
The material composition of the notebook battery is comparable to batteries powering
tablets and smartphones and thus can be used for those devices as well.
Finally, focusing on the external power supply, Cucchietti et al. (2011) calculated the
environmental impact of the production phase of chargers for mobile phones, by using a
‘cradle-to-gate approach. The considered impact categories were climate change
(measured by means of the GWP indicator) and energy demand (measured by means of
27

44
the gross energy requirement indicator) and for both of them the main contributor to
results was represented by electronic components (75-80 % of the embodied impacts).
The authors concluded that also in the case of the other impact categories, the contribution
to the results of electronics remains higher than 70 %.
Table 19 — Relevant sources in the scientific literature
Authors and year
Type of product
Scope — impacts
Andrae & Andersen, 2010
LCA of desktop computers
and notebook computers
Literature review — GWP,
Energy demand
Benoit et al., 2012
Generic notebook
computer
Cradle to grave — social
impacts
Choi et al., 2006
Personal computer
Cradle to grave — several
indicators
Ciroth & Franze, 2011
Specific notebook
computer
Cradle to grave — several
indicators + social impacts
Duan et al., 2009
Desktop computer
Cradle to grave — several
indicators
Ekener-Petersen and
Finnveden, 2013
Generic notebook
computer
Cradle to grave — social
impacts
Eugster et al., 2007
Desktop computer
Cradle to grave
Manhart and
Griesshammer, 2006
Notebook computer
Cradle to gate — social
impacts
James and Hopkinson,
2007
Personal computer
several indicators
PE International, 2008
Notebook computer
Global warming
Prakash et al., 2016
LCA of desktop computers,
notebook computers and
mini desktop computers
Cradle to grave — GWP
Teehan & Kandlikar, 2012
Desktop computer
Literature review — GWP,
Energy demand
Williams, 2004
Personal computer
Use phase — energy use
2.6.1 Standards for environmental assessment of ICT products
The European Framework Initiative for Energy & Environmental Efficiency in the ICT Sector
grouped a series of standards focused on the environmental analysis of ICT products.
Narrowing the analysis to goods only, it is possible to list the following.
— ETSI 203 199/ITU 1410: Methodology for environmental LCA of ICT goods,
networks and services.
— IEC 62921: Quantification methodology for greenhouse gas emissions for
computers and monitors.
— IEC 62725: Analysis of quantification methodologies of greenhouse gas emissions
for electrical and electronic products and systems.
— IEC 50600-4: Design of data centre facilities and infrastructures.
— Greenhouse gas (GHG) protocol ICT Hardware: Product life-cycle accounting and
reporting standard ICT Sector Guidance (Chapter 6). Guide for assessing GHG
emissions of hardware.
— GHG protocol ICT Software: Product life-cycle accounting and reporting standard
ICT sector guidance (Chapter 7). Guide for assessing GHG emissions related to
Software.
45
— GreenGrid Carbon-usage effectiveness: A green grid data centre sustainability
metric (carbon-usage effectiveness (CUE)).
— EU energy star: Labelling energy-efficient office equipment.
— EPEAT: Electronic product environmental assessment tool, by US EPA.
46
3 Analysis of end-of-life practices for the product group
For the analysis of the material-efficiency aspects of computers the REAPro (resource-
efficiency assessment of products) method (Ardente and Mathieux, 2014) was applied.
The method starts from the analysis of current EoL practices and processes, to identify
product-resource-efficiency ‘hot spots’. ‘Hot spots’ are those product’s aspects that are
relevant for some observed EoL processes, as for example: components that are relevant
for the product durability, content of hazardous substances or relevant materials (e.g.
precious or CRMs), parts that difficult to be treated and recycled, etc.
As highlighted in Section 2, the greatest part of the market for the computer product group
is represented by notebook computers, tablet/slate computers and desktop computers
(97 % of the total number of computers, in 2030) therefore the next sections have a
particular focus on these three subcategories.
Section 3.1 illustrates processes currently performed for the recycling and recovery of
computers, representing the so-called EoL scenarios (Ardente and Mathieux, 2014).
Section 3.2 discusses some potential alternative processes to the scrapping of a product,
such as prolonging its lifetime through repair and reuse.
3.1 Analysis of recycling/recovery practices
The recycling of computers is regulated by the European WEEE directive (European Union,
2012). According to this directive, components in computers that require selective
treatments include:
— batteries;
— PCB larger than 0.1 dm
2
;
— LCDs panels larger than 1 dm
2
;
— external electrical cables;
— mercury-containing components, such as switches or backlighting lamps;
— plastic-containing brominated FRs;
— electrolyte capacitors containing substances of concern (height > 25 mm, diameter
> 25 mm or proportionately similar volume).
However, the treatment of these components (and, in general, treatment of computers)
are variable according to their type. Peculiarities of computer recycling will be discussed
in the following sections.
3.1.1 Recycling/recovery of desktop computers (without integrated
display)
The recycling of desktop computers currently follows two main scenarios, combining
optional and (to a certain degree) accurate dismantling and depollution of the computer,
with the following shredding and material recovery.
The first scenario (manual dismantling as initial treatment) has the benefit of separating
the components with high integrity and purity, which allows a higher recovery rate in their
following recycling processes. The main disadvantage is related to the labour cost and to
the higher level of time required (with consequently a lower amount of waste treated per
hour). Inversely, the second scenario (shredding as initial treatment) presents better
economic performance (in terms of costs of treatment per tonne), while the efficiency of
the sorting of materials is lower. The balance between the two scenarios is therefore
represented by the potential economic gain from the additional recovery of certain
precious metals (e.g. palladium, gold and silver) and valuable materials (e.g. copper) due
to the dedicated-manual dismantling compared to the labour costs. It is also highlighted
that the content of steel and aluminium does not represent a discriminating factor between
the two EoL scenarios, since these materials are generally recovered at high rates with
mechanical treatments. On the other side, the separation of plastics does not create an
economic gain, since they have low recyclability (due to the content of several additives

47
as FRs and fillers) and limited value. Shredded plastics from computers are generally
contaminated by various other fractions and suitable for the manufacture of lower quality
products (downcycling) or incinerated.
Based on direct observations of the authors at some European recycling plants (in Belgium,
Germany, Spain, Italy and France) within the current and previous projects (Ardente et
al., 2013; Ardente and Mathieux, 2012 a; Talens Peiró et al., 2016; Talens Peiró and
Ardente, 2015), manual disassembly is generally largely implemented for desktop
computers, mainly because of the modular design and low efforts for the dismantling (all
components are generally fastened with standard screws and full disassembly takes
around 2-4 minutes) compared to the additional gains from the sorting and the dedicated
recycling of certain components (e.g. SSD, HDD, ODD and PCBs — including the
motherboard, CPU, RAM modules and graphic cards). However, this analysis was carried
out on waste desktop computers at the recycling plants, concerning mainly devices
produced some years before. This implies that future products could pose some
dismantling problems especially for new devices which are of very small dimensions,
sometimes commercially referred as ‘mini’ desktop computer. These computers are
characterised by a very compact structure (similar to that of games consoles). Based on
recent studies by Prakash et al., they have a lifetime of 5 years and lower-life-cycle GWP
(959 kg CO
2
eq.) compared to notebooks and normal desktop computers. However,
Prakash et al. did not provide specific detail on the recycling of ‘mini’ desktops, limiting to
report the amount of greenhouse gas emissions for their disposal (estimated at 4.8 kg CO
2
eq. in comparison to the 9.6 kg CO
2
eq. of a normal desktop) (Prakash et al., 2016b).
From interviews with recyclers it was not possible to collect much information about the
EoL of ‘mini’ desktop, since this type of computer had not yet reached the recycling
facilities. Even the scientific literature is lacking for such information.
Only one manufacturer was found to be providing public information concerning EoL
disassembly instructions for some mini desktop computers (
28
)
(
29
), identifying the
components that require selective treatments (such as PCBs, batteries, plastics containing
brominated FRs, electrolytic capacitors (contained in the power supply) and external
cables) (HP, 2016). This document also includes a detailed sequence of pictures that
illustrate all the procedures and steps needed to disassemble all the main components of
the product, including the frames, various PCBs (motherboard, memory, wireless LAN
card), the storage systems (HDD and SSD), the fan and thermal units) (Figure 11).
(
28
)
http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/disassem
bly_deskto_201512319023191.pdf
(
29
)
http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/disassem
bly_deskto_2014516234519169.pdf

48
Figure 11 — Disassembly sequence of a mini desktop computer (HP, 2016)
Videos on the web are another available source of information concerning the disassembly
of mini desktop, although they do not relate specifically to recycling activities but mainly
to repair or illustrative purposes (
30
)
(
31
) (
32
)
(
33
). According to these videos, screws and
snap fits are mostly used for the fastening. The disassembly appears generally
straightforward, although some difficulties could arise because of the use of tiny screws,
screws covered by footpads or rubber, and the position of snap fits and screws which are
not always easily accessible. In one case the presence of a 1 000 mAh battery was also
observed inside the mini desktop (
34
) (Figure 12).
(
30
) https://www.youtube.com/watch?v=18Q_-23f8Mw
(
31
) https://www.youtube.com/watch?v=PTKKWTau-Pc
(
32
) https://www.youtube.com/watch?v=O-CJxAF2XFc
(
33
) https://www.youtube.com/watch?v=PrT2ycNjotI
(
34
) Larger capacity batteries are intended for certain models, making them more similar to notebooks
(http://www.digitaltrends.com/computing/the-voyo-v2-mini-pc-is-a-desktop-that-thinks-its-a-laptop/) or
power bank (http://www.komu.it/prodotti/mini-pc/).
1. Remove
bottom screws
2. Remove
bottom case
3. Remove HDD
5. Remove
motherboard and
system battery
4. Disassembly of
the HDD
6. Remove memory
card
7. Remove WLAN
card
8. Remove SSD
9. Remove fan and
thermal module

49
Figure 12 — Detail of the interior of a mini desktop computer containing a battery (
35
).
The compact structure of mini desktops could make their recycling similar to that of games
consoles (mainly based on the manual disassembly to sort out PCBs and successive
shredding of the remaining parts (
36
). With increasing miniaturisation of electronics such
as ‘system on chip’, there is increased scope for reducing the size and weight of the
devices, with associated reductions in material and transport. In addition, it is possible to
design products for recycling, such as reducing the number of different types of plastics
and simplifying disassembly. However, very compact products may be harder to
disassemble and recycle, and lighter products may be weaker which could increase the
amount of packaging required (AEA, 2010). Small dimension can also cause the product
to be improperly disposed of, for example, into waste bins (Huisman et al., 2015).
Available EoL information on mini desktop is, anyway, still limited and will be
complemented with experience from recyclers once this type of waste will reach the WEEE
facilities.
Undifferentiated shredding of desktop computers was not directly observed, but it is
discussed in the scientific literature especially concerning the potential losses of precious
and valuable substances contained in PCBs (Chancerel et al., 2009; Rahimifard et al.,
2009). EoL scenarios for desktop computers are following described in detail (Figure 13).
— Scenario 1: Manual dismantling, shredding and mechanical sorting.
The desktop computer is loaded on the dismantling table. Cables are
extracted (when present) (
37
).
After opening the casing (metal lid, plastic frames), the operator dismantles
all internal components, starting from cables and connectors, various PCBs
(such as motherboard and graphic cards) and power supply. The
dismantling proceeds with all the relevant components, including storage
system (SSD or HDD), and ODD (when present).
Additional dismantling is undertaken on key components, especially on the
motherboard, to separate the memory RAM, the CPUs (after the preventive
extraction of the heat exchanger), and button-cell batteries, (when
present). These components are separated because of their high values in
terms of precious-metal content.
(
35
) From: https://www.youtube.com/watch?v=JjddUXpkZf4
(
36
) https://www.youtube.com/watch?v=Zs2SpbNYA0Y
(
37
) Waste desktops generally arrive at the recycling plant already deprived of their external cables.

50
Components separated are sorted out into differentiated boxes and
successively addressed to external dedicated recycling plants (
38
) to
optimise material recovery.
Unsorted components are shredded and successively metal and plastic
components are sorted via mechanical treatments (e.g. magnetic and eddy-
current separators, densimetric separators).
Examples of video on this scenario are available on the web (
39
)
(
40
).
— Scenario 2: Shredding and mechanical sorting.
The desktop computer is loaded onto a conveyor belt after extracting
external cables (
41
).
Metals and plastic components are sorted by mechanical treatments (e.g.
magnetic and eddy-current separators, densimetric separators).
Examples of videos on this scenario are available on the web (
42
)
(
43
).
(
38
) A large variability of the dedicated recycling processes was observed for components dismantled at the
recycling plants. For example, PCBs are sent to metal smelters, other electronics to companies specialised
in the concentration of valuable fractions, and large plastic parts to companies specialised in polymer
sorting. Material fractions which are high concentrated thanks to deep manual dismantling or high-
technology plants have generally a higher value but also, higher costs. The selection of the further
processing of sorted components depends, therefore, on the balance between the costs for processing and
their potential residual value.
(
39
) https://www.youtube.com/watch?v=5BkgSEBIFjw (accessed September 2016).
(
40
) https://www.youtube.com/watch?v=uSvfun8FC-c (accessed September 2016).
(
41
) In some cases a pre-shredding phase is possible, where the desktops are partially shredded and opened,
and afterwards recycling operators hand-pick and sort some parts for separate recycling (such as HDDs or
pieces of PCBs).
(
42
) https://www.youtube.com/watch?v=gDtj_Skhffg (accessed September 2016).
(
43
) https://www.youtube.com/watch?v=RXZMM6_TRrE (accessed September 2016).

51
Figure 13 — Desktop computers EoL scenarios. Scenario 1 (Manual dismantling, shredding
and mechanical sorting); Scenario 2 (Shredding and mechanical sorting)
3.1.2 Recycling/recovery of integrated desktop computers
Integrated desktop computers are a particular case of desktop computers that use an
integrated display. A few examples have been found concerning the EoL disassembly of
certain integrated desktops (
44
) (
45
), and suggest the disassembly of the following
components for selective treatments: various PCBs, batteries, liquid-crystal displays
(LCDs) and external cables. An example of the disassembly sequence for an integrated
desktop computer is illustrated in Figure 15. Disassembly can be made with standard tools
(screwdriver for screws type ‘TORX T8’). No relevant differences are identified for the
recycling processes for integrated desktop with or without touch screens.
Since this type of computer has only recently been introduced to the market, their market
share is still little (Viegand Maagøe and VITO, 2017), therefore, the number of these
products reaching EoL is still limited. Based on direct interviews of the authors of this
present report with recyclers, it resulted that currently very few samples of integrated
desktops have been treated so far, and this waste is generally recycled in the process line
for the treatment of electronic displays (monitors and televisions). It is also recognised
that recycling operators cannot easily distinguish integrated desktop computers from
simple computer monitors based on a superficial look at the exterior.
Even the disassembly information suggested by the manufacturer for integrated desktops
(as detailed in Figure 15) is very similar to that recommended for electronic displays, as
can be observed by a comparison with similar EoL information provided for monitors (
46
).
(
44
)
http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/disassem
bly_deskto_2016524202927.pdf
(
45
)
http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/disassem
bly_deskto_201093204739.pdf
(
46
) Various similarities can be observed between the disassembly of integrated desktops and the disassembly
of monitors, as for example in:
Scenario 1)
Scenario 2)
Waste desktop
computer
Manual
dismantling
- Cables / connectors
- Power supply
- Storage system
- ODD
to dedicated
recycling processes
PCBs
- Memory
- CPU
- Button batteries
- Remaining parts of PCB
to dedicated
recycling processes
Additional
dismantling
Residual parts (metal
and plastic casings)
Shredding
Material
recovery
Waste desktop
computer
Shredding
Material
recovery

52
Some minor differences are observed in the disassembly of certain electronic components
(such as SSD, HDD or ODD) in use in the integrated desktop while generally missing in
electronic displays.
Evidences currently collected (from recyclers and the little available documentation from
manufacturers) suggest that the recycling of integrated desktops is analogous to that of
standard monitors and other electronic displays. Therefore, potential material-efficiency
requirements for integrated displays could be built analogously to those of electronic
displays (promoting the ease of dismantling and the provision of information for recyclers).
Figure 14 — Example of an integrated desktop computer.
http://h22235.www2.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/
disassembly_monito_200983185211.pdf

53
Figure 15 — Disassembly sequence for an integrated desktop computer (
47
)
(
47
)
http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_MultiCountry/disassem
bly_deskto_201093204739.pdf
1. Release 9 screws for motherboard shielding,
then remove motherboard shielding assay
2. Remove RAM from motherboard
3. Release screws for converter board,
and then remove converter board
4. Release 4 screws for power & ODD & I/O board,
then remove them.
5. Release 4 screws for power & ODD & I/O
board, then remove them
Detail of the LCD panel disassembly process
a. Remove 3 screws and the PCB cover film from
the module
b. Release the hooks around the module for
remove the front metal frame
c. Take off panel assembly
d. Release lamp wire from housing and remove
tape
e. Remove plastic hosing
f. Remove plastic hosing
e. Remove light guide panels, lamps and films
Integrated desktop disassembly

54
3.1.3 Recycling/recovery of notebooks
Recycling of notebooks assumes, after the extraction of the battery and the display panel
(which is usually done manually), further manual sorting (e.g. removal of circuit boards,
and capacitors (
48
), storage systems or optical drives) and/or mechanical liberation
(shredding). Thereafter, further separation and sorting generates fractions, which are then
forwarded to final treatment (
49
).
The display panel is usually further dismantled manually or semi-automatically (
50
) into
fractions and components, e.g. iron and plastic fractions, and LCD panel and circuit board
fractions (
51
). At present, LCD panels are either stored for future treatment or treated with
technologies that are still in an early development stage or under development (usually,
the polarisation foils are removed from the LCD panel, the LCD panel is mechanically
broken down (e.g. crushed) and indium is mobilised through hydrometallurgical treatment
(Rasenack and Goldmann, 2014; Rotter et al., 2012)). Other fractions are forwarded to
be further processed using interim and final treatment technologies.
In principle, treatment operators combine different mechanical and manual dismantling
and separation methods, depending on which components they target and whether they
have acceptors for special parts that are difficult to process such as HDDs. In the following,
two scenarios are presented: mechanical treatment after depollution (scenario 1), or
medium-depth manual dismantling of the notebook (scenario 2).
— Scenario 1: Mechanical crushing and sorting. After the removal of the battery and
display panel, the entire device is treated in a medium shredder for further
separation of the different fractions (see Figure 16).
— Scenario 2: Manual medium-depth dismantling. After the removal of the battery
and display panel, certain high value components are manually recovered from the
device (Figure 17), such as;
the mainboard (including CPU and RAM) and other PCBs, directly forwarded to
the copper smelter;
HDDs and ODDs, to be forwarded to a medium shredder for further separation
of iron, aluminium, magnets and circuit board fractions.
The rest of the notebook’s body goes then to a medium shredder for further separation of
fractions (Gabriel, 2015; Vannieuwenhuyse, 2016).
(
48
) Currently large electrolyte capacitors containing substances of concern have to be separately removed, as
described in Section 3.1. However, newer notebooks do not contain such capacitors, unless integrated into
PCBs.
(
49
) The final treatment aims to produce secondary raw materials, reuse appliances and components, and to
treat fractions by incineration and dispose of them e.g. at landfill sites.
(
50
) E.g. http://www.mrtsystem.com/products/flat-panel-processor/
(
51
) In line with requirements of WEEE Directive, display panels greater than 100 square centimetres are
removed for depollution at the recycling plant, with the removal of the mercury-containing CCFL
backlighting (when present). However, as it is assumed that more-recent devices feature LED backlighting,
the mercury-containing fractions are not considered here.

55
Figure 16 — Mechanical crushing, separation and sorting (Scenario 1). Cu = copper. Al =
Aluminum.
Figure 17 — Manual medium-depth recycling scenario for notebooks (Scenario 2). Cu =
copper. Al = Aluminum.
Dismantling/removal
of battery
Dismantling and
sorting of display
unit
Technologies/markets
under development
Mechanical crushing,
separation and sorting
Battery
Display
unit
Further manual
dismantling or
mechanical crushing,
separation and sorting
LCD panel
Remaining
parts
Other metal smelters
Steel mill traditional
Cu smelter
traditional
Cu smelter special
Plastic Recycling
Production of other
products of/with
plastics
Al smelter
Waste incineration
Battery sorting/
separation/recycling
Further
separation
, sorting
and
conditioning
Landfill
Dismantling
Technologies/markets
under development
Medium shredder
Battery
Display unit
Further manual
dismantling or
mechanical separation
and sorting
LCD panel
Remaining
parts
Other metal smelters
Steel mill traditional
Cu smelter
traditional
Cu smelter special
Plastic Recycling
Production of other
products of/with
plastics
Al smelter
Waste incineration
Battery sorting/
separation/recycling
Landfill
PCBs
Medium shredder
Drives
Further
separation
, sorting
and
conditioning
56
3.1.4 Recycling/recovery of tablets
Currently, the number of discarded tablet computers reaching recycling facilities is still
extremely limited; therefore EoL scenarios for these products can be only tentatively
assessed. A first evaluation has been based on information provided by three recyclers of
WEEE in Germany (ELPRO, Braunschweig; Adamec Recycling GmbH, Fürth and EGR
Elektro-Geräte Recycling, Herten) (Schischke et al., 2014). Further interviews with some
recyclers were made in 2016, but no additional conclusions can be drawn.
After battery removal, three possible pre-processing approaches are identified, depending
on the facility and taking into account economic considerations.
— Scenario 1: shredding of the whole device via cross-flow shredder.
— Scenario 2: deep-level manual dismantling of the subassemblies (such as aluminium
or plastic housing, mainboard, LCD, magnesium frame if present), using predominantly
screw drivers (battery powered and hydraulic).
— Scenario 3: direct treatment in copper smelter after removal of the battery.
The representativeness of the second scenario is limited, since the likelihood that the
labour cost for manual dismantling is not covered by the value of material disassembled
for recycling is very high.
Such treatment chains are similar to the ones described in scenarios 1 and 2 for the
notebook section.
Based on interviews and consultations with recycling operators about the deep-level
manual dismantling scenario, the following materials and components were identified as
potentially relevant:
Plastics
In general, plastics can be separated according to their colour: white (including light grey),
black, and mixed colours. White plastics have a significantly higher value compared to
black plastics. Black plastics contain carbon black, which complicates the proper
identification and subsequent separation.
Aluminium
Aluminium housing is of high interest for material recycling and it can justify a slightly
increased disassembly effort. Magnets (or other metal parts such as copper) attached to
the aluminium housing can reduce the recovery value via mechanical processing.
Magnesium
Magnesium frames are found in most of the dismantled tablets with plastic back-covers.
Currently, magnesium frames are not dismantled into separate fractions, but are rather
processed together with the aluminium fraction. For high-quality magnesium recycling, it
is necessary to achieve a high purity magnesium fraction, which is difficult via mechanical
separation due to the similar physical properties of Al and Mg.

57
Figure 18 — Magnesium frames in tablets (Schischke et al., 2014)
Magnesium was also identified as a CRM for the EU and it could potentially become an
interesting material for recyclers and justify manual-disassembly costs, taking into
account increased flows of EoL tablets in the future.
Display panels
Display panels contain minuscule quantities of indium and REE as well as gold in minor
amounts, which is used for interconnects and connectors of light-emitting diodes (LEDs)
and for controlling ICs. However, recycling systems are not yet adjusted to recover them
efficiently (Nissen et al., 2013). Evidence from interviews with recyclers indicates that
currently only a limited number of tablets reach recycling facilities. Therefore, recyclers’
statements are based on their experience with other electronic devices containing display
panels. The time needed to separate the display panel from the rest of the device is critical.
According to the recyclers, the display panel would be separated manually under the
condition that it is easily accessed and removed. If the front glass is not fused to the rest
of the LCD unit, it would be separated. However, as tablets do not contain mercury-
containing backlights, separation of the display panels has a lower priority compared to
e.g. the pre-processing of display panels from older notebooks and electronic displays.
PCB
Tablet mainboards are considered high-grade. After tablet opening, the PCB can be easily
removed and sorted. No removal of electromagnetic interference (EMI) shields from PCBs
is provided for as the amount of material is not worth the effort.
3.1.5 Focus on recycling/recovery of electronic PCBs
Due to the weight fraction of PCBs in notebooks (around 15 %), their recyclability has a
strong influence on the overall recyclability rate for computers. It is therefore crucial to
estimate the detail of the recyclability of elements (element groups) contained in PCBs
because of the relevance of precious and trace metals from an economic, environmental
and/or criticality perspective (Chancerel and Marwede, 2016).
A recent study by Chancerel and Marwede (2016) analysed the recyclability of PCBs,
following the compiling of an exhaustive chemical composition based on several sources,
and identifying the specific recycling rates per elements. Table 20 provides detail for the

58
main recycled materials. It is noticed that 22-25 % of the mass of the PCB is recycled (and
over 90 % of the material value), while around 60 % is recovered as other material, 16 %
recovered as energy and 10-30 ppm is disposed of (Chancerel and Marwede, 2016).
Table 20 — Recycling rate of materials in PCB of notebook properly treated (Chancerel and
Marwede, 2016)
Material in PCB
Recycling rate [ %]
Ag
95 %
Au
95 %
Bi
80 %
Cu
95 %
Ni
90 %
Pb
80 %
Pd
95 %
Sn
75 %
Zn
50 %
Br
50 %
Sb
80 %
3.1.6 Focus on recycling/recovery of batteries contained in the product
group
After collection, batteries are usually sorted according to their chemistries (lead acid,
alkaline, NiCd, NiMH, Li-ion, etc.) before being conducted to recycling treatments (Accurec,
2016). The sorting of batteries is currently mostly done manually. Those who do the
sorting attempt to identify the battery chemistry primarily via the labels on
packaging/casing of the batteries. However, in practice labels are sometimes missing,
making identification and sorting difficult. According to the interviews carried out with the
German battery-recycling company Accurec, dismantling centres remove EoL batteries
from the WEEE stream, nevertheless during removal, batteries are regularly damaged or
the cells are removed from the battery pack. Because of the absence of a label at a cell
level, cell batteries are classified as not identifiable and are sent to dedicated landfills,
thus they are lost for appropriate recycling. This is due to a lack of requirements for battery
labelling.
Currently, there are three different marks required by law worldwide which aim to highlight
the presence of Ni, Cd or Pb (Figure 19). No labelling is mandatory to comprehensively
identify the battery chemistry in Europe. However, according to Accurec, incorrect sorting
of Pb or NiCd batteries with LIB complicates the recycling processes and potentially poses
risks for the workers and for the environment. For example, in the case of missorting of
NiCd batteries into LIB, the toxic Cd metal can be released in the off-gas because the
treatment of LIB does not intend to treat Cd (Accurec, 2016). So, to avoid environmental
pollution, a more expensive off-gas cleaning system must be applied.

59
Europe
Japan, US
Taiwan
Figure 19 — Current legislative battery marks (source: BAJ)
In practice, manufacturers usually apply battery marks according to their chemistries,
however not in a consistent manner (see examples in Figure 20).
Figure 20 — Examples of battery marks in current practice (unreleased data from Slates
D4R)
In addition, the different chemistries of LIB (LCO, NMC, LFP, etc.) are currently not
indicated on battery packs or cells, leading to economic and material losses. Depending
on the Li-ion chemistry, the content of cobalt varies from 0 to 15 % by weight. However,
usually all Li-ion battery subtypes are co-processed, making the subsequent separation
and extraction of metals more difficult and expensive. For example, in the extraction
process of cobalt from high cobalt concentrates (LCO-type LIB), the iron and phosphorous
from the mixed processing of LFP batteries become polluting elements and need to be
removed. Such removal increases the cost of the process. Therefore, a batch-wise
treatment allows for better concentration of the target metals than a diluted mixture and
is more feasible from both a technical and economical point of view. In order to implement
more precise sorting and dedicated treatment of batteries according to their sub-
chemistry, a more-detailed indication on battery packs as well as at the cell level would
be in need (Accurec, 2016).

60
In Japan, rechargeable batteries are often marked with the ‘battery-recycle mark’ (Figure
21), developed by the BAJ (
52
). Currently, battery manufacturers in Japan are required to
display the Moebius loop mark on batteries (Figure 19) under the law for promotion on
effective utilisation of resources (
53
). However, as there is currently no international
standard for battery marking available, the BAJ promotes the internationally standardised
use of one battery mark as shown in Figure 21. The logos identify four different types of
battery chemistries by colour and abbreviation: NiCd, Ni-MH, Li-ion and Pb.
Figure 21 — Battery-recycle mark, developed by the BAJ and promoted to be used as an
international standard, which indicates the four different battery types by colour and in
text.
The BAJ points out the advantages of the use of an internationally standardised battery-
recycle mark as follows.
— Meeting all the various marking standards globally on each battery can be
challenging for manufacturers from a space and design perspective.
— The production of different labels, separate production runs for each destination,
and separate inventories increases costs for manufacturers.
— The use of various marks on each battery leads to lower recognition by users,
impeding efforts to raise the collection rate.
The BAJ believes that the international use of the battery-recycle mark will increase
recognition, hence contributing to improved portable-battery recycling globally, as well as
saving costs for battery manufacturers.
Figure 22 — The two-digit code, developed and recommended for use by BAJ, which is
added to the logo for LIB to identify: the metal with the highest mass in the positive
electrode (first digit); and the presence of a metal which hinders recycling (second digit).
Battery recyclers have requested that the marking should include an additional mark to
identify Li-ion batteries containing over a certain amount of tin and phosphorous. Following
the request, the BAJ recommends the industry also add a two-digit code to the logo for
LIB to specify with the first digit the metal (such as Co, Mn, Ni, or Fe) predominantly found
(by mass) in the cathode, and whether tin or phosphorous exceeding a specified threshold
are contained in the battery (Figure 22). The battery-recycle mark is currently applied to
battery packs by several manufacturers. Examples are shown in Figure 23.
(
52
) http://www.baj.or.jp/e/
(
53
) Global Environment Centre Foundation: Law for promotion on effective utilization of resources, 2016,
http://nett21.gec.jp/Ecotowns/

61
Figure 23 — Application of the battery-recycle mark on a notebook battery (left) and a
tablet battery (right) (sources: newbatteryshop.com and ifixit.com).
Similar to the processes in Japan, battery recyclers have requested that the IEC develop
standard for battery marking to improve the recognition of battery chemistry. The reasons
are provided as follows:
Many recycling processes are chemistry specific, undesired events may occur when a
battery which is not of the appropriate chemistry enters a given recycling process.
Therefore, in order to ensure safe handling during sorting and recycling processes, it is
necessary to mark the battery so as to identify its chemistry. (IEC 62902 draft, 2017).
A draft standard was circulated March-June 2017, which specified the appearance, colour
and size of the marking (Figure 24). The Mobius loop is to be included if not yet placed on
the battery in a different position. It should be noted that the scope of the draft standard
is currently limited to batteries with a volume of more than 900 cm
3
and hence does not
apply to portable batteries for ICT devices. An expansion of the scope to also include
portable batteries, as well as a process to create a European standard, is conceivable.
Figure 24 — Battery markings developed by IEC as published in the draft standard
circulated in March 2017.
In interviews with several actors of the LIB-value chain, the benefits and potential
problems of a uniform battery-marking system were investigated. While the approach was
welcomed by some actors, the interviews pointed out contradictory views, in particular
with regard to the information content and colour of such a marking. It was stated that in
order to identify and verify the most relevant marking parameters, additional
standardisation work has to be carried out. The interviewees recommended the
consideration of the following aspects.
— The marking should lead to a positive value for the recyclers and the environment
(by increasing the recycling rate) and be able to adapt towards the changing
material composition of batteries due to novel battery technologies.

62
— For safety reasons, the marking should contain additional information, e.g.
indicating the type of electrolyte used, together with an indication of whether or
not it is flammable.
— Requirements need to be uniform on a global scale. For instance, the Mobius loop
symbol indicates that a product is recyclable, however in the US there is no
dedicated recycling of LIB in place.
— Having a colourful marking could complicate or mislead battery sorting, e.g.
according to the US NFPA 704 Hazard Identification System (
54
), the blue colour
indicates the level of health hazard. However, this hurdle seems to have been
overcome in the efforts by the IEC mentioned above, as battery-recycling facilities
strongly supported the colour coding.
— The marking should indicate the process compatibility (e.g. indicate the presence
or absence of phosphorous).
— The letter size indicating the battery type needs to be standardised.
Concern was raised regarding the indication of the cobalt content in batteries. While this
could lead to improved, batch-wise treatment of batteries according to their cobalt
content, there is a risk of ‘cherry picking’ of LIB with high cobalt content, potentially
leading to a lower economic incentive to recycle remaining batteries with little to no cobalt
content, as cobalt typically remains the dominant economic driver for LIB recycling.
Additional remarks
— A certification system for battery recycling is needed ensuring that recycling on a
global level follows the same standards and efficiency.
— In the future, technologies for LIB recycling have to adapt to the changing material
composition. In the longer term, recyclers will have to develop recycling
technologies according to the LIB subchemistries. In this respect, marking of LIB
subchemistries seems useful.
The current main treatment processes for the recycling of batteries include thermal pre-
treatment, mechanical treatment, pyrometallurgy and hydrometallurgy (Accurec, 2015).
Table 21 summarizes a list of LIB recycling plants and the applied recycling processes.
(
54
) http://www.nfpa.org/codes-and-standards/all-codes-and-standards/list-of-codes-and-
standards?mode=code&code=704

63
Table 21 — Li-ion battery-recycling plants processes
Company
Recovered
Elements
Process
Country
Glencore
Ni, Co, Cu
Thermal pre-
treatment + pyrometallurgy
+ hydrometallurgy
Canada
Umicore
Ni, Co, Cu, Fe
Pyrometallurgy + hydrometall
urgy
Belgium
Accurec
Ni, Co, Cu
Thermal pre-
treatment + pyrometallurgy
+ hydrometallurgy
Germany
Kyoei Seiko
Ni, Co, Fe
Pyrometallurgy
Japan
JX Nippon
Ni, Co, Cu, Fe, Mn, Li
Thermal pre-
treatment + mechanical
treatment + hydrometallurgy
Japan
Dowa
Ni, Co, Cu
Thermal pre-
treatment + pyrometallurgy
+ hydrometallurgy
Japan
GEM
Ni, Co, Cu, Fe, Mn, Li
Mechanical
treatment + hydrometallurgy
China
Brunp
Ni, Co, Cu, Fe, Mn
Mechanical
treatment + hydrometallurgy
China
Telerecycle
Ni, Co, Cu, Fe, Li
Mechanical
treatment + hydrometallurgy
China
Kobar
Ni, Co, Cu, Fe
Mechanical
treatment + hydrometallurgy
Korea
Recupyl
Ni, Co, Cu, Fe, Li
mechanical
treatment + hydrometallurgy
France
Retriev
Ni, Co, Cu, Fe
Aqueous + mechanical
treatment + hydrometallurgy
United States
SNAM
Ni, Co, Cu
Thermal pre-treatment
France
AkkuSer
Ni, Co, Cu, Fe
Mechanical treatment
Finland
EDI
Ni, Co, Cu
Mechanical treatment
France
Batrec
Ni, Co, Cu
Mechanical treatment
Switzerland
3.1.7 Future recycling scenario for notebooks
As the design of notebooks changes, the treatment processes can change in the near
future. The compact, highly integrated design of (sub-)notebooks and desktop computers
with integrated displays, the progressively miniaturisation of devices (as for mini desktop
computers), the increased use of SSDs instead of HDDs and the reduction of the content
of precious metals in PCBs (i.e. the declining of the economic gain potentially achievable
from the recycling) (Bangs et al., 2016), together with the currently low commodity prices,
will probably make it technically and economically less feasible to go for a medium-deep

64
manual dismantling of valuable components. Therefore, operators could focus more and
more on full shredding processes in which, after the removal of the battery, the whole
device (including the display panel, when present) goes to a shredder. This trend for future
EoL scenarios would, however, lead to less-pure separated fractions and higher losses of
valuable materials (Vannieuwenhuyse, 2016).
Currently, the WEEE directive requests that ‘liquid-crystal displays (together with their
casing where appropriate) of a surface greater than 100 square centimetres and all those
back-lighted with gas discharge lamps’ have to be removed and treated selectively
(European Union, 2012). The separate treatment of the display panels with LED
backlighting (or OLED displays (
55
)) does not necessarily require separate treatment for
depollution. However, treatment operators might still separate the LCD from the rest in
the future because liquid crystals contaminate the plastic fraction after shredding and
sorting (Vannieuwenhuyse, 2016).
3.2 Analysis of repair/reuse practices
Even if manufacturers claim to design products to minimise the need for repair, by means
of the selection of high-quality materials and components, as well as a durable, reliable
structural design (Digitaleurope, 2017a), it was observed that failures in computers occur
quite commonly. Digitaleurope (2014) stated that, every year, about 118 000 t of IT
equipment and spare parts are worldwide shipped for original equipment manufacturer
repair and remanufacturing, of which roughly 28 000 t in Europe. Nearly 59 % of the
shipments take place under warranty, and about 6 % of the products shipped for repair
turn out to be unrepairable.
A Eurobarometer survey observed that, when a main failure occurs, 77 % of EU citizens
would rather repair their goods than buy new ones, but ultimately have to replace or
discard them because they are discouraged by the cost of repairs and the level of service
provided (European Commission, 2014b).
The following sections summarise information about current practices in terms of the
repair and reuse of personal computers, notebooks and tablets in particular. Main failures,
practices in design, user preferences regarding repair or upgrade and recommendations
for ecodesign are provided.
3.2.1 Reuse and repair of notebooks
Main failures
A recent IDC study among 800 United States organisations showed that the average
annual failure rate for notebooks is 18 % (average of company notebooks requiring repair
of some kind, during a year). The rate of failure increases each year a device is in use,
ranging from 11 % failing the first year to more than 20 % failing by year five. Moreover,
by the end of year five, 61 % of notebooks had had a failure that required repair (IDC,
2016).
The IDC also reported the components most often damaged in notebooks, such as the
screen, followed by the keyboard, then the data-storage drive (HDD or SSD) and the
battery (Figure 25). Among the top ways end-users damage devices in their company, the
overwhelming top reason across categories was simply dropping the device while carrying
it. The number 2 issue was spilling liquid on the device, and the number 3 issue was the
device falling off a desk. On average, workers lost about 5.8 working hours for notebook
repairs (Figure 26).
(
55
) Organic light-emitting diode.

65
Figure 25 — Most common components in notebooks that suffered damage or breakage
(IDC, 2016).
Figure 26 — Types of accidents causing notebook, tablet and handheld device damage,
according to the IDC (2016).
Interviews with repair-and-reuse operators of professional business notebooks confirm
these findings. According to them, the main frequent failures in notebooks involve:
displays, keyboards, hard drives, batteries, EPS, memories, fans, connectors (USB,
network) and optical plastic elements such as small covers and outer frames (Private
communications, 2017).

66
These outcomes are also confirmed by a previous IDC study (2010) which shows that
nearly 20 % of notebooks have to be repaired due to a physical failure (14.2 %) or due to
damage from accidents (9.5 %) every year (IDC, 2010). In that survey the majority of
respondents with damaged notebooks reported that the notebook had suffered a damaged
keyboard, followed by notebooks which had suffered damage to the display screen. Non-
exposed parts which are the most prone to damage include batteries and HDDs, both cited
by over half of the respondents (IDC, 2010). The greatest source of damage was human
error (Figure 27). When respondents were asked how their notebooks broke, the majority
responded that the devices were dropped while being carried, followed by two other
reasons, liquid spilled onto the devices, and the device fell off a desk or a table (IDC,
2010).
Figure 27 — Types of accidents causing notebook damage, according to the IDC (2010).
Other sources are available in literature. The insurance company SquareTrade, for
instance, analysed failure rates for over 30 000 new notebook computers covered by
notebook-warranty plans in 2009. Looking at the first 3 years of ownership, 31 % of
notebook owners reported a failure to SquareTrade. Two thirds of these failures (20.4 %)
came from hardware malfunctions, and one third (10.6 %) was reported as accidental
damage (SquareTrade, 2009).
Repair-and-reuse operators report additional reasons for failures (Private communications,
2017).
— Handling through transport and storage.
— Wear and tear.

67
— Poor design or not enough testing creates inherent defects: palm rests cracking,
hinges breaking, LCD screen pressure marks due to key caps sitting too proud on
the keyboard etc.
Apart from this, repair-and-reuse operators identified other issues which hamper
refurbishment.
— BIOS passwords or registration systems which hinder access to the device (costs
to reset BIOS Passwords are EUR 30-120 which means that this is usually not
economically viable or BIOS password (PWD) reset is not at all possible). Other
systems such as the iCloud (
56
) or the device enrolment programme from Apple
cannot be reset without the original PWD from the user. Therefore devices cannot
be repaired if there was no factory reset by the user.
— BIOS settings hinder the replacement of components which are not the originals or
the installation of a newer operating system. Repair-and-reuse operators argue
that there is no technical reason not to allow for replacement with other parts.
— There are no standardised mechanical connections to fix hard disks, drives and
other components to the chassis.
— There is no standardised layout of keyboards. Because keyboards are not available,
repair-and-reuse operators imprint blank keys. A standardised layout of keyboards
would facilitate (cross-European) sales of devices.
In a non-representative survey about the failure probability of components in consumer
and business notebooks, four out of four repair services state that batteries and HDDs fail
(very) frequently (Prakash et al., 2016a). The display, display-cover (including frame
joints) and the casing of consumer notebooks break frequently according to three repair
service companies for consumer notebooks, whereas for business notebooks this does not
seem to be the case (Prakash et al., 2016 a; Private communications, 2016). Consumer
products typically look more fashionable but are built to less-robust specifications than
commercial-focused products. Conversely, commercial-focused products have traditionally
been more staid in design, but they are built to endure slightly more robust use (IDC,
2016).
If the mainboard fails repair does not pay off as the cost for a new mainboard usually
exceeds the price of a new notebook (or the residual value of the device). Similarly, the
repair of tablets (of any component) for resale usually does not pay off, as the residual
value of the tablet is too low. Such a repair reportedly makes sense only for high value
brands (Krüger, 2016; Private communications, 2017).
The criteria to decide whether a device is to be refurbished is a quick cost-benefit analysis,
i.e. the potential resale value versus the time (and cost) invested to refurbish the device.
The cost-benefit analysis is usually done through a quick outer inspection and defect
analysis of the device. The effort (time) to refurbish the devices is estimated based on
experience.
The following components are frequently replaced in business devices by repair-and-reuse
operators:
— batteries
— memories
— HDDs
— ODDs
— fan and cooling fins,
— keyboards and keys
— displays
(
56
) One reuse operator mentioned, that 50 % of iPhones and iPads are discarded because of this issue, although
they are fully functional.

68
— plastic covers.
Business-device-repair-and-reuse operators report that about one in five batteries in the
devices are replaced. The experience is that the used batteries have 40-80 % of their
original capacity left after 3 years’ run time. Batteries are usually tested for run time
(30 minutes as a benchmark, 60 % of original runtime). If the benchmark is not achieved,
batteries are replaced. Other repair-and-reuse operators report the use of software tools
(to access data on battery SoH stored by the battery-management system) to determine
the remaining capacity of notebooks batteries. It is not the experience of repair-and-reuse
operators that batteries outlast the lifetime of the device (Private communications, 2017).
Replacement parts come from the ‘plundering’ of other devices (stored for spare parts) or
are bought from third parties, B-brands or other repair-and-reuse operators. The
availability of affordable original spare parts (from original manufacturers) is cited as a
problem. Especially small (plastic) parts, wear-and-tear parts, and parts of the chassis are
not available on the market and have to be extracted from other devices. In the future,
3D printing might help to solve this problem. Grade A and A+ batteries are sold to original
manufacturers, which re-sell them for three to five times the original price. Therefore,
repair-and-reuse operators tend to buy grade A- to B batteries from battery
manufacturers. EPS units are available and are usually used across different generations.
Mass-storage-unit (HDD and SSD) data need to be erased to facilitate reuse. Commercial
data-erasure software is usually used to perform this process. Repair-and-reuse operators
stated that this process does not always work satisfactorily. In these cases, the mass-
storage units need to be physically destroyed in order to safeguard the client-data-security
needs (Private communications, 2017).
The following information would facilitate repair and help the repair-and-reuse operators.
— Open access to data sheets with lists of components.
— Information about the ease of battery replacement (made available for
consumers).
— Information about type of tools.
— Exploded diagrams.
The repair-and-reuse operators interviewed have divergent opinions on whether this
information and spare parts should be available for the end-consumer. Some opt for the
‘right to repair’. Others prefer a registration process for authorised repair-and-reuse
operators (as long as this is not bound to the requirement to sell new devices) to ensure
the quality and safety of repair (Private communications, 2017).
Currently, business devices are still easy to repair. However, consumer notebooks are not
refurbished due to their design and low price. No current issues with snap fits in business
notebooks were identified. However, there is no standardisation of the type of screws used
and every manufacturer is using different screws.
According to repair services and repair-and-reuse operators, the following changes in the
design of new notebook products (e.g. sub-notebooks and Ultrabooks™ (
57
)) compared to
‘regular’ notebooks could limit the lifetime of the devices, i.e. limit the ability to repair or
upgrade the devices (Bölling, 2016; Prakash et al., 2016a) (Private communications,
2017):
— built-in batteries;
(
57
) Subnotebooks are a very thin and light version of a traditional notebook. They are generally less than
18-21 mm thick and 1.8 kg (Electronics Takeback Coalition 2012). Most types use SSD instead of HDD.
Subnotebooks use low-power processors and feature fast boot times which return the device from standby
mode in a few seconds. They use prismatic battery packs lasting from 5 to 11 hours. ODD and Ethernet
ports are generally omitted due to their limited size. The Ultrabook™ was created as a specification and
trademarked brand by Intel for a class of high-end subnotebooks designed to feature reduced bulk without
compromising battery life [Wikipedia, https://en.wikipedia.org/wiki/Ultrabook accessed on 16.03.2017].

69
— soldered-in memory (RAM);
— built-in mass storage;
— built-in (wireless) network interface card (NIC);
— small connectors.
Waterproofing of devices is seen as rather critical for repair-and-reuse operators because
the housing of devices is often glued to achieve this effect. Usually, business devices
already have protecting design features for water spillage that work well (Private
communications, 2017).
In some cases, neither HDD/SSD nor RAM are exchangeable against new components in
sub-notebooks (Ultrabooks™); either Ultrabooks™ are secured with special screws or the
RAM, and sometimes SSD flash storage, is soldered directly onto the mainboard (
58
). The
slimmer and lighter the devices become, the more integrated they are and thus the harder
it is to replace components (Private communications, 2016). It is expected that mass
storage will not fail as frequently in the future, as HDDs are substituted by SSDs, which
have no moving parts (Private communications, 2016). However, there is evidence that
SSDs also degrade over time (Private communications, 2017).
From the industry point of view, the benefits of integrating components are; a more rigid
and uniform design of their devices, slimmer form factor and lower manufacturing costs.
For users, this means that components cannot be easily exchanged or upgraded by
themselves or by professional repair services (for reasonable costs). This may lead a
certain share of users to invest their money in a new device.
User preferences
Regarding end-users, the main inconveniences caused by a defective device are the loss
of productivity and the loss data (IDC, 2016). Defects and failures are also the main
motivations for buying a new notebook (Prakash et al., 2016b). A German-based internet
survey assessed the main reasons for replacing a notebook after first use. It differentiated
three main reasons:
the old device was defective;
the old device was malfunctioning or unreliable;
the old device was still functioning, but the user wanted a better one.
Figure 28 shows that the percentage of notebooks being replaced because they were
defective or malfunctioning increased over time whereas the percentage of still-functioning
notebooks being replaced with a better one decreased (Prakash et al., 2016b).
(
58
) https://www.heise.de/newsticker/meldung/Oeko-Logo-EPEAT-winkt-Ultrabooks-durch-1729666.html;
http://www.com-magazin.de/praxis/hardware/20-fakten-zu-ultrabooks-7388.html

70
Figure 28 — Reasons for replacing a notebook after first use (Prakash et al., 2016b)
In a survey by Forsa (2013) in Germany half of the respondents judged it to be important
that old computers can be upgraded with components with higher energy efficiency or
with higher performance. In the same survey 61 % of the people interviewed stated that
they would continue to use a notebook or tablet with a built-in battery even if the battery
was to break or lose capacity as long as they could bring it to an electronic shop and have
the battery replaced there directly on-site. Just 10 % of the survey participants would
send it to a repair service to exchange the battery and then continue to use the device
(Forsa, 2013).
Finally, Prakash et al. (2016b) surveyed the influence on the purchase decision of the
information provided by the original manufacturer (i.e. the availability of spare parts,
repair services, exchangeable parts and their lifetimes). Information about the lifetime
was rated to be important or very important by 45 % of the interviewees. Consumers
would even be willing to pay an additional price for a higher-quality product in the sense
of extending the product life. If no lifetime-related product information is available, the
majority of the interviewees chose the cheapest model (Prakash et al., 2016b). The survey
shows also that the information on the exchangeability of the battery leads to a clear shift
to buy a more expensive notebook, but also the ability to replace/repair the HDDs,
graphics processing unit (GPU) or mainboard has an effect on the buying decision (i.e.
shifting the decision from buying a cheaper notebook without exchangeable parts to
buying a more expensive notebooks with exchangeable parts). The survey finally shows
that the participants would prefer to buy a notebook with an exchangeable battery over a
notebook with built-in batteries.
Recommendations to improve reparability
Talens Peiró et al. (2016) discussed some possible criteria on reparability for computers:
‘computers should be designed such a way that key components (such as HDD/SSD,
memory, screen assembly and LCD backlight, keyboard and track pad, and cooling fan)
where used, are easily accessible and exchangeable by the use of universal tools’ (
59
)
(Talens Peiró et al., 2016). Suggestions provided by Dodd et al. (2014b) for Ecolabel
requirements were aligned to the proposals by Talens Peiró et al. (2016b) as: ‘All major
repairable/replaceable components of computers, if applicable, such as hard drive,
CD/DVD and Blue-ray drive, printed circuit board, memory, screen assembly, LCD
(
59
) Defined by the study as: widely used commercially available tools such as screwdrivers, spatulas, pliers, or
tweezers (Talens Peiró et al., 2016).
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2004 2007 2012/2013
Functioning but replaced with better one Defect Malfunctioning, unreliable
71
backlight, keyboard, track pad, rechargeable battery, cooling fan, catches and hinges shall
be easily accessible and exchangeable by the use of universal tools (i.e. widely used
commercially available tools)’. In order to prove compliance with the criteria above,
manufacturers should provide clear disassembly and repair instructions (e.g. hard or
electronic copy, video) and make them publicly available, to enable a non-destructive
disassembly of products for the purpose of replacing key components or parts for upgrades
or repairs (Talens Peiró et al., 2016). Additionally, a diagram showing the location of the
abovementioned components and how these can be accessed and replaced can be made
available in preinstalled user instructions and via the manufacturer website.
An additional suggestion could regard the distinction between components that can be
repaired and those which need to be replaced (e.g. for upgrade) (Dodd et al., 2016, 2015);
moreover repairs that can be carried out by consumers should be identified and clearly
distinguished by those that necessitate professional work for safety reasons and in respect
of warranty conditions (Dodd et al., 2016, 2015).
Initiatives
The Empowering Repair Co.Project (a collaboration between eBay, HP, and iFixit) aims to
populate a portal with product information to enable more efficient disassembly and
recycling of IT products (Ellen MacArthur Foundation, 2016). Other platforms are already
available with guidelines on how to repair EEE or reviews of products and scores
concerning their ease of repair. A method based on reparability scores has been developed
(e.g. by iFixit) based on the difficulty of opening the device, the types of fasteners found
inside and the complexity involved in replacing major components. Points are awarded for
upgradability, the use of non-proprietary tools for servicing, and component modularity
(Greenpeace, 2017).
Some manufacturers, such as HP, are committed to helping end-users extend the useful
lifespan of products, by freely sharing service manuals and providing a wide range of
service options and product warranties that enable people to repair their devices and
maintain product quality (Ellen MacArthur Foundation, 2016). From a study conducted by
Greenpeace (2017), 3 out of 17 brands assessed make the provision of spare parts and
repair manuals easy to access.
Availability of spare parts is also crucial to allowing the reparability of computers.
According to the Empowering Repair Co.Project, manufacturers should make spare parts
available to all interested parties for a period after manufacturing that reflects the potential
product life and for a price that reasonably reflects the part-production cost.
Summary
Surveys in Austria and Switzerland showed that the first-use time (products in use, time
until a replacement is bought) of notebooks is significantly shorter than the desired lifetime
(the time consumers desire the product to be functioning) (Thiébaud-Müller et al., 2017;
Wieser and Tröger, 2016). The most important reason for buying a new notebook is due
to defects or malfunctions — even more important than technical innovations or a lack of
performance. The most frequent failures in notebooks are keyboards, displays, batteries
and data storage. If those can be repaired or replaced easily many people would continue
to use the same notebook. Increased reparability has the potential to bring more
notebooks into a second or third life.
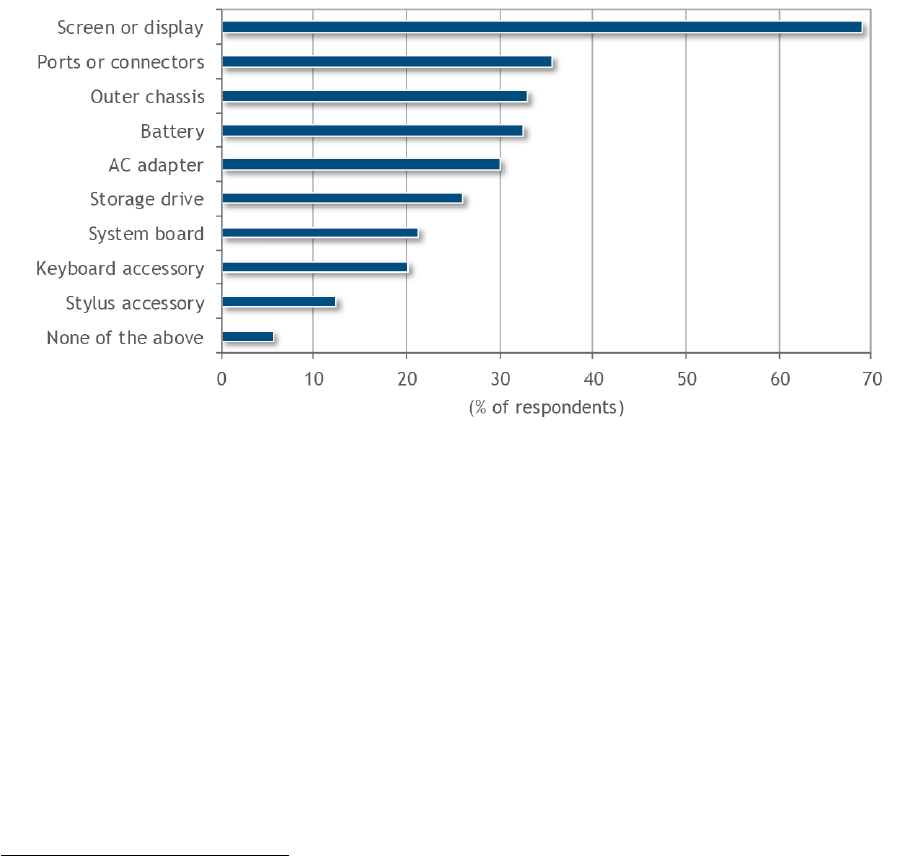
72
3.2.2 Reuse and repair of tablets
Main failures
According to repair inquiries on a German website (
60
) which compares repair prices and
services (repeated inquiries possible) visitors mainly inquire about repairs for tablet-
display defects. Display defects can include the following: an unresponsive touch screen,
a black screen, pixel errors, broken glass or touchscreen (not in order of number reported).
Other failures depend on the specific device (e.g. home button repair for some Apple
tablets or repair of subscriber identification module (SIM) card reader for some Samsung
tablets. Complementary findings can be retrieved from Knack (2016): the main common
quality issues for tablets are: broken pixels (dots or lines on the display), dust or other
dirt behind the screens, dust inside the camera, unresponsive touch screen and
overheating batteries. Samsung for example recalled 2.5 million devices after reports of
batteries exploding while charging (The New York Times, 2016).
Finally, as reported by the IDC (2016), the average annual failure rate observed in US
organisations for tablets is 15.7 %. The most damaged component was the screen,
followed by ports or connectors, the outer chassis and then the battery. On average,
workers lost about 4.2 working hours for tablet repairs (Figure 29).
Figure 29 — Most common components in tablets that suffered damage or breakage (IDC,
2016).
Design approaches and reparability
A non-destructive step-by-step disassembly analysis performed by Fraunhofer IZM
showed that among 21 analysed tablet computers, huge differences in the design
approaches of the various manufacturers can be found. These differences lead to a
significant variety of process steps required for opening the device, dealing with the types
of connections used, and the removal of the main components (such as the battery,
mainboard and display panel) as well as subassemblies (Nissen et al., 2013; Schischke et
al., 2014, 2013).
Tablets feature four main mechanisms to fasten the device, components and
subassemblies. The choice of fastener has significant influence on the time and difficulty
of the disassembly, component removal and reassembly, in particular those listed below.
(
60
) https://www.handyreparaturvergleich.de
73
— Screws are a good option in terms of opening, removal of parts and reversibility.
However, the number of screws and the variety of screws (different sizes and
heads) influence the disassembly time. Evidence from the disassembly trials show
that axially accessible screws are typically easier to remove than the one radially
accessible.
— Clips are considered a good option. However, the strength and the accessibility
influence the easy-and-damage-free opening of the device.
— Connectors are used for the electrical connections, e.g. to connect the display or
the battery to the mainboard. Connectors should be detachable as sometimes
disconnecting small connectors can be delicate work and lead to damage.
— Adhesives are a suboptimal solution for fastening the device housing as well as for
the main parts, in particular to attach the battery.
With respect to device opening, tablets feature three main principles — clips, screws, and
adhesives. Evidence from the interviews with two repair companies (iFixit, San Luis
Obispo, California and w-Support, Hartmannsdorf, Germany) indicates that screws are the
preferred option in terms of damage-free opening. If clips are used, the reversibility
depends mainly on their construction, robustness and their ability to disengage
simultaneously. The use of adhesives is suboptimal as it requires heating tools, which
could cause damage to temperature-sensitive components, e.g. the battery and some ICs.
In order to open the device without damage, multiple covers need to be separated such
as camera or speaker covers. In most cases device opening starts from the backside, thus
to reach the components on the opposite side — mainboard, battery and the display (last),
the disassembly has to proceed through the whole device (Nissen et al., 2013).
Two main design principles are used to fasten the battery. In the first case, the battery is
placed in a metal or plastic tray, which is attached (with an average of four screws) to the
device. In the second case, the battery is directly glued into the device. The disassembly
analysis of 21 tablets has shown that it is only after the tablet opening that the battery
can be located. In 17 out of 21 tablets a combination of screws and adhesives were used
to fix the battery in place. In 3 out of 21 tablets the battery wires were even soldered onto
the mainboard. In order to remove the battery, multiple disassembly steps are required
(between 3 and 10) (Nissen et al., 2013; Schischke et al., 2013).
With respect to repair, the glued option is suboptimal in terms of reversibility and safety
as it requires a careful approach in order to not damage the battery cells. Access to the
battery without the need to remove the mainboard is advantageous in terms of repair; it
increases the reversibility and speeds up the process of battery replacement. Batteries
with a connector cable to the mainboard are easier to replace than those with soldered
wires (Nissen et al., 2013).
With regard to mainboard removal, the disassembly study indicates that the use of
connectors allows for non-destructive removal of the mainboard. Easy access to
connectors (on the upper side of the boards) and screws (not hidden under tapes, access
from above) facilitate repair practice.
Moreover, tablets are particularly prone to being dropped, which makes the display a
particularly sensitive part. According to iFixit, breakage of the display is one of the most
frequent reasons for tablet repair (Schischke et al., 2014). An interesting finding is that
the damage can affect only the front glass and not the whole unit. Therefore, non-fusion
of the front glass with the display panel is a precondition for repair.
Therefore, easy access, dismantling and replacement of the display is of particular
relevance. The considerable amount of steps required to access the display complicates
the non-destructive part removal. In addition, working through the entire device increases
the risk of damaging other device subassemblies.

74
Figure 30 — Failed attempted to separate the front glass from the display panel (Schischke
et al., 2014)
A study of the literature formulated some general recommendations to facilitate the repair
of tablets, based on the analysis of product disassembly and interviews with iFixit and w-
Support (Schischke et al., 2014).
— Easy-to-open and reversible closing mechanism, optimal via several screws. Clips
might be used under the condition that they are robust and easy to disengage.
— A modular design, allowing for an easy-and-damage-free removal, as well as
substitution of subassemblies, especially the ones that are prone to accidental
damage. In general, all broken parts could be repaired under the condition that
they are easily disassembled from each other.
— Colour-coded screws and labelled cables inside the device.
— Non-fusion of front glass with the LCD unit.
— Absence of proprietary screws or fasteners.
— Application of zero-insertion-force (ZIF) connectors for the connection of the
battery and display with the mainboard; ribbon cables are also a possible
alternative.
— Mainboard fixing to the housing via three to a maximum of seven screws.
iFixit also reveals that, due to absence of available information about tablet opening,
usually the very first repair trial of a device just launched on the market causes
unnecessary damage, degrading the product’s value (Schischke et al., 2014). Thus,
information concerning tablet opening and repair is considered highly relevant (e.g. as the
repair Standard IEEE 18741 or oManual
61
– an open XML-based standard for semantic,
multimedia-rich procedural manuals). In addition, repair makes no sense if spare parts
are not made available from the manufacturers.
The same study identified that the following design features in tablets are suboptimal for
repair (Schischke et al., 2014).
— Attachment of numerous subcomponents to a damage-prone part: in that case, all
of the subcomponents have to be removed before the replacement of the respective
part.
— Adhering of housing, battery, mainboard or display.
61
See section 6.2.1 for further details.
75
— Multi-adhering of components, for instance when front glass, backlights and
digitisers are fused together. Breaking any of these parts will require the
replacement of the entire display panel.
76
4 Discussion and identification of hot spots and of
improvement opportunities
Sections 2 and 3 aimed to introduce the technical background and current situation of the
product group, concerning, in particular, market data, BoMs and also an analysis of current
and potential future practices concerning recycling and repair/reuse.
During this analysis, several hot spots, i.e. aspects of the product group that are relevant
from a material-efficiency perspective, were identified. Hot spots consist of, for example,
problems potentially encountered by EoL operators during the treatment of computers, or
design features of the products that facilitate (or hamper) disassembly or repair. Identified
hot spots are summarised in Table 22 for each product sub-group and organised among
three main material-efficiency aspects: recyclability, repairability/reusability and material
savings.
Some hot spots (for example the unknown content of indium in notebook and tablet
displays) or potential obstacles for the dismantling of integrated desktop computers, were
identified during the analysis of similar product groups (e.g. ‘electronic display’). With this
purpose a draft regulation for ecodesign implementing measures for electronic displays is
currently in preparation and it addresses some the aspects identified in Table 22.
Therefore, these aspects have been not elaborated further in the present study. Aspects
detailed in Table 22 are judged as relevant and these will be further explored in the
following sections. The table also clarifies which aspects are relevant for the product sub-
groups.
The following three sections are as follows.
— Proposals of actions to improve waste prevention (Section 5)
— Proposals of actions to enhance repair/reuse (Section 6)
— Proposals of actions to enhance recyclability (Section 7)
Each proposal is supported by a short introduction on the state of play and motivations
(Rationale), and is then discussed in terms of the feasibility of the action, focusing in
particular on the availability of standardised procedures or on the need for standardisation
work. Some of the authors observed that the absence of appropriate metrics and standards
has been a key barrier to material efficiency, and that specific standardisation needs can
be systematically identified, developing adequate metrics for performance measurements,
reliable and repeatable tests, and calculation procedures (Tecchio et al., 2017).
Finally an initial assessment of benefits/impacts for specific actions is presented. The initial
assessment has been developed considering the potential material savings and additional
flows of recycled materials obtainable thanks to material-efficiency measures that aim to
facilitate dematerialisation and a circular economy. We recall that material efficiency does
not directly regard resources used to produce energy, nor energy used during the lifecycle
of products (Tecchio et al, 2017).
Raw materials are crucial to Europe’s economy and essential to maintaining and improving
our quality of life. Securing reliable and unhindered access to certain raw materials is a
growing concern within the EU and across the globe. Examples of critical raw materials
include REE, indium and cobalt (Directorate-General for Internal Market, Industry,
Entrepreneurship and SMEs, 2016).

77
Table 22 — Summary of ‘hot spots’ of computer sub-product groups (as identified during the analysis of Sections 2 and 3)
Material-efficiency aspects and
sub-aspects
Identified hot spots
(divided by sub-product groups)
Non-mobile personal computers
Mobile personal computers
Desktop computers and
Integrated desktop computers
Notebooks and
Tablets
Waste
prevention
Lifetime of product
and components.
Limited lifetime of batteries.
Failure problems observed on computer components (e.g.
display panel, keyboard, data storage, battery, ports or
connectors, outer chassis).
Prevention of
material
consumption.
Presence of unnecessary external power supplies (EPS) in new
computers sold.
Repairability/reusability
Need for detailed information about the disassembly of certain
components, such as batteries, memories, data storage, display
panels.
Lack of information crucial for repair
Privacy issues due to data content (and needs for secure data deletion).
Recyclability
Ability to remove
components
containing
valuable and
hazardous
materials
For integrated desktop: Difficulties for the
dismantling of the display panel.
For compact desktop (mini desktops): possible
dismantling problems for the batteries (when
present).
Difficulties for the dismantling of certain components, such as
batteries, display panels, PCBs in various parts.
Recyclability of
plastics
High diversity of plastic with additives (including flame retardants (FRs)) in the whole product group makes difficult to
sort and recycle polymer at a sufficient quality.
Recyclability of
batteries
Identification and composition of batteries is not always clear by
recyclers hence creating inefficiency in the treatments and
material losses.
CRM content
Additional information on the content and location of certain CRMs could incentivise research and investments of new
technologies and process for their recycling.
78
4.1 EU Ecolabel and EU green public procurement criteria
Reports by Dodd et al. (2016, 2015) and Talens Peiró et al. (2016) were consulted to
understand which options were suggested for the revision of the EU Ecolabel and the EU
green public procurement (GPP) criteria of the product group. Talens Peiró et al. (2016),
in particular, developed specific criteria for the reparability and design for dismantling of
computers and electronic displays. Criteria for the EU Ecolabel were released officially
through the Commission Decision (EU) 2016/1371 of 10 August 2016, establishing the
ecological criteria for the award of the EU Ecolabel for personal, notebook and tablet
computers (European Commission, 2016).
This further analysis was done to understand which options could potentially be adopted
to address the hot spots of Table 22, even though mandatory requirements related to the
Ecodesign directive typically take into consideration verification methods which are
different from the ones applied for voluntary schemes.
A summary of the interested criteria of the Commission Decision (EU) 2016/1371 is given
hereinafter. These criteria, as well as findings from Dodd et al. (2016, 2015) and Talens
Peiró et al. (2016) were used to develop possible improvements under the ecodesign
directive, in Sections 5, 6 and 7.
Lifetime extension: durability testing of personal computers
Notebook computers must pass certain durability tests for the award of the EU Ecolabel.
Each device must be verified to function as specified and to meet the stipulated
performance requirements after performing some mandatory tests (specified in
IEC 60068, e.g. resistance to shock tests, resistance to vibration, drop tests) and
additional durability tests (temperature stress, screen resilience, water-spill ingress, etc.).
Lifetime extension: upgradability and reparability
Key components of personal computers (memories, mass-storage systems, screen
assembly and LCD backlight, keyboards, track pads and cooling fans) should be easily
accessible and exchangeable with the use of universal tools. Furthermore, rechargeable
batteries in mobile computers should be manually extractable, with no need of tools, and
information on how to separate the battery pack should be marked on the base cover of
the chassis. Exceptions were proposed for tablets, for which the extraction of the battery
would be allowed with a maximum of four steps (three for sub-notebooks and
Ultrabooks™) and the use of commercially available tools. The applicant is also asked to
provide clear disassembly and repair instructions.
End-of-life management: plastic components
Plastic components with a mass greater than 25 g for tablets and 100 g for all other
computers should be properly marked, including the presence of FRs. The polymer
composition can be identified by means of ISO 11469 and ISO 1043 markings.
End-of-life management: design for disassembly
Furthermore, key components (PCBs, internal power supplies, HDDs, batteries, etc.)
should be easily extracted from the product. A disassembly test must be carried out
according to the test procedure detailed in the Appendix of the Commission Decision (EU)
2016/1371. The test must record the number of steps required and the associated tools
and actions required to extract the key components.

79
5 Possible actions to improve waste prevention
According to the waste hierarchy set out by the European Commission (Directive
2008/98/EC, (European Union, 2008)), waste prevention has the first priority, before
preparing for reuse or recycling. Among the strategies to close (and slow) material loops,
design for reliability and durability and design for standardisation and compatibility are
key aspects (Bocken et al., 2016). As such, opportunities to eliminate or postpone factors
potentially leading to premature obsolescence of personal computers have a high priority
in legislation implementation.
5.1 Battery durability
5.1.1 Rationale
End-users want durable goods, such as notebooks, to last considerably longer than they
are currently used (Wieser and Tröger, 2016). Prakash et al. (2016b) surveyed the
influence of information provided by original manufacturers about the availability of spare
parts, repair services, exchangeable parts and lifetime on the purchase decision.
Information about the lifetime was rated as important or very important by 45 % of the
interviewees. Battery durability is considered by users to be a key feature: in a survey
conducted by the IDC (2010), 68 % of respondents confirmed that the battery lifetime on
their notebook computer was not sufficient for their business needs. Respondents also
indicated that 22 % of notebook computers required the purchase of a replacement
battery during its lifetime.
Therefore, increased battery durability becomes important considering the current trend
towards more-integrated devices, leading manufacturers to integrate batteries within
devices and abandoning the previously widespread slide-lock removal mechanisms.
Examples for this development were provided in Section 3.2 of this report. Manufacturers
design integrated batteries to improve the robustness of the whole device and to make
devices thinner, however end-users may face potential difficulties in replacing an
exhausted battery by themselves. Hence, battery durability is a more meaningful factor
than ever.
Information about battery durability
LIB inevitably lose a fraction of their full-charge capacity with every charge/discharge cycle
they go through (see Section 2.2.2). It has been shown that the capacity of some batteries
fades quicker than others (Clemm et al., 2016). To guarantee a minimum level of durability
and hence prevent premature waste generation, battery-cycle tests may be used to
determine the number of charging cycles a battery can withstand before its capacity fades
to a certain threshold.
Current legislation requires manufacturers of notebooks to provide data on the expected
cycle life of batteries in notebooks (Commission Regulation (EU) No 617/2013) (
62
). In a
non-exhaustive survey of the websites of notebook manufacturers it was found that only
two manufacturers provided such information (Apple (
63
) and HP (
64
)), only one of which
refers to specific notebook models. Furthermore, without a set of complementing
information on the methodology applied to determine the minimum number of charging
(
62
) 7.1 From 1 July 2014
‘7.1.1 Manufacturers shall provide in the technical documentation and make publicly available on free-
access websites the following information:
[…] (o) the minimum number of loading cycles that the batteries can withstand (applies only to notebook
computers)’ (Commission Regulation (EU) No 617/2013).
(
63
) https://support.apple.com/en-us/HT201585
(
64
) http://support.hp.com/us-en/document/c00596784

80
cycles, data cannot be considered meaningful. At the very least the following information
is required to put the number of charging cycles provided by the manufacturer in context:
— the definition of a charging cycle;
— the capacity threshold at which the battery is considered exhausted;
— the measurement methodology (e.g. a testing standard).
A cycle is defined as ‘an amount of discharge approximately equal to the value of design
capacity’ (SBS-IF, 1998), with design capacity referring to the theoretical capacity of a
new battery (pack) (also: ‘rated capacity’ during a 5-hour discharge, as declared by the
manufacturer). In practice, a charging cycle is often defined as discharging (possibly in
several partial-discharge events) and consequently recharging it to 100 % (e.g. Apple).
Information on the methodology and capacity threshold would allow for transparency as
well as a certain degree of comparability between the different cycle numbers
manufacturers provide for their devices. Ideally, a standardised methodology would be
stipulated to allow for greater transparency and comparability.
Battery durability in stationary use
A common use pattern for notebooks is stationary use, in particular in office environments.
Stationary use means non-mobile use, e.g. on a desk, and in grid operation, i.e. directly
plugged into a power outlet or using a docking station. As the battery is constantly
connected to the grid, the battery SoC is permanently close to 100 %. High SoC is known
to accelerate the ageing of LIB (Section 2.2.2). A study on the lifetime of notebook
batteries in the field found that 50 % of the notebook batteries in the offices of companies
or public administrations were cycled up to 30 times per year. Despite the low charging
frequency, a large share of the batteries had lost significant portions of their initial capacity
(Clemm et al., 2016). This is partly attributed to the high SoC during notebook use in grid
operation as well as other factors, such as increased temperatures when working in grid
operation and using a docking station in particular, among other factors. In conclusion,
the user should have the means to increase the durability of device batteries by preventing
a constantly high SoC when using their notebook in grid operation.
It is technically feasible to limit the SoC to which a notebooks battery is charged when
plugged into a power outlet via software tools. Several of the large notebook
manufacturers ship their devices with such software preinstalled (
65
). One of the features
of this software is the option to use battery-optimising modes. A software button (on/off
switch) allows the user to enable and disable a mode in which the battery is charged up
to a pre-defined or user-defined state of charge, commonly in the range of 50-70 % SoC.
Thus, a high SoC is prevented while using the notebook in grid operation, potentially
increasing battery durability at relatively low cost to the manufacturer.
When battery-optimising mode is not enabled, the software tool of one manufacturer will
recommend the user (via a pop-up message) enable battery-conservation mode, if the
device is used in grid operation (and 100 % SoC) for a predefined period (e.g. 2 hours).
The user can switch off battery-conservation mode and fully charge the battery if needed,
e.g. before using the device in mobile, battery-powered mode. The disabling of battery-
conservation mode can further be triggered at a certain time as defined by the user (e.g.
with a timer coupled to a calendar application). Battery-conservation mode is further
recommended when the device will not be used for a period of time, to decrease calendar
ageing of the battery.
(
65
) Examples are the Lenovo battery conservation mode, Dell battery meter, Sony battery care.

81
5.1.2 Possible improvements
Information about battery-cycle life
A minimum level of battery durability could be potentially established when information
about battery-cycle life are made available to end-users (e.g. in the user documentation),
with common testing rules. In a durability test for batteries, two main parameters consist
in the number of charge/discharge cycles and the remaining full-charge capacity compared
to the initial-charge capacity (SoH). So, the two possible ways to identify battery durability
are as follows.
─ Declaring the number of charging cycles device batteries can withstand before the
capacity fades to a set threshold.
─ Declaring the SoH of the battery (the remaining full-charge capacity compared to
the initial-charge capacity) after a predefined number of charging cycles.
The second option seems more practical, as the first option would disadvantage products
with higher durability, as more charging cycles are needed to reach the desired threshold.
The availability of information on battery-cycle life would help end-users to get an
indication on how long the battery in a specific device may last. This piece of information
may potentially be complemented with the manufacturing date of the battery. Moreover,
such a declaration on the cycle stability of the battery allows the comparability among
products of different manufacturers, and potentially pushing the market towards higher-
quality battery cells.
Therefore, batteries could be tested in accordance with the most recent version of the
Standard EN 61960 (
66
), and results could be communicated as the remaining full-charge
capacity of the battery compared to the initial-charge capacity, after a predefined number
of charge/discharge cycles (e.g. 300 and/or 500 cycles).
Standard EN 61960 defines secondary (
67
) (rechargeable) batteries (battery packs) and
cells as follows.
— Secondary lithium battery: ‘unit which incorporates one or more secondary lithium
cells and which is ready for use. It incorporates adequate housing and a terminal
arrangement and may have electronic-control devices’.
— Secondary lithium cell: ‘secondary single cell whose electrical energy is derived
from the oxidation and the reduction of lithium. It is not ready for use in an
application because it is not yet fitted in its final housing, terminal arrangement
and electronic-control device’.
According to Section 2.2.2, a remaining charge capacity of 80 % of the initial charge is
typically reached between 300-500 charge/discharge cycles, for consumer products
(Battery University, 2016a). Taking into consideration this evidence and the technological
progress (declarations of batteries that can be considered consumed after 1 000 cycles
are available (
68
)), it is reasonable to consider 300 and 500 charge/discharge cycles for
the declaration of the remaining charge capacity according to EN 61960 tests, and the
remaining charge capacity after 500 cycles as a possible parameter to be directly
communicated to users. Voluntary declarations about the SoH after a higher number of
cycles (e.g. 750 and/or 1 000 cycles) can be encouraged as well.
Battery manufacturers have a number of possible tests to evaluate battery-cycle life
following the Standard EN 61960. The test on battery life can be applied either at the
battery-cell level or at battery-pack level. Furthermore, non-accelerated or accelerated-
(
66
) IEC 61960:2011 Secondary cells and batteries containing alkaline or other non-acid electrolytes —
Secondary lithium cells and batteries for portable applications.
(
67
) IEC definition of a primary cell: ‘cell which is not designed to be electrically recharged’; IEC definition of a
secondary cell: ‘cell which is designed to be electrically recharged’ by way of a reversible chemical reaction
(IEC, 2017).
(
68
) https://support.apple.com/en-us/HT201585

82
test procedures are available. Specifically, Section 7.6.3. ‘Endurance in cycles at a rate of
0.5 I
t
A (accelerated-test procedure)’ is pointed out in order to reduce the burden of the
test requirements (as compared to the regular test procedure set out in Section 7.6.2.);
however, with this approach, batteries are subject to overstressed conditions and capacity
may fade quicker.
Tests conducted at the battery-pack level are closer to reality, considering that notebook
batteries are often composed of four or more cells. However, manufacturers may use the
same battery cells in different pack combinations, so testing a specific cell would give a
good indication of how all packs incorporating that cell behave. It is therefore
recommended to refer to the test for cells rather than for battery packs since single-cell
design may be used in multiple battery-pack designs.
Using the accelerated-test procedure, and assuming that battery charging takes 3.5 hours,
the test procedure for 500 cycles is estimated to result in the following time investments:
— charging: 3.5 hours
— idle time: 0.5 hours
— discharge: 2 hours
— time investment per cycle (sum): 6 hours
— time investment for 500 cycles: 125 days.
However, the non-accelerated-testing procedure can more realistically reproduce use
patterns of notebook and tablet computers, as the prescribed discharge rate of 0.2 C
69
(discharge within 5 hours) is much closer to the power consumption of such devices
compared to the discharge rate of 0.5 C in the accelerated-testing procedure.
Furthermore, private communications with manufacturers confirmed that non-
accelerated-testing procedures are commonly applied to batteries at the manufacturing
plant.
Under the assumption that battery charging takes 3.5 hours, the test procedure for 500
cycles is estimated to result in the following time investments:
— charging: 3.5 hours
— idle time: 0.5 hours
— discharge: 5 hours
— time investment per cycle (sum): 9 hours
— time investment for 500 cycles: 188 days.
It can be assumed that cell testing of cycle life takes place at the cell manufacturer rather
than the device manufacturer. It can further be assumed that cell manufacturers test their
cells before mass production, in part to provide specifications to their customers. Hence,
it can be assumed that certain testing data on cell cycle life and the applied methodology
is already available to the cell manufacturer and the additional burdens of a legislative
requirement in this context would be limited.
The information about battery durability, to be provided in the user documentation, can
be complemented by the following features of the battery:
— design capacity;
— voltage;
— date of manufacture;
— the capacity threshold at which the battery is considered exhausted;
— the definition of charge/discharge cycle and the measurement methodology used
for testing;
— explanation on how ambient temperature and battery SoC can impact the battery
lifetime;
69
Coulomb: it is the electric charge transported by a constant current of one ampere in one second.

83
— battery manufacturer.
Finally, this possible improvement was also based on and compared to what was proposed
for the revision of the EU Ecolabel criteria and EU GPP criteria for personal computers. The
authors of the background studies proposed that points be awarded for durable batteries.
Points were supposed to be achieved at different thresholds (including the here-proposed
threshold of 500 charge/discharge cycles), depending on when the battery reaches 80 %
of the initial full-charge capacity. For verification, the applicant must provide a test report
for the battery cells or packs showing compliance according to the EN 61960 (Dodd et al.,
2016). For the scope of the Ecodesign directive, instead, such a test report could be done
by a third-party laboratory to verify the compliance with what was declared by the
manufacturers.
Future developments may also consider establishing efficiency classes for the SoH of
batteries, using an ‘A-G grading system’, or similar. The collection of more extensive data
about batteries in the market (e.g. through a dedicated database) could help in building
such a grading system.
Battery lifetime optimisation
The durability of notebook batteries could be further improved by implementing a
preinstalled functionality which prevents battery-cell capacity to fade because of being
kept for a long time at a high SoC (see Section 2.2.2: between 90 and 100 %). This may
occur when the device is used stationary (i.e. in grid operation).
Manufacturers can develop in-house solutions (e.g. functionalities, or battery-charging
algorithms) for this problem, even if the literature review highlighted that a practical option
could be to limit the SoC of the battery to a specified value (e.g. 70 % or less compared
to the available full-charge capacity) whenever the device is used stationary (i.e. in grid
operation). In any case, the effectiveness of such a lifetime optimisation function can be
guaranteed if 1) manufacturers take action to inform the users of its existence and the
benefits, 2) end-users can have the option to temporarily disable the limit on SoC (
70
), but
cannot have the option of setting limits on the SoC that potentially reduce the battery
lifetime, decided by manufacturers.
Such a function could also be used to provide information about the battery features to
end-users, such as:
— current SoC;
— current SoH (as the current full-charge capacity compared to the design capacity);
— number of charge/discharge cycles the battery has already gone through;
— battery temperature;
— battery chemistry;
— other features of the battery (see the list of complementary information to be
provided in the user documentation for battery durability).
5.1.3 Initial assessments of benefits/impacts (battery lifetime
optimisation)
Increased battery durability potentially increases the time the battery can be used in a
notebook (or tablet) before losing as much capacity as to be considered as having reached
its EoL. Thus, either the replacement of the device battery is delayed, or even the disposal
of the entire device is delayed. This may prevent the waste-and-environmental impacts
associated with recycling as well as the manufacturing of a replacement battery.
(
70
) For a limited amount of time (e.g. until the next restart of the computer).
84
As can be derived from Figure 3, the lower the SoC of a battery when in storage (without
cycling), the higher its durability will be. Depending on the SoC, the capacity of the tested
cells fades to 80 % full-charge capacity after varying times:
— SoC of 95 % after less than 300 days,
— SoC of 80 % after around 300 days,
— SoC of 70 % after around 400 days,
— SoC of 50 % after more than 500 days.
The testing by Schmalstieg et al. (2014) has been carried out under conditions of elevated
temperature (50 °C) to speed up the observable effects of calendar ageing at varying SoC.
However, by deriving a factor which describes how much capacity fade is prevented by
capping the SoC, the actual number of days in the accelerated test can be ignored to
establish the following simplified scenarios.
Scenario A: A notebook computer is permanently used in grid operation. Assuming that
a software to limit the SoC in grid operation limits the SoC, the battery durability may be
increased as follows.
— SoC limit at 70 % may increase battery durability by factor [400 days/300 days =]
1.34.
— SoC limit at 50 % may increase battery durability by factor [500 days/300 days =]
1.67.
Scenario B: A notebook computer is used 75 % of the time in grid operation and 25 %
mobile on battery power. The effect of SoC limit would only account for the share of grid
operation. Hence, if the SoC is capped at 70 % during grid operation, the durability is
increased by factor 1.26 (calculation below). If SoC is capped at 50 %, the factor is 1.50.
— SoC limit at 70 % may increase battery durability by factor [(0.75 * 1.34) + (0.25
* 1) =] 1.26
— SoC limit at 50 % may increase battery durability by factor [(0.75 * 1.67) + (0.25
* 1) =] 1.50
Scenario C: A notebook computer is used 50 % in grid operation and 50 % mobile on
battery power. The effect of SoC limit will only account for the share of grid operation.
Hence, if the SoC is capped at 70 % during grid operation, the durability is increased by
factor 1.17 (calculation below). If SoC is capped at 50 %, the factor is 1.34.
— SoC limit at 70 % may increase battery durability by factor [(0.5 * 1.34) + (0.5 *
1) =] 1.17
— SoC limit at 50 % may increase battery durability by factor [(0.5 * 1.67) + (0.5 *
1) =] 1.34
Prakash et al. (2016c) investigated the effect of extending the lifetime of notebooks used
in public administration for a total useful life of 6 years instead of 3 years. In their
assumptions, the authors estimated that battery replacement is necessary in 50 % of
notebook computers to allow such a lifetime extension. This assumption can be converted
into a value of 1.5 batteries/mobile computer, and was here adopted to build a base-case
scenario in which the lifetime of notebooks, according to Table 2, is considered to be
5 years on average. The average mass of a notebook battery was assumed to be 259.6 g
(according to Table 14) while its average composition was derived from Table 17.
In our assessment, we considered the projection of shipments of notebooks in 2020 (about
41.7 million of products), and that the average mass and the average composition of
batteries are kept constant over time. The market projection for notebooks was gathered
from Table 1.
We estimated the benefit of battery-optimisation software with the following parameters.
— Base-case scenario: no use of battery-optimisation software and need for batteries
for each notebook computer set to 1.5 batteries.

85
— Scenario B: notebooks working in grid operation 75 % of the time, SoC limits 70 %
and 50 %.
— Scenario C: notebooks working in grid operation 50 % of the time, SoC limits 70 %
and 50 %.
Scenario A (notebooks working in grid operation 100 % of the time) was not considered
realistic. With these assumptions, it was possible to estimate the material saving
achievable thanks to the adoption of scenarios B and C instead of the base-case scenario,
where no battery-conservation software is used. Results are presented in Table 23. Table
23 provides the total mass of materials that can potentially be saved, as well as specific
savings of cobalt (Co), lithium (Li), nickel (Ni) and copper (Cu), compared to the base-
case scenario.
Table 23 — Material savings (batteries in million units/year, materials in t/year)
achievable when a battery-optimisation software is implemented in notebooks.
Future scenarios
Scenario B
Scenario C
cap 70 %
cap 50 %
cap 70 %
cap 50 %
Notebook batteries (million
units/year)
12.9
20.8
9.1
15.9
Cobalt, Co (t/year)
281
454
198
346
Lithium, Li (t/year)
60
97
42
74
Nickel, Ni (t/year)
131
211
92
161
Copper, Cu (t/year)
452
730
318
556
Other (t/year)
2 424
3 915
1 707
2 980
Total (t/year)
3 347
5 407
2 357
4 116
The yearly rate of material saving (
71
) estimable with these hypotheses ranges between
2 357 t and 5 407 t. In the best conditions (Scenario B and SoC limit set to 50 %), about
454 t of cobalt, 97 t of lithium, 211 t of nickel and 730 t of copper can be saved every
year.
A SoC limit set to 50 % would bring the highest material savings, however would also limit
the autonomy of the notebook battery once it is not used in grid operation. A SoC limit set
to 70 %, instead, would allow a higher autonomy in case the notebook battery is not used
in grid operation, but implying reduced material savings. Manufacturers could actively
develop more developed in-house functionalities to prevent the battery to remain at full
charge when the notebook is in grid operation, and to enable one or more limits on the
battery state of charge (SoC) when the notebooks is in grid operation.
5.1.4 Other potential benefits (information about battery-cycle life)
The assessment of the potential benefits related to the communication of the remaining
full-charge capacity of the battery compared to the initial-charge capacity, after a
predefined number of charge/discharge cycles, is characterised by higher uncertainty, for
both notebooks and tablets. As reported in Section 2.2.2, a battery is considered
exhausted when its capacity reaches 80 % of original capacity. However, batteries can
continue to be used even below 80 % capacity, although the runtime of the device will be
decreased. This can be reached after 1 000 charge/discharge cycles, for high-quality
products, but typically it is reached between 300-500 charge/discharge cycles. It is
(
71
) Scenarios do not consider the amount of materials lost through refining, processing and manufacturing.
86
assumed that declaring the performance of the battery would boost the competition among
battery manufacturers, resulting in more durable products.
An average value of 1.5 batteries/mobile computer (notebooks and tablets) was again
assumed as base case, and two hypothetical scenarios in which the value is decreased to
1.4 and 1.3 batteries/mobile computers. With these hypotheses, and considering
notebooks and tablets sold in 2020, 2025 and 2030, as in Table 1, the replacement of 4.1-
8.1 million batteries/year for notebooks and 3.8-7.5 million batteries/year for tablets can
potentially be avoided. The total saving of materials can be estimated in the range 1 560-
3 050 t/year. Nonetheless, we highlight that further work is needed to estimate the
potential improvement in battery durability.
87
5.2 Decoupling external power supplies from personal computers
5.2.1 Rationale
EPS represent a very significant percentage of the whole weight and materials used for
ICT (estimated to be in the range 10-20 %), thus it is important to set specifications for
materials and EoL compatibility, in order to minimise their impact on the environment
(ITU-T L.1002, 2016).
The rationale for this section is to promote the reuse of EPS by means of the following.
— The adoption of interoperable and common EPS (as described in Section 2.5),
which makes the service life of an EPS independent from the product’s useful life.
— The progressive decoupling of products and EPS, which intends to promote the
reuse of EPS already available by the end-users.
Material savings can be achieved thanks to the reduced production and delivery of new
EPS and the consequent reduction in electronic waste. As reported in Section 2.3.4, an
EPS supplies power to notebooks, tablets, and other devices that do not contain internal
components to derive the required voltage and power directly from the grid. The function
carried out by EPS is to transfer power to the device by converting voltage and current
characteristics from the grid to the desired load levels. Therefore, reuse of EPS is possible,
when the power output and other main features (e.g. interfaces, connectors, energy
efficiency, no-load power or safety) are compatible with multiple ICT devices.
An example of EPS reusability thanks to compatible specifications is represented by the
mobile-phone sector. A memorandum of understanding (MoU) was recently signed
between the European Commission and 14 electronics manufacturers. The agreement is
for the harmonisation for all EPS for data-enabled telephones and hence enables the
reusability of the EPS. As reported by Cucchietti et al. (2011), a common EPS would bring
benefits to manufacturers, vendors and customers; the latter category, in particular, would
be able to share just one charger for more than one device. Manufacturers and vendors
would be able to ship and sell their devices without the charger in the package, with
potential material savings due to the reduced use of materials and impacts for transport
and distribution (about 90 % of EPS are manufactured in Asia (Risk & Policy Analysts
Limited, 2014)) and the box containing a new mobile phone can be around 25 % lighter
when an EPS is not included.
Back to the computer product group, as little as 10 years ago, it was observed that efficient
EPS are getting smaller, lighter in weight, and more convenient to store and transport (Bio
Intelligence Service, 2007). PCBs used in EPS were characterised as low-grade
(< 200 ppm gold), the classification used for low mass of valuable materials (Dimitrova,
2012; Goosey and Kellner, 2002). Nowadays, efficient EPS operate at cooler temperatures,
contain fewer parts, and are likely to result in greater product reliability (Bio Intelligence
Service, 2007); it is also possible to find EPS for notebooks with a weight of 85 g, and an
output power of 65 W (FINsix®, 2016) on the market. Moreover, new EPS would not have
large transformers or capacitors (EPS based on the switching-mode technology do not
require such components), and would be characterised by smaller size and weight, thanks
to technological innovation and to more integrated and miniaturised components
(Dimitrova, 2012). The PCBs of EPS could potentially be processed by dedicated recycling
processes to optimise the recycling output, but due to the complex dismantling required
and the small quantity of valuable materials, this becomes not viable economically (Sarkis,
2001).
With these preconditions, it seems reasonable to promote the reuse of EPS for personal
computers in order to extend the lifetime and therefore to enhance material savings.
According to the Risk & Policy Analysts Limited (2014) study, the harmonisation of EPS for
portable electronic devices would affect manufacturers in different ways.
88
— There would not be significant costs on the manufacturers of portable electronic
devices.
— Significant impacts on competition, competitiveness, trade and investment flows
are not expected.
— Harmonisation might slow down innovation, according to some stakeholders
consulted by the authors.
— Manufacturers of chargers and cables could potentially benefit from the use of more
expensive components, but are also likely to incur revenue losses due to increased
decoupling.
5.2.2 Possible improvements
The provision of information on the EPS specifications and the presence/absence of the
EPS in the packaging of notebooks and tablets could potentially enhance the reuse of
available EPS, and hence result in a significant reduction in material consumption for the
production of unnecessary power supplies and for the treatment of electronic waste. This
information provided to end-users could promote the use of common EPS across different
devices. Material savings can potentially be achieved thanks to reductions in production,
packaging, transport and distribution.
Such information can be conveyed to end-users through the user documentation and a
logo (e.g. on the packaging). For personal computers that use an EPS the information
could include the required power-supply specifications, namely voltage, current and rated
output power.
The main goal of the logo could be to indicate the presence or absence of the EPS within
the packaging. If it is present the end-user can be informed through the user
documentation about the possibility to use the contained EPS with other devices and
compatibly with the EPS specifications. Vice versa; if the EPS is absent the user
documentation can notify the user about the possibility to use an alternative suitable EPS
which meets the device specifications. The user documentation should also inform about
the type of connector required to interface the EPS with the device.
Labelling schemes can be based on standards and recommendations. In particular, the
specifications of the common EPS should include the following.
— The recommended types of device that can be connected (e.g. notebooks, tablets).
— Input voltage type, input voltage range, frequency range and maximum input
current.
— Output voltage, current and power ranges, with efficiency of power conversion.
Standards can be used and can be further developed to illustrate the interoperability of
common EPS for use with notebooks and/or tablets.
IEC/TS 62700 (2014) (DC power supply for notebook computers), Standard
IEEE Std 1823 (2015) (Standard for universal power adapter for mobile devices) and
Recommendation ITU-T L.1002 (External universal power adapter solutions for portable
ICT devices) represent relevant sources to illustrate the common charging capability and
interface requirements for the EPS, as in the case of IEC 62684 (2011) developed for data-
enabled mobile telephones.
5.2.3 Initial assessments of benefits/impacts
The initial assessment was based on future scenarios in which electronic devices
(notebooks and tablets) and EPS are gradually decoupled, meaning that a certain
percentage of products put on the market will not include an EPS in the packaging. Future
scenarios were estimated by the authors of this report.
The same EPS may be used by different types of products which are compatible with the
power-supply specifications (e.g. notebooks and tablets, but also smartphones and other

89
electronic devices). In order to assess potential benefits related to the decoupling of EPS
from personal computers, two scenarios have been developed, one related to EPS in
notebooks and another for EPS in tablets. In this context, these scenarios do not take into
account that the harmonisation of power specifications could bring about the common use
of the same EPS for tablets and notebooks. These devices used to have different power
requirements (lower for tablets and higher for notebooks), and assessment concerning
these products have also been considered separately in previous research (Risk & Policy
Analysts Limited, 2014). Nowadays however, many notebooks can work with a power
requirement of less than 100 W, and the USB type-C specifications allow scalable power
up to 100 W (
72
). However, due to the lack of input data, it was not possible to estimate
the number of notebooks and tablets that can potentially share the same EPS. Thus, this
section does not consider the possibility of using the same common EPS for both notebooks
and tablets and assumes that the technology of the common EPS would be based on micro-
USB connectors, although notebooks and tablets could also rely on standard-USB
connectors.
Risk & Policy Analysts Limited (2014) focused on the harmonisation of EPS for portable
electronic devices and found that micro-USB was barely used for charging devices, as it
would be subject to power output limitations. Harmonisation would be more feasible given
the release of IEC/TS 62700 (2014), the Standard IEEE 1823 (IEEE, 2015) and the
Recommendation ITU-T L.1002 (2016).
Scenarios used in previous studies for mobile phones
According to the Risk & Policy Analysts Limited (2014) report, two scenarios were drawn
in order to study the product group of mobile phones, differentiating between possible
action taken by the European Commission. In the first one (namely ‘Scenario 2 %’), the
European Commission was supposed only to encourage discussions among manufacturers
of the relevant devices, with the goal of facilitating a consensus on the use of a common
EPS; as a result, 2 % of devices were supposed to be sold without a charger, based on an
extrapolation of the current decoupling trend (device and EPS) for mobile phones. In the
second one (namely ‘Scenario 50 %’), the European Commission was supposed to propose
legislation requiring that devices use the common EPS; in this case 50 % of mobile phones
were supposed to be sold without a charger. 50 % represents the highest possible
decoupling rate, basing the estimates on the current levels of ownership of mobile phones
and expected charging behaviour of consumers.
Scenarios developed for notebooks and tablets
The assessment of potential benefits related to the proposed action was built considering
the European market projections for notebooks and tablets of Table 1, Section 2.1.
Average masses of 114 g and 440 g were considered for EPS used by tablets and
notebooks respectively, according to Risk & Policy Analysts Limited (2014). The
composition of the two power supplies was retrieved from Table 13, taking into account
the ‘60 W notebook’ for the tablet EPS composition, and the ‘90 W notebook’ for the
notebook EPS composition (Bio Intelligence Service, 2007; Dimitrova, 2012). The average
composition of electronics in EPS for tablets and notebooks has been retrieved from the
values of Table 11.
The assessment was developed on different scenarios for years 2020, 2025 and 2030.
Compared to the study of Risk & Policy Analysts Limited (2014), where only the two
‘Scenario 2 %’ and ‘Scenario 50 %’ were considered as extreme situations (the first
representative of the state of play and the second representative of the best result
(
72
) The USB power delivery is capable of delivering up to 100 W with the standard USB connector and up to 60
W with the micro-USB connector.
90
obtainable thanks to direct legislative action from the European Commission), the current
assessment also developed some intermediate scenarios.
— Scenario 10 % and Scenario 20 %: expected range of decoupling of products and
EPS potentially obtainable thanks to EPS labelling.
— Scenario 30 % and Scenario 40 %: optimistic range of decoupling obtainable
thanks to a more stringent actions.
For each decoupling percentage, material saving is calculated, as the total mass of EPS
not produced and not shipped with the given volume of notebooks and tablets.
Assessments do not take into consideration the environmental impact/benefit of transport,
packaging, use phase and EoL. Inefficiencies occurring during the production phase (e.g.
generated scraps) were not taken into consideration.
Results are shown in Figure 31. Histograms were built for the 3 years considered (2020,
2025 and 2030), representing the estimation of the amount of materials saved (annual
reduction) thanks to the decoupling of devices (tablets and notebooks) and EPS. When
considering the expected range of decoupling potentially obtainable thanks to the
proposed labelling (Scenarios 10 % and 20 %), about 2 300-4 500 t of materials could be
saved every year, considering the estimated sales of tablets and notebooks. We highlight
a slight difference in values in 2020, 2025, 2030, as according to the source of data for
market projections, shipment and sales will be stable for the two product categories over
the considered time horizon (Viegand Maagøe and VITO, 2017). Indeed, looking at the
chart for the year 2030, and considering Scenarios 10 % and 20 %, the estimated potential
savings of materials are in the range of 2 295-4 591 t/year (80 % allocated to the
notebook product group, 20 % allocated to the tablet product group). This result is 4-6
times higher than the associated reduction in the consumption of raw materials calculated
by Risk & Policy Analysts Limited (2014) for the decoupling of mobile phones from their
chargers, in the EU market from 2011 to 2013.
Table 24 and Table 25 provide an overview of the specific material saving divided by
material category (we identified four main material categories, according to the study
conducted by Bio Intelligence Service, namely plastics, ferrous metals, non-ferrous metals
and electronics). Table 26 and Table 27 were built using the information from Table 11
(Section 2.3.2) and the results of Table 24 and Table 25, in which only the category
‘electronics’ was considered. Taking into consideration these assumptions, it was possible
to estimate the specific material saving due to the avoided production of electronics,
highlighting some precious metals and CRMs (e.g. silver, gold, beryllium, cobalt,
chromium, copper, gallium, palladium and antimony).

91
Figure 31 — Potential material saving (t/year) in 2020, 2025 and 2030, divided by product
categories: notebooks and tablets.
367
1,833
3,666
5,499
7,332
9,165
91
457
913
1,370
1,827
2,284
0
2000
4000
6000
8000
10000
2% 10% 20% 30% 40% 50%
Material saving (tonnes/year)
Decoupling rate
Potential resource saving - 2020
Notebooks Tablets
366
1,828
3,656
5,485
7,313
9,141
92
458
916
1,373
1,831
2,289
0
2000
4000
6000
8000
10000
2% 10% 20% 30% 40% 50%
Material saving (tonnes/year)
Decoupling rate
Potential resource saving - 2025
Notebooks Tablets
367
1,837
3,673
5,510
7,346
9,183
92
459
918
1,377
1,835
2,294
0
2000
4000
6000
8000
10000
2% 10% 20% 30% 40% 50%
Material saving (tonnes/year)
Decoupling rate
Potential resource saving - 2030
Notebooks Tablets

92
Table 24 — Material savings [t/year] divided by category (plastics, ferrous metals, non-
ferrous metals, electronics). Notebooks.
Notebooks — Material savings divided by category [t/year]
Decoupling scenario
2 %
10 %
20 %
30 %
40 %
50 %
2020
Plastics
115
574
1 148
1 722
2 296
2 870
Ferrous metals
3
14
28
42
56
70
Non-ferrous metals
86
430
861
1 291
1 722
2 152
Electronics
163
815
1 629
2 444
3 258
4 073
2025
Plastics
114
572
1 145
1 717
2 290
2 862
Ferrous metals
3
14
28
42
56
69
Non-ferrous metals
86
429
859
1 288
1 717
2 146
Electronics
162
812
1 625
2 437
3 250
4 062
2030
Plastics
115
575
1 150
1 725
2 300
2 875
Ferrous metals
3
14
28
42
56
70
Non-ferrous metals
86
431
862
1 294
1 725
2 156
Electronics
163
816
1 632
2 449
3 265
4 081
Table 25 — Material savings [t/year] divided by category (plastics, ferrous metals, non-
ferrous metals, electronics). Tablets.
Tablets — Material savings divided by category [t/year]
Decoupling scenario
2 %
10 %
20 %
30 %
40 %
50 %
2020
Plastics
30
148
295
443
590
738
Ferrous metals
1
3
7
10
14
17
Non-ferrous metals
28
139
278
417
556
695
Electronics
33
167
333
500
667
834
2025
Plastics
30
148
296
444
592
740
Ferrous metals
1
3
7
10
14
17
Non-ferrous metals
28
139
279
418
557
696
Electronics
33
167
334
501
668
835
2030
Plastics
30
148
297
445
593
742
Ferrous metals
1
3
7
10
14
17
Non-ferrous metals
28
140
279
419
558
698
Electronics
33
167
335
502
670
837

93
Table 26 — Material savings divided by substance [t/year]. Notebooks (only the mass of
electronics was considered for this assessment).
Notebook electronics — Material savings divided by substance [t/year]
Decoupling scenario
2 %
10 %
20 %
30 %
40 %
50 %
2020
Ag
0.18
0.90
1.79
2.69
3.58
4.48
Au
0.03
0.16
0.33
0.49
0.65
0.81
Be
0.02
0.08
0.16
0.24
0.33
0.41
Co
0.02
0.08
0.16
0.24
0.33
0.41
Cr
0.57
2.85
5.70
8.55
11.40
14.26
Cu
30.95
154.77
309.55
464.32
619.10
773.87
Ga
0.00
0.01
0.02
0.02
0.03
0.04
Pd
0.03
0.16
0.33
0.49
0.65
0.81
Sb
0.49
2.44
4.89
7.33
9.78
12.22
2025
Ag
0.18
0.89
1.79
2.68
3.57
4.47
Au
0.03
0.16
0.32
0.49
0.65
0.81
Be
0.02
0.08
0.16
0.24
0.32
0.41
Co
0.02
0.08
0.16
0.24
0.32
0.41
Cr
0.57
2.84
5.69
8.53
11.37
14.22
Cu
30.87
154.37
308.73
463.10
617.46
771.83
Ga
0.00
0.01
0.02
0.02
0.03
0.04
Pd
0.03
0.16
0.32
0.49
0.65
0.81
Sb
0.49
2.44
4.87
7.31
9.75
12.19
2030
Ag
0.18
0.90
1.80
2.69
3.59
4.49
Au
0.03
0.16
0.33
0.49
0.65
0.82
Be
0.02
0.08
0.16
0.24
0.33
0.41
Co
0.02
0.08
0.16
0.24
0.33
0.41
Cr
0.57
2.86
5.71
8.57
11.43
14.28
Cu
31.01
155.07
310.14
465.22
620.29
775.36
Ga
0.00
0.01
0.02
0.02
0.03
0.04
Pd
0.03
0.16
0.33
0.49
0.65
0.82
Sb
0.49
2.45
4.90
7.35
9.79
12.24

94
Table 27 — Material savings divided by substance [t/year]. Tablets (only the mass of
electronics was considered for this assessment).
Tablet electronics — Material savings divided by substance [t/year]
Decoupling scenario
2 %
10 %
20 %
30 %
40 %
50 %
2020
Ag
0.04
0.18
0.37
0.55
0.73
0.92
Au
0.01
0.03
0.07
0.10
0.13
0.17
Be
0.00
0.02
0.03
0.05
0.07
0.08
Co
0.00
0.02
0.03
0.05
0.07
0.08
Cr
0.12
0.58
1.17
1.75
2.33
2.92
Cu
6.33
31.67
63.35
95.02
126.69
158.37
Ga
0.00
0.00
0.00
0.01
0.01
0.01
Pd
0.01
0.03
0.07
0.10
0.13
0.17
Sb
0.10
0.50
1.00
1.50
2.00
2.50
2025
Ag
0.04
0.18
0.37
0.55
0.74
0.92
Au
0.01
0.03
0.07
0.10
0.13
0.17
Be
0.00
0.02
0.03
0.05
0.07
0.08
Co
0.00
0.02
0.03
0.05
0.07
0.08
Cr
0.12
0.58
1.17
1.75
2.34
2.92
Cu
6.35
31.75
63.50
95.24
126.99
158.74
Ga
0.00
0.00
0.00
0.01
0.01
0.01
Pd
0.01
0.03
0.07
0.10
0.13
0.17
Sb
0.10
0.50
1.00
1.50
2.01
2.51
2030
Ag
0.04
0.18
0.37
0.55
0.74
0.92
Au
0.01
0.03
0.07
0.10
0.13
0.17
Be
0.00
0.02
0.03
0.05
0.07
0.08
Co
0.00
0.02
0.03
0.05
0.07
0.08
Cr
0.12
0.59
1.17
1.76
2.34
2.93
Cu
6.36
31.82
63.64
95.47
127.29
159.11
Ga
0.00
0.00
0.00
0.01
0.01
0.01
Pd
0.01
0.03
0.07
0.10
0.13
0.17
Sb
0.10
0.50
1.00
1.51
2.01
2.51

95
5.3 Durability testing for personal computers
5.3.1 Rationale
Broadly, there are often differences between traditional and commercial notebooks,
tablets, and handheld devices. Consumer products typically look more fashionable but are
built to less-robust specifications than commercial-focused products. Conversely,
commercial-focused products have traditionally been more staid in design, but they are
built to endure slightly more robust use (IDC, 2016).
As mentioned in Section 3, the two most recurring accidents for both notebooks and
tablets occur because of the following.
— The computer was dropped while being carried or fell off desk or table while in
use.
— Liquid was spilled on the computer.
Possible options to improve the durability performance of personal computers may be
related to resistance to falls (or other mechanical shocks) and resistance to water. This
section provides examples of testing methods for ruggedness and robustness of notebooks
and standardised methods to test resistance to water.
Resistance to drops/falls and shocks
Notebook manufacturers developed testing methods for ruggedness and robustness of
notebooks partially based on the US Military Standard 810 G (
73
). The MIL-STD-810 G test
method standard is intended to help organisations in preparing tests to evaluate how well
a particular piece of equipment can perform in the field. The standard outlines dozens of
test methods, each associated with a source of environment stress, such as vibration,
moisture, dust, extreme temperatures, or humidity. While there is no one recommended
(or required) list of tests for device categories, most major computer vendors generally
perform between 5 and 8 tests (HP, 2015).
For the durability of the screen for example, the manufacturers mainly perform the
following tests which partially go beyond or differ from the tests set in the military standard
and for which they have developed their own testing equipment and facilities (ASUS, 2016;
HP, 2015; Lenovo, 2016; Samsung, 2015): (corner) drop test; torsion (twist) test; impact
(weight drop) test; compression test; hinge-cycling test.
Manufacturers use those test routines to improve the design of notebooks and thus make
them more durable. This can include more robust components, better layouts and
improved junctions between components. Furthermore, notebook computers must pass
certain durability tests for the award of the EU Ecolabel (European Commission, 2016),
and similar requirements were also developed in the context of the EU GPP scheme, where
points are awarded for products that have passed durability tests carried out according to
IEC 60068, US MIL810G or equivalent (Dodd et al., 2016).
Another group of standards is the EN 60068 series for testing of environmental stress on
electronic components and products. Table 28 shows some of the testing procedures which
could be used to assess the robustness of computers.
(
73
) http://everyspec.com/MIL-STD/MIL-STD-0800-0899/MIL-STD-810G_CHG-1_50560/
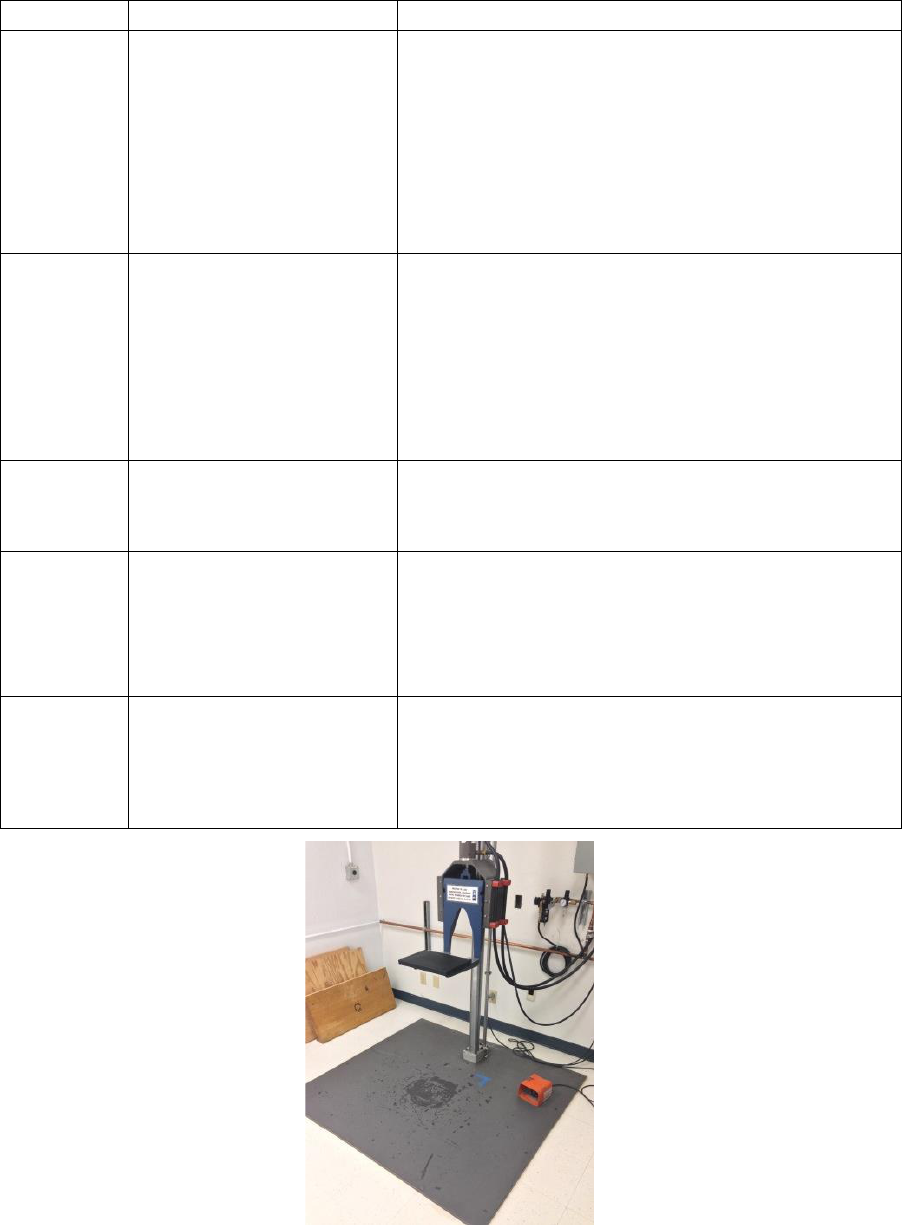
96
Table 28 — Testing procedures of the EN 60068 series.
Standard
Title
Test description
EN 60068-
2-6
Environmental testing —
Part 2-6: Tests — Tests
Fc: Vibration (sinusoidal)
(IEC 60068-2-6:2007)
This part of IEC 60068 gives a method of test which
provides a standard procedure to determine the
ability of components, equipment and other articles,
hereinafter referred to as ‘specimens’, to withstand
specified severities of sinusoidal vibration. If an item
is to be tested unpackaged it is referred to as a test
specimen. However if the item is packaged then the
item itself is referred to as a product and the item
and its packaging together are referred to as a test
specimen.
EN 60068-
2-7
Basic environmental
testing procedures — Part
2: Tests; test Ga and
guidance: Acceleration,
steady state (IEC 60068-
2-7:1983 + A1:1986)
To prove the structural suitability and the
satisfactory performance of components, equipment
and other electrotechnical products, hereinafter
referred to as ‘specimens’, when subjected to forces
produced by steady acceleration environments
(other than gravity) such as occur in moving
vehicles, especially flying vehicles, rotating parts
and projectiles, and to provide a test of structural
integrity for certain components.
EN 60068-
2-27
Environmental testing —
Part 2-27: Tests — Test Ea
and guidance: Shock
(IEC 60068-2-27:2008)
This part of IEC 60068 provides a standard
procedure for determining the ability of a specimen
to withstand specified severities of non-repetitive or
repetitive shocks.
EN 60068-
2-31
Environmental testing —
Part 2-31: Tests — Test
Ec: Rough handling
shocks, primarily for
equipment-type specimens
(IEC 60068-2-31:2008)
This part of IEC 60068 deals with a test procedure
for simulating the effects of rough handling shocks,
primarily in equipment-type specimens, the effects
of knocks, jolts and falls, which may be received
during repair work or rough handling in operational
use.
EN 60068-
2-75
Environmental testing —
Part 2-75: Tests — Test
Eh: Hammer tests
(IEC 60068-2-75:2014);
German version EN 60068-
2-75:2014
This part -2-75 of IEC 60068 provides three
standardised and coordinated test methods for
determining the ability of a specimen to withstand
specified severities of impact.
Figure 32 — Picture of a drop test applied to a notebook (Westpak, 2013).
97
Resistance to water
The keyboard, the display, the display-cover (including frame joints) and the casing of
consumer notebooks are the components most prone to fail due to falls/drops or liquid
spillage.
Regarding damage due to liquid spillage, manufacturers have the possibility to adopt
waterproof solutions for certain personal computers, and test their IP according to the
Standard IEC 60529 — Degrees of protection provided by enclosures (ingress protection
(IP) code). The standard classifies and rates the degree of protection provided against,
dust, water, accidental contact, and intrusion through mechanical casings and electrical
enclosures. A device tested according to IEC 60529 is classified using an IP code, according
to the results obtained. The IP code is typically followed by two digits, indicating the solid-
particle-protection class and the liquid-IP class. As an example, an electronic device
classified as IP-22 is protected against insertion of fingers (Solid-particle protection) and
against vertically or nearly vertically dripping water (liquid IP). When no data are available
to specify one of the two protection ratings, the digit is replaced with the letter X (e.g. IP-
X2).
Thus, the second digit specifies the liquid IP that the enclosure provides against harmful
ingress of water, and ranges from 0 to 9. An overview of the types of test set out by
IEC 60529 is provided in Table 29.
An additional durability test was introduced by the decision on EU Ecolabel criteria for
notebook computers (European Commission, 2016), and is focused on water-spill ingress.
The test has the following characteristics.
— The test must be carried out twice.
— A minimum of 30 ml of liquid should be poured evenly over the keyboard of the
notebook or onto three specific, separated locations, then actively drained away
after a maximum of 5 seconds, and the computer then tested for functionality after
3 minutes.
— The test should be carried for a hot and a cold liquid.
— The notebook should remain switched on during and after the test.
The notebook must then be dismantled and visually inspected so as to ensure it passes
the IEC 60529 acceptance conditions for water ingress.

98
Table 29 — Examples of IEC 60529 test levels and short descriptions. The level number
specifies the second digit of the IP code (BS EN 60529:1192+A2:2013).
Level
Degree of protection
Short description of the test
0
None
—
1
Protected against vertically
falling water drops
Vertically falling drops. Test duration: 10
minutes. Water flow rate 1 mm/min.
2
Protected against vertically
falling water drops when
enclosure tilted up to 15°
Vertically falling drops and object tilted at an
angle of 15° from its normal position. Test
duration: 2.5 minutes for every direction of tilt
(10 minutes total).
Water flow rate 3 mm/min.
3
Protected against spraying
water
Water falling as a spray at any angle up to 60°
from the vertical, using either a spray nozzle
or an oscillating fixture.
Spray nozzle. Test duration: 5 minutes
minimum. Water flow rate 10 l/min.
Oscillating tube. Test duration: 10 minutes.
Water flow rate 0.07 l/min per hole.
4
Protected against splashing
water
Water falling as a spray at any angle up to
180° from the vertical, using either a spray
nozzle or an oscillating fixture.
Spray nozzle. Test duration: 5 minutes
minimum. Water flow rate 10 l/min.
Oscillating tube. Test duration: 10 minutes.
Water flow rate 0.07 l/min per hole.
5
Protected against water jets
Water projected by a nozzle (6.3 mm
diameter) against enclosure from any
direction.
Test duration: 1 minute per square metre for
at least 3 minutes.
Water flow rate 12.5 l/min.
6
Protected against powerful
water jets
Water projected in powerful jets (12.5 mm
nozzle diameter) against the enclosure from
any direction. Test duration: 1 minute per
square meter for at least 3 minutes. Water
flow rate 100 l/min.
7
Protected against the effects
of temporary immersion in
water
The enclosure is immersed in water under
specified conditions of pressure and time (up
to 1 m of submersion). Test duration: 30
minutes.
8
Protected against the effects
of continuous immersion in
water
The enclosure is immersed in water under
specified conditions of pressure and time
(depth specified by manufacturer). Test
duration: by agreement.
9
Protected against high
pressure and temperature
water jets
Water projected by a fan jet nozzle against the
enclosure from any direction. Test duration:
30 seconds in each position for a minimum of
3 minutes. Water flow rate 15 l/min. Water
temperature: 80 °C.
99
5.3.2 Possible improvements
The standards IEC 60529 can be used to test the liquid-IP class for personal computers.
The provision of information on the liquid-IP class for personal computers (in particular
notebooks and tablets) to end-users would inform them about the product characteristics.
The users, according to their needs, could be more conscious about the purchase and
contribute in this way to reducing the amount of personal computers repaired or discarded
because of liquid spillage yearly.
Such information can be reported through the technical documentation and conveyed to
end-users through the user documentation and through dedicated pictograms. The main
goal of the pictograms would be to indicate the level of protection against dripping water,
spraying water and water jets.
5.3.3 Future improvements: development of additional standards on
endurance testing
Although the durability of notebooks and of some of their functions is a relevant material-
efficiency aspect both for consumers and for manufacturers (who do communicate on this)
the setting of specific requirements would require some additional standardisation work.
Although some endurance-testing procedures are available, there are no generally agreed
testing parameters, performance benchmarks, critical values and routines specified for
notebooks (Ripperger, 2016). Furthermore, the number of samples of models to be tested
and the verification specifications (pass or fail criteria) have to be detailed further (Dodd
et al., 2015). Thus, more work is necessary to set requirements for the testing of
notebooks against physical stress in order to improve the robustness and ruggedness of
the devices (both notebooks and tablets).
A good start for this set of tests is the recommendation proposed by Dodd et al. (2015)
for the ‘Durability testing of notebooks for the EU Ecolabel’ (Table 30). The drop/fall test,
for instance, is described according to the MIL-STD-810 G, 516.6, Procedure IV. The final
European Commission decision (2016) establishing the ecological criteria for the award of
the EU Ecolabel for personal, notebook and tablet computers, instead, refers to the
Standard series EC 60068. Specifically, IEC 60068-2-31 describes three possible tests.
(a) Drop and topple (a simple test intended to assess the effects of knocks or jolts
likely to be received primarily by equipment-type specimens during repair work or
rough handling on a table or bench).
(b) Freefall procedure 1 (a simple test to assess the effects of falls likely to be
experienced due to rough handling. It is also suitable to demonstrate a degree of
robustness).
(c) Freefall procedure 2 (a test that additionally simulates repetitive shocks likely to
be received by certain component-type specimens, for example connectors in
service).
Among the mandatory durability tests for notebook computers described by the EU
Ecolabel for personal, notebook and tablet computers, it is specified that the notebook
must be dropped from a height of 76 cm onto a non-yielding surface covered with a
minimum of 30 mm of wood. One drop must be made on each of the following: top,
bottom, right, left, front and rear side, as well as each bottom corner. The notebook must
be switched off during the test and must successfully boot up following each drop. The
casing must remain integral and the screen undamaged following each test (test method
IEC 60068 Part 2-31: EC — Freefall, procedure 1). The same procedure is applied for
tablets.
In addition to the tests described in Table 30, the durability of the hinges should be tested
through hinge-cycling tests. For instance, one of the additional tests described by the
Commission decision on EU Ecolabel of notebook computers (European Commission, 2016)
100
specifies that the screen must be fully opened and then closed 20 000 times. The screen
must then be inspected for any loss of stability and hinge integrity.
Table 30 — Durability testing for notebook computers proposed by Dodd et al. (2015).
Durability
Test
Test conditions and performance
benchmark
Reference for
test method
Drop
122 cm drop height onto a 5.0 cm of plywood
surface on concrete, 4-6 drops per sample to a total
of 26 drops covering each face, edge and corner.
The notebook is non-operational during the test but
must function following the test.
MIL-STD-810 G,
516.6, Procedure IV
Shock
40 g for 18 tests each applied to Bottom, Left and
Back side.
The notebook is non-operational during the test but
must function following the test.
MIL-STD-810 G,
516.5, Procedure I
For further review of
equivalence: IEC
60068
Vibration
20-2000 Hz, 1.04 Grms*, 1 hour applied to bottom,
left and back side.
The notebook is to be operational during and after the
test.
* root mean square acceleration
MIL-STD-810 G,
514.6, Category 24
For further review of
equivalence: IEC
60068
Temperature
Three 24 hour exposure cycles for each extreme in a
test chamber – 29 °C and 63 °C.
The test to be repeated for an operational and non-
operational notebook. The notebook must be
checked that it functions following each routine.
MIL-STD-810 G,
501.5, Procedure II
For further review of
equivalence: IEC
60068
Water ingress
0.2 litres of water is to be poured evenly over the
main body of the open keyboard face of the
notebook, drained after 3 seconds, inverted on its
side for 45 seconds and then tested after 2 minutes.
The notebook is to be operational during and after
the test.
MIL-STD-810 G,
506.5, Procedure III
For further review of
equivalence: IEC
60529
Screen pressure
25 kg loading to be applied to the centre of the
screen lid with the notebook placed on a flat surface.
The screen to then be inspected for lines, spots and
cracks.
No formal reference:
stakeholder input
required.
Potential to refer to
panel pressure test
methods.
Keyboard
accelerated live
10 million random keystrokes simulation for (to be
specified) product samples. The keys to then be
inspected for their integrity.
No formal reference:
stakeholder input
required.
101
6 Possible actions to enhance repair/reuse
6.1 Disassemblability of key components for personal computers
to enhance repairability
6.1.1 Rationale
For mobile personal computers, display panels, batteries, keyboards and data storage are
the components most prone to fail or to be damaged (see Section 3.2, statistics by the
IDC (2010, 2016) and interviews with stakeholders). Furthermore, battery performance is
one of the key features for consumer choice (Dodd et al. 2016, 2015) but degrades over
time and can influence the service life of the device. Also, mass storage and memory
significantly determine the performance of both mobile and non-mobile personal
computers (i.e. the used capacity can limit the usability of the device).
Manufacturers’ designs aim to minimise the need for repair, through the selection of high-
quality materials and components, together with a durable, reliable structural design
(Digitaleurope, 2017a). However both the average annual failure rates of computers (IDC
(2016) estimated 18 % for notebooks and 15.7 % for tablets) and the reparability rates
(every year, about 6 % of the products shipped for repair or remanufacturing to
manufacturers turn out to be unrepairable (Digitaleurope, 2014)) are not negligible.
According to a 2014 Eurobarometer survey, 77 % of EU citizens would rather repair their
goods than buy new ones, but ultimately have to replace or discard them because they
are discouraged by the cost of repairs and the level of service provided (European
Commission, 2014b). For end-users, the availability of repair options to fix day-to-day
problems with the devices at reasonable costs is an important factor for a substantial
prolongation of the product lifetime (Dodd et al. 2016, 2015). However, the trend to build
and sell more-integrated devices such as sub-notebooks or tablets (see Section 2.1),
makes an easy repair or upgrade more difficult (see Section 3.2), i.e. components such as
track pads, keyboards, or network interface card (NIC) cannot be easily disassembled,
repaired/replaced and reassembled. Although a repair might be feasible, the difficulty and
the cost may lead a certain share of users to rather purchase a new device.
Overall, the ease of repair, or upgrade, becomes more and more important in order to:
— prolong the operational life of the device (by enhancing repair and refurbishing),
and
— avoid environmental impacts due to the manufacturing of a new device and the
disposal of electronic waste (by enhancing preparation for reuse).
Design for ease of maintenance and repair, design for upgradability and adaptability,
design for standardisation and compatibility, design for disassembly and reassembly are
recognised to be key strategies to improve product life extension (Bocken et al., 2016)
6.1.2 Possible improvements
According to the Ellen MacArthur Foundation (2016), products should be entirely
assembled by reversible means such as screws instead of glue, rivets or non-reversible
snap locks. The use of proprietary fasteners should be avoided. Batteries should be easily
replaceable, preferably without the use of any tools, and should not be glued or soldered
to a product. Components should not be integrated to such a degree as to make individual
replacement of functional components impossible. Finally, manufacturers should make
repair information available: as soon as a product is launched; to all interested parties,
including non-profit repair initiatives; free of charge (Ellen MacArthur Foundation, 2016).
The reversible disassembly of relevant components (such as batteries, internal power-
supply units, displays, mass-storage systems, memories, keyboard, track pad, network-
interface card (NIC), wireless local-area-network (LAN) card and cooling fan assemblies)
plays a key role in enhancing reuse of personal computers.

102
Possible actions to enhance repair and refurbishing, but also preparation for reuse, can be
listed, considering different levels.
— Professional repair operators can be provided with information about the
disassembly, replacement and reassembly operations needed for each relevant
component of computers.
— Users can be provided with clear and easily accessible information about the
disassembly and replacement of the batteries used in computers.
Such documentation could be useful not only to enhance repair and refurbishing of EEE,
but also for preparation for reuse of WEEE. It has been recognised that repair (and
upgrade) of components should not be limited only to the manufacturer’s authorised
service providers during the warranty period, but generally to professional repairers (BIO
by Deloitte, 2015; RREUSE, 2013), in order to reduce safety risks (e.g. due to improper
repairs or incorrect components). End-users or non-professionals should be allowed to
replace components, which are easy exchangeable; in any case where only official repair
services are available, this will limit competition and may not help to reduce repair costs
(Dodd et al., 2015). On the other hand, manufacturers are reluctant to disclose proprietary
information and would prefer to limit the availability of disassembly instructions for
authorised repair services only.
Key components were already identified by Talens Peiró et al. (2016) and proposed by
Dodd et al. (2016) for the revision of the EU GPP criteria of personal computers. As
proposed by these two studies, the verification of this criterion is done with a manual,
provided by the applicant, which includes an exploded diagram of the device illustrating
the parts that can be accessed and replaced.
In the context of the Ecodesign directive, however, documentation on the sequence of
disassembly, replacement and reassembly operations could be provided for key
components (highlighted by literature reviews on frequent failures, damages, and
interviews with repair operators), when present in the product.
— Notebooks (and desktop computers): batteries (including stand-by button cells on
the motherboard), internal power-supply units, display (
74
), data storage (HDD,
SSD and eMMC), memories, keyboards.
— Tablets: batteries and displays.
Other relevant notebook components cited by repair operators were: network-interface
cards, wireless LAN card, track pads, ports and connectors, cooling fan assemblies, audio
connectors and cameras.
Relevant information for professional repair operators can include: exploded diagrams (
75
)
of the product (showing the location of components); disassembly sequences; type and
number of fastening technique(s) to be unlocked; tool(s) required; warnings if delicate
disassembly operations are involved (risk of damage). Diagrams, photos or videos showing
the disassembly steps could be used to accompany and better communicate this
information. A comprehensive set of information should also include information about the
safety requirements and risks (if any) related to the disassembly, replacement and
reassembly operations. Such documentation could be available to professional repairers,
and to users (for repair operations that they can safely perform).
The Open Manual Format (oManual) could be used to make the abovementioned
information available. oManual is an open XML-based standard for semantic, multimedia-
rich procedural manuals. It can be used to store and present e.g. service manuals, ‘how
(
74
) Listed by Greenpeace (2017) as the most problematic component for design for repairability of mobile
devices (notebooks, tablets and mobile phones). The display is often designed in a way that makes
replacement very costly. Two-thirds of the devices (30 out of the 44) that were tested had displays that
were designed to be difficult or costly to replace (Greenpeace, 2017).
(
75
) Information such as exploded diagrams is especially useful for preparation for reuse and remanufacturing
purposes, where it is economical to consult such information online (EERA, 2016).

103
to’ guides, assembly instruction and user manuals (IEEE 1874, 2013). The oManual
structure is suitable for describing/documenting the steps (disassembly, dismantling) for
specific products. It provides the necessary structure to describe the steps in words and
pictures/videos. Ongoing European standardisation work could elaborate on this
standardised format and could help to more precisely specify the information to be
provided.
Nevertheless, when software (
76
) or firmware (
77
) is required by the repaired/reused device
to function, the software or firmware should be used as recommended by the original
equipment manufacturer (prEN 50614, 2016).
Future developments to assess the ease of disassembly could focus on the standardisation
of tools needed to disassemble a device (see Recchioni et al. (2016)), and on the number
and types of disassembly steps (
78
) needed for certain repairs (Vanegas et al., 2017,
2016). The use of the Maynard operation sequence technique (MOST) is a more elaborate
way to illustrate a step. MOST is based on fundamental activities called standard
sequences, which are a set of basic motions, which include horizontal actions over a
distance, physical move in the vertical direction, the action of gaining control, the action
of placement and the action of loosening. The application of the MOST would require the
establishing of how to describe/list each (dis)assembly step in a consistent and
comprehensive way, for example by using a standardised structure (including the
abovementioned oManual).
A ‘step’ can then be defined as a sequence of certain activities (Vanegas et al., 2016).
Vanegas et al. (2016), for example, identified six basic tasks (sequence of basic motions)
for the disassembly of a household appliance (electronic display): tool change, identifying
connectors, manipulation of the product, positioning, disconnection, and removing. For
each task, they specified a sequence of activities. For repair activities, the reverse tasks
to assemble the product also need to be specified. The method was recently updated by
Peeters et al. (2018) who enlarged the database of disassembly sequences (i.e. adding
new types of connectors, such as cable connectors, cable plugs and glues requiring
wedge/pry and peel actions to be released) and the scope of the analysis (i.e. including
the calculation of reassembly operations). Peeters et al. (2018) tested the updated method
on two case studies represented by notebook computers. The updated method allows now
to evaluate both the ease of disassembly (eDIM
D
) and the ease of reassembly (eDIM
R
)
metrics. The sum of the two metrics (eDIM
D
and eDIM
R
) estimates the overall effort needed
for disassembling and reassembling one or more components.
Upgradability of personal computers
Especially for tablets and Ultrabooks™, the upgrade of components such as the main
memory (RAM) or data storage is currently technically limited due to the high integration
and the small form factor of the devices. An extension of the mass storage for example is
in some devices feasible (e.g. through extra slots for secure digital (SD) cards), but not
for all models of computers. Technical possibilities and limits of replacement and upgrade
have to be discussed with stakeholders.
In a survey by Forsa (2013), in Germany, half of the respondents judged it to be important
that computers can be upgraded with components with higher energy efficiency or with
higher performance. In the same survey, 61 % of the people interviewed stated that they
would continue to use a notebook or tablet with a built-in battery in a case where the
battery breaks or loses capacity if they can bring it to an electronic shop and the battery
is replaced there directly on-site.
(
76
) An ordered set of instructions and associated data, which controls and protects the operation of equipment
(prEN 50614, 2016).
(
77
) A computer program or data that cannot be easily changed by the user (prEN 50614, 2016).
(
78
) A possible definition of disassembly ‘step’ (or disassembly task) is ‘a basic disassembly action that cannot
be further disaggregated’. A simple definition is to say that one-step finishes with the removal of a part or
a change of a tool.

104
In the context of the revision of the EU GPP criteria, for instance, Dodd et al. (2016)
proposed points that can be awarded to devices with the potential to replace and upgrade
the RAM (socketed design) and the potential to expand the storage by using slots
supporting mass-storage media.
Batteries
As mentioned at the beginning of Sections 5.1.1 and 6.1.1, battery performance
represents one of the key features for consumer choice. However, batteries degrade over
time, and replacements may be necessary to re-establish the initial performance of the
whole product. In a survey conducted by the IDC (2010), over half of respondents stated
that battery failures caused problems for their business. Respondents also indicated that
22 % of notebook computers required the purchase of a replacement battery during their
lifetime. Consumentenbond (2015) reported that 77 % of consumers were able to replace
the battery of their notebooks themselves, in 2012, while this percentage fell to 42 % in
2015 (
79
). Participants of a recent German survey preferred to buy a notebook with an
exchangeable battery over a notebook with a built-in battery (Prakash et al., 2016b). The
ease of access and replacement of the battery of a personal computer becomes therefore
relevant, especially when this operation has to be done by end-users or by professional
repair operators. Nevertheless, removable batteries instead of built-in batteries are also
welcomed by recyclers, in order to dismantle easier (EuRIC, 2016a). This piece of
information can be provided for end-users before the moment of purchase through the
use of different logos.
For the revision of the EU GPP criteria for personal computers, Dodd et al. (2016) proposed
a comprehensive criterion on ease of replacement for rechargeable batteries. In their
proposal, rechargeable batteries must not be glued or soldered into portable products (as
a core criterion). Furthermore, Talens Peiró et al. (2016) and Dodd et al. (2016) identified
three different requirements for batteries with a performance of less than 800
charge/discharge cycles (when tested according to IEC EN 61960): manually
exchangeable, without tools, for notebooks and portable all-in-one computers;
exchangeable with a screwdriver in a maximum of three steps for sub-notebooks; and
exchangeable with a screwdriver and spudger in a maximum of four steps for tablets and
two-in-one notebooks. We elaborated further on these options, to avoid differentiations
among mobile computer subcategories, and we thought about possible logos to be used
to identify different levels of difficulty in replacing the battery of a personal computer.
— Logo 1: identifies that the batteries of the portable computer can be
disassembled and replaced by the user, with or without the need of tools.
— Logo 2: identifies that the batteries of the portable computer cannot be
disassembled and replaced by the user: this task requires assistance.
The disassembly operations in logo 1 should be performed using manual or power-driven
standard tools. The list of the tools to be considered can be drawn from Annex B of
Recchioni et al. (2016). Assistance is required for disassembly operations of logo 2,
because of the complexity of the disassembly, or because of the use of glues and
adhesives, or because the disassembly operation may damage the product or compromise
the safety of the end-user.
Definitions and possible symbols to identify logo 1 and logo 2 (Table 31) should be targeted
by standardisation activities.
(
79
) 612 notebook computers were analysed.

105
Table 31 — Proposed logos and correlation with the ease of disassembly of batteries.
Logo 1
Battery can be removed and replaced by
the user, with or without the need of
tools.
Logo 2
Battery replacement requires
assistance (*).
(*) The battery contained in the product
cannot be replaced by the end-user, but
by professionals. The user manual could
provide detail and information about the
customer service to be contacted.
This classification concerning logo 1 could be potentially split into two categories.
— Logo 1.1: identifies that the batteries of the portable computer can be removed
and replaced by the user, without the use of manual or power-driven tools.
— Logo 1.2: identifies that the batteries of the portable computer can be removed
and replaced by the user, with the use of manual or power-driven tools.
As proposed for the revision of the EU GPP criteria, manufacturers could illustrate how the
battery is installed in the product, the steps required to remove and cover markings, and
provide comprehensive instructions in the user manuals.
In the future, more ambitious actions could be proposed about the ease of disassembly of
the product. Indeed, the repair operators interviewed confirmed that firmly glued
computer components may represent an obstacle to the product repair. Nevertheless,
adhesive tapes used to fasten two or more parts may reduce the ease of disassembly of a
product, even though they also seal out water and dust.
The adhesive strength of the adhesive tapes used in electronics is generally specified in
N/cm, representing the amount of force required to peel up a cm-wide strip of tape at a
constant rate. However, the configuration and amount of tape used can vary significantly,
drastically changing the difficulty in separating adhered components. For these reasons,
setting a limit to the adhesive strength of adhesive tapes used in computers would not
help in improving their ease of disassembly. A more verifiable measure could be the pull-
off force required to separate adhered components, measured as a pressure, in N/cm
2
.
However, further standardisation work is needed to identify a reliable procedure to test
adhesive strength, environment conditions (temperature) and reference values.
Future actions
Considering the ease of disassembly of computers, a metric/index on disassembly of
products can be developed, where quantitative parameters for disassembly are either
Boolean (e.g. ‘Are only reversible disassembly operations necessary to open the device?’
(yes/no) or integer values (e.g. number of steps X to remove the battery). A threshold on
the number of disassembly steps to access, replace and reassemble a particular
component of a device could be established to ensure fast and safe repairs. ‘Reversible
disassembly’, in this context, means that all of the following are true.
(a) The sequence of disassembly steps can be reversed to assemble the product.
(b) The parts to be (dis)assembled have not broken in any case of professional
handling.
(c) The device is fully functioning after the assembly.
Further standardisation work might be necessary to set out unambiguously what
‘disassembly steps’ are. Moreover, further research would be needed to establish the
target value for the threshold on the number of steps. Standards under the development
106
of European Mandate M/543 for material-efficiency aspects of energy-related products
(European Commission, 2015b) could serve the purpose, as those relate to the
development of methods to assess ability to access or remove components from products
to facilitate the repair, remanufacture or reuse.
Regarding the ease of disassembly of batteries in personal computers, future actions could
consider asking manufacturers to design computers in such a way that the battery can be
always be replaced by end-users, with or without tools, and with instructions provided in
the user documentation. Fixed batteries could still be used in cases where there are safety
issues, documented by manufacturers.
6.1.3 Initial assessments of benefits/impacts
Because notebook and tablet computers are so mobile, they are much more susceptible
than desktop computers to potential risks such as travel wear and tear, airport security,
and everyday accidents such as bumps or spills. Recent IDC studies focused on the US
business sector found nearly 20 % of notebook computers break or require repair at some
point in their lifetime. In their 2010 survey, each year 9.5 % of notebook computers in
business organisations were damaged due to an accident, and 14.2 % of notebooks
reported other kinds of physical problems (i.e. hardware malfunction) (IDC, 2010).
According to the 2016 survey, instead, the percentage of notebook computers in business
organisations damaged due to an accident slightly increased (11 % each year), while the
other reported physical problems decreased (about 12 % each year). Overall, about
18.5 % of notebooks and 14.5 % of tablets needed repair of any kind (IDC, 2016).
Another source, SquareTrade, analysed failure rates for over 30 000 new notebook
computers covered by warranty plans and found that one third of all notebooks will fail
within 3 years. As mentioned in Section 3.2.1, two thirds of these failures came from
hardware malfunctions, and one third was reported as accidental damage (SquareTrade,
2009).
Upgradability is also a key element to extend the lifetime of a computer. According to the
survey conducted by Prakash et al. (2016a), the main reasons for buying a new notebook
was that the old one was faulty (46 %), followed by ‘the old one didn’t have enough
functions’ (25 %). From another survey, half of the respondents judged relevant that old
computers or notebooks can be upgraded with components with higher energy efficiency
or with higher performance (Forsa, 2013).
In our analysis we focused on possible scenarios with improved reparability only, trying to
understand the amount of notebook and tablet computers that risk being discarded
because repair is not feasible. Possible improvements in terms of reparability aim to reduce
this amount and to extend the lifetime of devices that were damaged or which reported
malfunctions.
A summary of failure rates due to malfunctions and accidents is provided in Table 32 for
notebooks. The total failure rate for notebook computers within the first year of use is
7.2 %, 19.7 % in the first 2 years of use and 31 % within the first 3 years, according to
SquareTrade. On the other hand, the most recent average failure rate was reported to be
18.5 % by the IDC and this average value was used to develop a scenario for the
reparability of notebook computers. On the other hand, the average failure rate of 14.5 %
(again reported by the IDC) was used to develop a scenario for the reparability of tablet
computers.

107
Table 32 — Notebook failure rates due to hardware malfunction and accident, according
to two sources of data: the IDC (2010, 2016) and SquareTrade (2009).
Failure rates
(IDC, 2010)
(IDC, 2016)
(SquareTrade, 2009)
First year of
use
2 years of
use
3 years of
use
Hardware
malfunction
14.2 %
12.3 %
4.7 %
12.7 %
20.4 %
Accident
9.5 %
11.0 %
2.5 %
7.0 %
10.6 %
Total
(
80
) 19.6 %
18.5 %
7.2 %
19.7 %
31.0 %
Considering the estimated annual sales of personal computers (years 2020, 2025 and
2030, Section 2.1), it was possible to estimate the number of mobile computers
(notebooks and tablets) sold in a certain year that are likely to report a failure. However,
it was not possible to estimate the uncertainty associated with these projections, and
alternative scenarios were analysed. Table 33 provides detail about the number (millions
of units per year) and the mass (t per year) of computers that are expected to report a
failure, considering the average yearly failure rate of 18.5 % for notebooks and 14.5 %
for tablets. This evaluation was done on the estimated sales of personal computers, and
is expected to be greater when considering the stock volume.
Table 33 — Computers expected to report failures (failure rate of 18.5 % for notebooks
and 14.5 % for tablets). Estimations based on the sales expected for 2020, 2025 and
2030.
Year
2020
2025
2030
Notebooks
million units/year
7.71
7.69
7.72
Tablets
million units/year
5.57
5.58
5.59
Total
million units/year
13.27
13.26
13.31
Notebooks
t/year
14 875
14 835
14 903
Tablets
t/year
2 942
2 949
2 956
Total
t/year
17 817
17 785
17 859
In our scenario we considered that some of the computers reporting a failure are not
repaired and are discarded as WEEE. The percentage of computers that are repaired,
instead, is represented by the repair rate. As no data on repair rates are available, to the
knowledge of the authors, estimations were developed thanks to expert judgments. Repair
rates depend on several factors, such as the type of failure, the type of repair needed, the
initial cost of the computer, the age of the device or warranty plans. In our hypothesis we
considered two main scenarios.
— Computers in the first 2 years of use, with warranty plans. Repair rate 80 %.
— Computers older than 2 years, with no warranty plans. Repair rate 20 %.
Results are reported in Table 34, as the number (millions of units per year) and the mass
(t per year) of notebooks and tablets that are expected to be discarded as WEEE and
therefore directed to EoL processes.
(
80
) Notebook computers needing repair of any kind.

108
Table 34 — Notebooks and tablets expected to be discarded as WEEE (repair rate 80 %
for mobile computers in the first 2 years of use, with warranty plans; repair rate 20 % for
mobile computers older than 2 years of use, with no warranty plans; average failure rate
of 18.5 % for notebooks and 14.5 % for tablets).
Year
2020
2025
2030
Age of the
computer
years
≤ 2
> 2
≤ 2
> 2
≤ 2
> 2
Notebooks
million
units/year
1.54
6.17
1.54
6.15
1.54
6.18
Tablets
million
units/year
1.11
4.45
1.12
4.46
1.12
4.47
Total
million
units/year
2.65
10.62
2.65
10.61
2.66
10.65
Notebooks
t/year
2 975
11 900
2 967
11 868
2 981
11 923
Tablets
t/year
588
2 354
590
2 359
591
2 365
Total
t/year
3 563
14 254
3 557
14 228
3 572
14 287
We then observed what could be the situation when the percentages of computers
discarded as WEEE are decreased by 5-20 %, thanks to improved reparability. The two
scenarios in any case of enhanced reparability can be then summarised as follows.
— Notebooks and tablets in the first 2 years of use, with warranty plans. Repair rates
hypothesised to be 81-84 %.
— Notebooks and tablets older than 2 years, with no warranty plans. Repair rates
hypothesised to be 24-36 %.
Results are reported in Table 35 (computers in the first 2 years of use, with warranty
plans) and Table 36 (computers older than 2 years, without warranty plans), expressed
as material savings. Repairs were simulated considering an average repair service with
replacement of the components more prone to fail according to the IDC, namely the
display, the battery, the HDD and the motherboard.
Table 35 — Products (million units/year) and material (t/year) savings thanks to enhanced
reparability (repair rate 81-84 % for computers in the first 2 years of use, with warranty
plans, average failure rate of 18.5 % for notebooks and 14.5 % for tablets).
Year
2020
2025
2030
Notebooks
million units/year
0.077 -
0.308
0.077 -
0.307
0.077 -
0.309
Tablets
million units/year
0.056 -
0.223
0.056 -
0.223
0.056 -
0.224
Total
million units/year
0.133 -
0.531
0.133 -
0.531
0.133 -
0.533
Notebooks
t/year
135 -
542
135 -
540
136 -
543
Tablets
t/year
18 -
72
18 -
72
18 -
72
Total
t/year
153 -
613
153 -
612
154 -
615
Considering the first 2 years of use, between 0.13 and 0.53 million units of notebooks and
tablets, expected to be discarded as WEEE, are now considered as potentially repaired
devices. With this hypothesis between 150 and 620 t of materials can be saved every year.
When notebooks and tablets older than 2 years and without warranty plans are
considered, repair rates and therefore material savings can be potentially increased, with
material savings ranging from 610 to 2 460 t per year (Table 36).

109
The values of Table 35 and Table 36 take into consideration the amount of resources
required to produce the spare parts necessary for the repair.
Table 36 — Products (million units/year) and material (t/year) savings thanks to enhanced
reparability (repair rate 24-36 % for computers older than 2 years, with no warranty
plans, average failure rate of 18.5 % for notebooks and 14.5 % for tablets).
Year
2020
2025
2030
Notebooks
million units/year
0.308 -
1.233
0.307 -
1.230
0.309 -
1.236
Tablets
million units/year
0.223 -
0.890
0.223 -
0.893
0.224 -
0.895
Total
million units/year
0.531 -
2.124
0.531 -
2.122
0.533 -
2.130
Notebooks
t/year
542 -
2 166
540 -
2 161
543 -
2 170
Tablets
t/year
72 -
287
72 -
288
72 -
288
Total
t/year
613 -
2 453
612 -
2 448
615 -
2 459
6.1.4 Potential benefits for other product categories
The assessment of the potential benefits related to enhanced reparability of desktop
computers is characterised by higher degrees of uncertainty. To the knowledge of the
authors, there is no statistical analysis reporting figures for yearly failure rates of desktop
computers, so a hypothetical failure rate of 16.5 % (as an average of 18.5 % for
notebooks and 14.5 % for tablets) was assumed.
In the case of desktop computers, however, it a very high repair rate of 90 % (the
percentage of devices which reported a failure and were repaired) was assumed,
independent of the age of the desktop computer. It was also assumed that enhanced-
reparability strategies would bring smaller benefits in terms of repair-rate increase (in the
range of 0.5-1 %).
With these hypotheses, and considering estimated market data for years 2020, 2025 and
2030 (as in Table 1) 2-2.24 million desktop computers will report failures, and without
enhanced-reparability strategies 0.20-0.22 million computers will be discarded. Taking
into consideration the hypotheses on enhanced-reparability strategies, 96-216 t of
materials are saved every year instead.
However, we remark that future work is needed to collect data about the repair services
of desktop computers in order to strengthen the estimates.

110
6.2 Secure data deletion for personal computers
6.2.1 Rationale
One major barrier to the reuse, repair and recycling of computers is data-privacy issues.
A recent article by Polverini et al. (2017) investigated the relationships between resource
efficiency aspects in electronics and data protection and cybersecurity issues. This article
identified that users are generally not keen in reusing computer because not ensured about
the properness of data erasure after first use.
Desktop computers, notebooks and tablets regularly store sensitive and confidential data
pertaining to users and organisations, including (but not limited to) documents, photos,
videos, location and contact data, stored on various media such as HDD, SSD, flash, SIM
and memory cards. The major operating systems usually include an option to ‘factory
reset’ the device, bringing the device into its original factory state (
81
). However, this does
not necessarily guarantee that all the personal data of the user are deleted
comprehensively and permanently. Hence, it is believed that data-privacy issue is one of
the major factors that discourage users from making their obsolete but functional devices
available to the reuse market or to the appropriate recycling paths in the case of
dysfunctional devices.
Data sanitisation is the process of deliberately, permanently and irreversibly removing or
destroying the data stored on a memory device (prEN 50614, 2016). Other techniques of
data eradication do not allow the reuse of the device (e.g. degaussing magnetic media,
drilling HDD platters). Besides data sanitisation, it may be viable to encrypt user data and
so permanently delete the key required for decryption so as to ensure third parties cannot
access the user data thereafter. This means that the data are still physically present on
the storage media, but permanently inaccessible.
It should be noted that depending on the effort invested, it cannot necessarily be fully
guaranteed, that user data cannot be recovered using highly sophisticated technical tools.
Hence, users would mainly benefit from reasonably-safe data sanitisation, without taking
into account data recovery methods that require large amount of temporal and financial
investments.
6.2.2 Possible improvements
Personal computers could have tools available (or preinstalled (
82
)) to permanently delete
any personal data contained in data-storage systems without compromising the
functionality of the whole device for further reuse. Secure (
83
) data deletion could be
ensured by means of a dedicated functionality or software. If data deletion cannot be
ensured, personal computers could have tools available to encrypt personal data in storage
systems and to permanently delete the key required for decryption.
A study on computer severs (Talens Peiró and Ardente, 2015) compiled a list of available
standards by country, based on data from Hintermann and Fassnacht (2008) and Fisher
(2015). Talens Peiró and Ardente (2015) also provided a list of possible methods available
for data deletion, as detailed in Table 37.
According to the US Department of Defense Standard 5220.22-M for clearing and
sanitisation for different types of media, data clearing is defined as ‘a method of
(
81
) At the time of writing this feature is available in some form at least on Windows 10, macOS X, Android and
iOS.
(
82
) A built-in functionality can be defined as a functionality that does not require the installation or usage of
additional software or hardware components not already present in the provided system.
(
83
) Secure data deletion means the effective erasure of all traces of existing data from storage media,
overwriting the data completely in such a way that access to the original data, or parts of them, becomes
unfeasible for a given level of effort.

111
sanitisation by applying logical techniques to sanitise data in all user-addressable storage
locations for protection against simple non-invasive data recovery techniques using the
same interface available to the user; typically applied through the standard read and write
commands to the storage device, such as by rewriting with a new value or using a menu
option to reset the device to the factory state (where rewriting is not supported)’.
Hence, standards on data sanitisation are particularly relevant to enable the reuse of
devices. The draft Standard prEN 50614 (2016) provides some examples of nationally
approved data-sanitisation standards, such as HMG IS Standard No 5 (UK), DIN 66399
(Germany), NIST 800-88r1 (US). Other initiatives in support of data deletion are the CPA
security characteristics for data sanitisation — flash based storage, the CPA security
characteristic overwriting tools for magnetic media version 2.1, and the CAS sanitisation
requirements version 2.0 Nov 2014.
While the user-addressable storage in desktop computers can oftentimes be disassembled
with reasonable effort, storage solutions in more-integrated devices, such as notebooks
and tablets, are less easily accessed. This emphasises the importance of tools that allow
the users to delete their data, without having to rely on third parties, before the devices
are passed on for reuse or recycling.
The German environment label Blue Angel has a set of criteria for mobile phone (RAL
GmbH, 2013). Section 3.3.3 of the document describes the requirements in terms of data-
deletion issues:
To allow a second use of a mobile phone the device shall be designed so as to allow the
user to completely and safely delete all personal data on his own without the help of pay
software. This can be achieved by either physically removing the memory card or with the
help of software provided by the manufacturer free of charge. When using a software, the
deletion process shall at least include an ‘overwrite’ of all the data stored with a random
pattern, or, in the case of flash storage with zero values.
Table 37 — Methods for secure data deletion (Talens Peiró and Ardente, 2015)
Data-deletion method
Overwriting
(number)
Description of
overwriting cycles
Bruce-Schneier algorithm
7
first: zero
second: one
third to seventh:
random character
Peter-Gutmann algorithm
35
random character
Pfitzner (created by Roy Pfitzner)
33
random character
Random data
customised
random character
Secure Erase (Parallel ATA (PATA)
and Serial ATA (SATA) based hard
drives)
1
first: writes a binary
one or zero
Write zero (used by Windows Vista
and following windows versions)
1
zero
6.2.3 Potential benefits for the product group
The need to take action on secure data deletion is in line with the principles of privacy and
protection of personal data as set by the General Data Protection Regulation
(EU) 2016/679 and in particular its Article 25 on ‘data protection by design and by default’.
If the ambitious objectives concerning reuse contained in the circular economy package
are to be implemented, special care should be taken for the protection of personal data
contained in electronic products and components. Secure data deletion is also becoming
a day-to-day activity of EoL operators (EGG 2016+, 2016).
112
Secure data deletion is therefore considered as a necessary prerequisite to allow reuse of
computers, complying with principles on privacy and protection of personal data.
The assessment of the potential benefits related to secure data deletion is however
characterised by certain degrees of uncertainty. To the knowledge of the authors, there is
no statistical analysis reporting figures for computers discarded (or not repaired/reused)
due to data-deletion issues, nor robust surveys.
It was assumed that currently 5 % of the volume of desktop, notebook and tablet
computers of Table 1 is reused after the first useful lifetime, without repair activities or
component replacement, but only thanks to cleaning and data deletion. It was then
assumed that secure data deletion would bring additional benefits in terms of reuse rates
(6-10 % of the volume of desktop, notebook and tablet computers of Table 1).
With these assumptions, and considering estimated products sold for 2020, 2025 and
2030, as in Table 1, 0.9-4.7 million computers would be reused and therefore a significant
amount of materials would benefit from an extended lifetime. The lifetime extension
depends on a case-by-case basis. Considering these hypotheses, however, it is possible
to estimate a lifetime extension for 2 300-12 200 t of materials every year (59 % for
desktop computers, 33 % for notebooks and 8 % for tablet).
Also in this case we remark that future work is needed to strengthen the estimates.

113
7 Possible actions to enhance recyclability
The design for dismantling of computers is a necessary precondition for their efficient and
swift depollution and recycling. The following sections aim to provide proposals to support
the ease of dismantling.
7.1 Dismantlability of key components for personal computers
7.1.1 Rationale
According to the analysis in Section 3, notebooks and tablets at EoL, after depollution with
the extraction of the battery, can follow two main processing routes: a first one based on
the full mechanical crushing (shredding) and sorting of the waste; and a second one
including some additional pre-treatments (medium-depth manual dismantling) before
subsequent shredding and mechanical sorting.
Article 15 of the WEEE directive (European Union, 2012) also calls for ‘Member States to
take necessary measures to ensure that producers provide information free of charge
about preparation for reuse and treatment in respect of each type of new EEE placed for
the first time on the European Union market within 1 year after the equipment is placed
on the market’. Relevant information about EEE placed on the market is crucial for WEEE
treatment operators. Indeed, the rapid evolution in product design, the miniaturisation of
EEE, components and materials used for their manufacturing some of which are critical
make their repair and recycling increasingly challenging (EuRIC, 2016b). However,
according to the association of reuse-and-recycling industries this article remained so far
largely neither implemented nor enforced (EuRIC, 2016b).
These considerations have also been confirmed by the recyclers interviewed, who
reiterated that, for the safe and efficient recycling of computers, products should be
designed so that the access and removal of batteries (
84
) (including button batteries
contained in the mainboard), display panels and PCBs (contained in several components,
including motherboard, memory RAM, CPUs, graphic cards, and mass-storage systems) is
facilitated. In particular, there is the risk that certain components of computers (e.g.
batteries and display panels) which are difficult to extract would be shredded together
with other waste, with the consequent dispersion of pollutants and contamination of other
recyclable fractions (DEFRA, 2006), the risk of explosion in the shredders (Hand, 2013;
Powel, 2002), and the irreversible loss of valuable materials (Van Eygen et al., 2016).
Improper battery treatments can be associated with risks in terms of worker and facility
safety (Section 3.1.6), including accidental fires in the WEEE treatment plants.
For the safe and efficient recycling, information on dismantling process and location of
battery and other valuable components is essential (EERA, 2016). Information could
concern the following.
— Extra information on materials that are recyclable if certain technology is used (for
example for certain plastic components containing additives).
— Content of dangerous components/substances used (as a minimum the ones
mentioned in Annex VII of the WEEE directive, see Section 3.1): provision of a
short description and photo, and the location where these are usually found in the
appliance.
(
84
) Measures to improve the design for disassembly of batteries from computers are also in lines with the
principles of the Batteries Directive 2006/66/EC, which state in article 11 that appliances should be designed
in such a way ‘that waste batteries and accumulators can be readily removed. Appliances into which
batteries and accumulators are incorporated shall be accompanied by instructions showing how they can
be removed safely and, where appropriate, informing the end-user of the type of the incorporated batteries
and accumulators’.
114
— Dismantling instructions: these could include exploded diagrams of the computer
model, indicating the opening mechanism and required tools; in the case of clips,
this should include information related to the direction in which the housing should
be opened.
— How to recognise special models and specific dismantling instructions for them.
— Advice on collection (separate/mixed) and on logistics.
Additional relevant information could also include the following (EERA, 2016).
— Extra information on materials that are recyclable if certain technology is used (e.g.
poly-methyl methacrylate (PMMA) plates from displays to be dismantled manually).
— Information on those batteries which cannot be removed without (advanced) tools
(providing then information on what tools should be used and where to find them).
— Description of the component/substance and its different types, e.g. whether
substance is dangerous.
— Personal-protection equipment needed for handling.
— Risks for workers when the waste is not properly dismantled.
— Advice on possibilities to sort the components or substances (when different
treatment is possible for different types).
— Advice on available treatment techniques.
It is also highlighted that such information, should be provided in a standardised manner
to maximise its operational utility (EuRIC, 2016a).
Apart from all this information (to be provided e.g. via digital platforms), recyclers stressed
the importance of labelling, provided that the information fulfils the following conditions
(EERA, 2016): it is uniform; it is adopted early and by all; and it is visible and easily
recognisable (big logos or letters, colours). The labelling should be applied to (EERA,
2016):
— provide information on hazardous components and substances;
— give instructions for logistics and/or treatment.
It is also recognised that up to one third of total WEEE produced in the EU, including
computers, is not correctly disposed of and treated (Huisman et al., 2015). In particular,
there is a risk that the small dimensions of IT equipment would facilitate the incorrect
sorting by users into the waste bin. Economic incentives for a proper waste collection and
treatment are crucial, as for example, establishing deposit/refund systems for computers,
in order to incentivise users for a proper disposal of the waste and improve material
recovery (Huisman et al., 2015; Zhong and Schiller, 2011).
7.1.2 Possible improvements
Computer designs could be developed so that components that are crucial for material-
efficiency aspects can be easily located, extracted and addressed to specific recycling
treatments. Measures to ease the disassembly have been proposed and analysed for
various EEE (Ardente et al., 2013; Ardente and Mathieux, 2012b; Talens Peiró et al., 2016;
Talens Peiró and Ardente, 2015).
In order to facilitate the ease of dismantling of key components (such us batteries, PCB
assemblies larger than 0.1 dm
2
, display panels larger than 1 dm
2
, any mercury-containing
component or capacitors containing electrolyte) specific joining or sealing techniques can
be used. In particular, large number of different fastenings and/or certain types of
fastening which are difficult to be dismantled can represent an obstacle for recyclers for
the efficient recovery of key components. According to EERA (2016) and EuRIC (2016a),
in order to improve the recycling, it is absolutely useful that components of different
material composition (such as plastics and metals or batteries and PCB) are not soldered,

115
glued or permanently fixed together. Recyclers experience many difficulties when these
material groups are fixed together, resulting in higher material losses (
85
).
Key components for this and other product groups were also identified by Talens Peiró et
al. (2016) (computer and electronic displays) and Dodd et al. (2016, 2015), who
suggested thresholds on the maximum time required to extract them from the device.
Such an approach, proposed for the revision of the EU Ecolabel and EU GPP criteria,
however, poses some problems for verification, and its application in the context of the
ecodesign directive would require standardised procedures to measure or calculate the
time required for the extraction.
Ease of dismantling can be proved and enhanced thanks to a comprehensive
documentation on the sequence of operations needed to access the key components,
describing the type and number of fastening technique(s) to be unlocked, and tool(s)
required. As for the disassembly, in this case the exploded diagram of the product showing
the location of the components to be dismantled can also be useful. The recycling industry
welcomes making the information available electronically/on digital platform(s), which is
the main format easily accessible by relevant stakeholders (EuRIC, 2016a). The period of
15 years is considered by the recycling industry to be an possible time frame with regard
to the duration for which the document should be kept available (EuRIC, 2017).
It is important to remark that evidence collected so far indicate that the design of desktop
computers is generally not posing dismantling problems during recycling (see Section
3.1.1). The design of the new models of desktops (e.g. ‘mini desktop’) could be the source
of some problems in the future, since their compact structure makes their design similar
to that of games consoles (
86
). However, a limited number of these computer models have
reached EoL, and therefore EoL processes can only be estimated through analogies with
similar product groups (such as games consoles or notebook computers). Based on the
very limited information available from a manufacturer (see Section 3.1.1), mini desktop
computers should not cause high levels of difficulty for their recycling. However, based on
the comments received from a stakeholder, the compact structure of mini desktops could
hamper the dismantling of these computers and the removal of batteries and other
valuable components as CPU and SSDs.
For desktop computers with integrated displays, their EoL treatments are affected by
problems similar to those of electronic displays (see Section 3.1.2). Furthermore, they
could be specifically labelled in order to allow recycling operators to identify them as
computers already at the early stages of the recycling process.
Some components, such as tablet frames containing magnesium, although shown as
relevant for dismantling in the analysis of recycling practices (see Section 3.1.4), have
been excluded from the list of targeted components. This is due to the fact that frames
can take various form and shapes and that the requirement could hence be difficult to be
verified. It is however argued that ensuring an easier dismantling of the abovementioned
components should also enhance facilitated dismantling of frames.
According to a European recycler association, information relevant for dismantling should
be made accessible to recyclers and market-surveillance authorities, ideally through
dedicated digital platforms (
87
), as for paper documentation there is the risk that it is static
and becomes outdated if not revised in time (EERA, 2016).
(
85
) The consequence is that, if this is not regulated in some way, recycling and recovery rates as given in Annex
V of the WEEE directive cannot be met (EERA, 2016).
(
86
) In the case of games consoles, industries proposed a ‘self-regulatory initiative’, addressing also some EoL
issues (Sony, Microsoft, Nintendo, 2015). This documents states that ‘to improve both recycling and reuse
at end-of-life, maintenance and refurbishment is possible by non-destructive disassembly’ and ‘To improve
recycling at end-of-life, console plastics parts > 25g are marked indicating their material composition (using
ISO conforming marks)’.
(
87
) There are ongoing projects about how to develop and communicate relevant information for recyclers. For

116
A standardised format for the documentation to support the verification of the requirement
have to be established. For example, the format published by the Austrian ministry of
environment (
88
) can represent a basis. Moreover, this standardised format should be
based on the horizontal standardisation work under European Mandate M/543 on material-
efficiency aspects of energy-related products (European Commission, 2015b), which
requires ‘documentation and/or marking regarding information relating to material
efficiency of the product taking into account the intended audience (consumers,
professionals or market-surveillance authorities)’ to be developed.
Additional work is also necessary to unambiguously set out what is a high adhesion two-
sided adhesive tape. Future options could improve the design for the dismantling of the
products (based, for example, on the development of metrics to assess the ease of
dismantling (
89
)). Again, standardisation work under Mandate M/543 (European
Commission, 2015b) could be initiated, for the specific development of methods to assess
the ability to access or remove certain components or assemblies from products, and to
facilitate their extraction at EoL for ease of treatment and recycling.
7.2 Marking of plastic components
7.2.1 Rationale
New EEE use more and more quantities and different types of plastics (WEEE forum, 2017).
The EEE industry accounts for 5-7 % of the total European plastic demand, and the
polymers used are highly engineered with the inclusion of additives. Although in theory
plastics are all perfectly recyclable, in practice the recyclability of plastics is generally very
low (EN TS 16524, 2013). ‘Products consisting mainly of plastic have a very low
recyclability rate in practice and it is all the lower when different plastics are combined in
the same product’ (EN TS 16524, 2013). Moreover, the European Commission in 2013
observed that only a small fraction of plastic waste is at present recycled (European
Commission, 2013). Appropriate measures to enhance the recycling of plastics could also
improve competitiveness and create new economic activities and jobs (European
Commission, 2013).
Plastic recycling poses various problems (Elo et al., 2009; Peeters et al., 2014).
— The lack of process capable of performing plastic sorting and separation.
— Plastic can be recycled roughly a limited number of times; then the plastic is worn
out and of poor quality.
— Complexity of the plastic mix, which makes it both difficult to separate plastics from
each other and generally expensive to recycle.
— Plastics can contain several additives which degrade the virgin plastic.
— Plastic can be reinforced or mixed with metals and other non-plastics, which
degrade the plastic when recycled.
— Most plastics type are only present in relatively small flow amounts, which makes
it difficult to achieve the required economies of scale for advanced recycling
operations.
example, the EU Horizon 2020 project ‘CloseWEEE’ (http://closeweee.eu/) aims to develop processes for
separation and recovery of materials (including plastics, CRMs, and other valuable metals) from WEEE
streams, and to improve the flow of information to recyclers through a dedicated digital platform (named
‘recycler information centre’ — http://www.werecycle.eu/) in order to make recycling procedures quicker
and safer
(
88
) ‘Leitfaden für die Behandlung von Elektro- und Elektronikgeräte‘ (EERA, 2016).
(
89
) For examples of metrics to assess the ease of disassembly, see: Vanegas P., Peeters J.R., Cattrysse D.,
Duflou J.R., Tecchio P., Mathieux F., Ardente F., 2016. Study for a method to assess the ease of disassembly
of electrical and electronic equipment — Method development and application in a flat panel display case
study. EUR 27921 EN. doi:10.2788/130925 (Available: https://ec.europa.eu/jrc/en/publication/study-
method-assess-ease-disassembly-electrical-and-electronic-equipment-method-development-and?search)

117
Density sorting of plastic (via sink-float techniques) is currently the easiest and still most
adopted sorting systems for shredded plastics (Peeters et al., 2014). Different plastics are
separated according to their different densities thanks to water or air separators. Some
advanced processes for the separation of plastics are currently under development (e.g.
near infra-red (NIR) analysis spectroscopy, x-ray fluorescence (XRF) spectroscopy, Visible
light optical separation), although their efficiency of separation and their applicability to
the sorting of shredded plastics are still under investigation (Elo et al., 2009; Peeters et
al., 2014). Sorting of different plastics is also performed based on manual dismantling.
This technique can be technically and economically viable for high-quality technical plastics
used in EEE, including computers (Mathieux et al., 2008; Peeters et al., 2014).
The efficiency of manual sorting of plastics is, however, dependent on the properness of
plastic marking, values of recyclates and labour cost. Marking of plastic should follow
standardised approach, as that proposed by ISO 11469 (ISO 11469, 2000), and standards
of the series ISO 1043 (EN ISO 1043-1, 2002; EN ISO 1043-4+A1:2016, 1999).
Nevertheless, EERA (2016) observed that markings on plastics in use nowadays are not
fully reliable in some cases. Moreover, codification of WEEE plastics is often ambiguous
and not harmonised at EU level (WEEE forum, 2017). Tests carried out at the premises of
an EERA member showed that markings on the back-covers of flat panel displays were not
reliable, and the polymer type often did not match with the marking. Recyclers who follow
the markings can therefore end up separating materials incorrectly and this could
potentially lead to them having contaminants (such as brominated flame
retardants (BFRs) in materials where BFRs should not be present) (EERA, 2016). Audits
should be enforced to ensure that the marking and the plastic type match.
7.2.2 Possible improvements
Associations of WEEE recyclers suggested that the proper marking of plastics (and their
additives and FRs) would be beneficial for recycling companies, especially for recyclers
that dismantle plastic parts manually (EERA, 2016). WEEE Forum (2017) recommends
developing best-practice guidelines for plastics sorting, characterisation of plastic fractions
as well as monitoring and tracing of the destination of sorted outputs.
In order to improve the manual separation of valuable plastic parts, the marking of plastic
parts above a certain weight (e.g. 50 g) could be systematically applied.
The marking of plastic parts, as said, should follow a standardised approach (see
Section 7.2.1), with specific exemptions (
90
) as for example, the following.
— PCB assemblies.
— PMMAs, and other optical plastic parts.
— Wiring and cables.
— Packaging, tape and stretch wraps.
— Labels.
— Electrostatic discharge components and, electromagnetic interference components.
— Acoustics module.
— Plastics where marking is not possible because of the shape or size of the part, or
when the marking would impact on the performance or functionality of the part, or
where marking is technically not possible because of the moulding method.
As reported in Ardente et al. (2016), plastic components containing FRs can be recognised
through standardised symbols. Both the document establishing EU Ecolabel criteria
(European Commission, 2016), and the study supporting the revision of the EU GPP criteria
(
90
) These exemplary exemptions are derived from comments received from industries related to the marking
of plastics in other products (electronic displays).
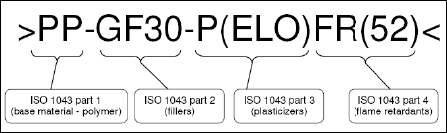
118
of personal computers (Dodd et al., 2016) include the marking of plastic components and
plastic components with FRs, by means of ISO 11469 and ISO 1043 markings.
An example of comprehensive plastic marking is shown in Figure 24. Among the different
information in the marking, polymer type and FRs are probably the most relevant for
recyclers.
Figure 33 — Plastic marking according to ISO11469 (adapted from Bombardier (2010)).
It is also highlighted that aspects not specified by the Standard ISO 11469 are (Ardente
et al., 2016):
— components to be marked,
— dimensions of marking,
— font to be used,
— location and visibility,
— additional quality characteristics (e.g. being legible, visible, durable and indelible).
7.3 Declaration of flame-retardant content
7.3.1 Rationale
As mentioned in Section 7.2, recycling of plastics can pose various problems during the
recycling, especially due to the content of additives as FRs. According to all the recyclers
interviewed, FRs (including BFRs) are the major barrier to plastic recycling (WEEE Forum,
2017). Current mechanical-sorting processes of plastics with additives are characterised
by low efficiency, while innovative sorting systems are still at the pilot stage and revealed
to be effective only in specific cases (Ardente et al., 2016).
FRs are chemical additives added to plastics to avoid potential internally and externally
initiated ignitions. FR are used for EEE and, in particular, computers. For example, the
analysis of the bill of material of notebooks revealed the presence of two large plastic parts
(mass around 100 g) in polycarbonate with halogen-free phosphorous compound (code
FR 40, according to ISO 1043-4).
However, FRs can reduce the recyclability of plastic parts. The presence of additives can
reduce the mechanical properties of the materials, requiring additional treatments and
additives to compensate for the degradation of such properties, as well as reduce the value
of the materials in the market, and consequently the economic feasibility of recycling
(Dawson and Landry, 2005). For such a purpose, the (IEC/TR 62635, 2015) suggests in
the annexes that a 0 % recycling rate should be considered for polymers with FRs that are
not properly separated from the other materials before the shredding.
Moreover, some FRs (such as certain BFRs) have high toxicity and for this reason they
have been regulated, for instance by the Directive 2011/65/EU on the restriction of the
use of certain hazardous substances in electrical and electronic products (RoHS). This
directive established that Member States must ensure that new electrical and electronic
equipment put on the market does not contain substances such as polybrominated
biphenyls (PBB) or polybrominated diphenyl ethers (PBDE) (European Union, 2011). In
addition, the directive on WEEE states in Annex VII that plastic-containing BFRs have to
be removed from any separately collected WEEE (European Union, 2012).

119
7.3.2 Possible improvements
The provision of information on the content of FRs in plastic parts is a first step to
contribute to the improvement of plastic recycling. Plastic marking (as discussed in
previous sections) can contribute to the separation of plastics with FRs during the manual
dismantling, allowing their recycling at higher rates (in line with prescription of
IEC/TR 62635, 2015). However, more-detailed information about the composition of the
product (including detail of plastic composition) can be beneficial for recyclers and it is
also in line with the principles of the WEEE directive (
91
).
The provision of information on the FRs content could be structured and communicated in
a systematised way through specific indexes. These indexes could support recyclers to
check the use of FRs in computers and to develop processes and technologies suitable for
plastic recycling in future. Moreover, these indexes could allow policymakers to monitor
the use of FRs in the products and, in the medium-long term, to promote products that
use smaller quantities of FRs.
As an example, the ‘Flame retardant in plastic components’ index, as specified by Ardente
et al. (2016), aims to do the following.
— Detail plastic components that contains FRs (including mass and type of plastic
components; mass and type of FRs).
— Provide, in a very synthetic way, an overview of the content of FRs.
To simplify the calculation and communication of this index, the scope of the index could
be restricted to plastic components larger than a certain mass (e.g. larger than 50 g). In
addition, some plastic components could be excluded from this calculation (e.g. PCB
assemblies and cables, which always contain FRs). Exemptions could be also planned for
information that is confidential (e.g. the type of certain FRs). In this case, it could be
sufficient to declare that a certain part contains FRs, without specifying the types of FR.
Exemptions need to be also adequately documented.
An example of a calculation table for the ‘Flame retardant in plastic components’ index is
provided in Table 38. All masses are approximated at the gram.
(
91
) The WEEE directive, in Article 4, states that appropriate measures should be encouraged ‘so that the
ecodesign requirements facilitating reuse and treatment of WEEE established in the framework of Directive
2009/125/EC are applied’.

120
Table 38 — Table for the calculation of the index on ‘Flame retardant in plastic components’
for computers (modified from (Ardente et al., 2016)).
Brand name and Product family:
A) Total mass of the computer [g]:
i. Plastic part
(with flame retardants)
(*)
ii. Mass
[g]
iii.
Polymer(s)
(**)
iv. Flame
retardant(s)
(***)
Part
(1)
…
…
…
Part
(2)
…
…
…
…
…
…
…
Part
(j)
…
…
…
B) Total [g]
v. Plastic part
(without flame retardants)
(****)
vi. Mass
[g]
vii.
Polymer(s)
(**)
Part
(1)
…
…
Part
(2)
…
…
…
…
…
Part
(k)
…
…
C) Total [g]
B) Total mass of plastic parts in the computer with flame
retardants [g]
(sum of masses in column ii)
C) Overall mass of plastic parts in the computer without
flame retardants [g]
(sum of masses in column vi)
Index [%]
Ratio (in percentage) of plastic parts containing flame
retardants on the total mass of the computer (
𝐵
𝐴
)
Ratio (in percentage) of plastic parts containing flame
retardants on the total mass of plastic parts (
𝐵
𝐵+𝐶
)
(*)
plastic parts containing flame retardants, larger than 50 g
(**)
standard abbreviated term for the polymer(s) in the plastic part, according to EN ISO 1043 series
(***)
standard code number of the flame retardant(s) in the plastic part, according to EN ISO 1043 series
(****)
plastic parts not containing flame retardants, larger than 50 g
7.4 Identifiability of batteries
7.4.1 Rationale
According to the analysis in Section 2.3.5, the market for rechargeable lithium-ion
batteries is growing rapidly, accelerated through the demand increase in portable
electronics, such as tablet and notebook computers. After collection, batteries at the EoL
mostly appear as mixtures and are subject to manual sorting according to their
chemistries. The identification of the chemistry type is based on the logo placed on the
battery packaging/casing. In practice, however, when the batteries reach the recycling
facility, the logos are sometimes missing, making identification and sorting difficult. In
order to release manual labour force, raise the sorting speed as well as accuracy, better
121
marking/identification with improved readability is required in order to implement efficient
identification and sorting.
According to interviews with German battery recyclers, battery marking will facilitate the
separation of mixed batteries and therefore increase the recycling rates of Li-ion batteries.
Furthermore, interviews revealed that the cobalt content in LIB varies between 0 and 15 %
based on the battery sub-chemistry. A more-detailed logo indicating the sub-chemistry
system will be beneficial for more precise sorting and dedicated batch-wise treatment.
7.4.2 Possible improvements
According to EERA (2016), colouring at the component level is good for recyclers to create
awareness and traceability of these components and/or materials and substances that
need to be removed. This principle can be specifically applied to batteries to identify the
battery chemistry.
Battery packs and cells (including those incorporated into battery packs) can be identified
with the ‘battery-recycle mark’, or a similar marking symbol. Indeed, the ‘battery-recycle
mark’ and the IEC draft standard represent a good basis for colour-based logos, even
though additional standardisation activities should be initiated in order to adapt it to the
EU legislation. The battery logo would reduce the limits of current marking practices if
properly applied (visible, durable, legible and indelible). The identifiability of battery
chemistry would be enhanced by the use of different colours.
Standardisation activities are currently ongoing to approve a draft international standard
titled Secondary batteries: Marking symbols for identification of their chemistry
(IEC 62902 draft, 2017). The draft document specifies methods for the clear identification
of secondary cells, batteries, battery modules and monoblocs according to their chemistry
(electrochemical storage technology), by using the battery-recycle mark. The draft
standard concerns secondary cells, batteries, battery modules and monoblocs with a
volume of more than 900 cm³. The marking is applicable for secondary cell and batteries
of following chemistries only:
— lead acid (Pb) (colour: grey)
— nickel cadmium (NiCd) (colour: green)
— nickel-metal hydride (NiMH) (colour: orange)
— lithium-ion (Li-ion) (colour: blue)
— secondary lithium metal (Li metal) (colour: blue).
The draft standard also specifies the dimensions of the marking symbols (with and without
the recycling symbol), how the markings can be fixed to the battery (either by printing or
labelling) and which procedure can be performed to test durability of marking to chemical
agents.
If approved, this draft document may be the starting point for batteries with a volume of
less than 900 cm³, as is the case for personal computers.
Beside of the content of the draft IEC standard, for lithium-ion batteries, a two-digit code
may be added to indicate the content of specific metals as well as substances hindering
recycling.
To improve automated battery sorting solutions, future schemes could go beyond the
proposed colour-coded ‘battery-recycling mark’. One option suggested by a large German
battery-recycling company is to add a QR (quick response) code to both battery cell and
pack. QR codes were initially designed by the automotive industry for its assembly lines
and would well-suited to the need of treatment operators (EuRIC, 2016a). The QR code
could provide more precise information related to the battery subtype, concentration of
cobalt and other REEs as well as a link to material safety sheets. Access to the information
can be limited only to dedicated treatment operators part of the official compliance
schemes to mitigate concerns over innovations in battery technologies.

122
7.5 Provision of information on the content of critical raw materials
7.5.1 Rationale
Within the ‘raw materials initiative’, the European Commission identified a list of CRMs
that are crucial for the EU economy (
92
). The criticality associated with these materials is,
in many cases, compounded by low substitutability and low recycling rates. Therefore,
boosting material efficiency and increasing the recyclability of these materials has been
identified as one pillar to reduce the risks associated with their supply.
Several CRMs are contained in computers such as cobalt in the batteries, neodymium and
other REE in the HDD magnets, indium in the display panels, magnesium in some metal
frames, and various CRMs (including palladium, REE, antimony, beryllium, cobalt, gallium,
chromium, silicon) in the PCBs.
The knowledge of computer components containing CRMs (with details on the
composition) would facilitate their identification by operators during EoL processing.
Together with requirements on the design to ease the dismantling, this type of labelling
of CRMs could increase the efficiency in the sorting of relevant components, addressing
them to the proper treatments and, ultimately, increase their recycling rates (Ardente and
Mathieux, 2014).
A detailed analysis of all the CRMs used in computers remains a challenge, because of the
large variety of CRMs present in several components. Manufacturers have difficulties in
collecting this information from suppliers, as typically the chemical composition of a
component or alloy is not specified to suppliers (Digitaleurope, 2017b). However, industry
already demonstrated the willingness to voluntarily provide information about some
CRMs (
93
) in an aggregated format (Digitaleurope, 2013). The next sections will focus on
two main CRMs that have been identified as relevant during the analysis of composition of
computers and EoL scenarios (Sections 2 and 3).
7.5.1.1 Recovery of cobalt
To implement more precise sorting and dedicated treatment of LIB according to their sub-
chemistry, an indication of the cobalt concentration in batteries is needed. For example,
elements such as iron and phosphorous from LFP batteries represent an obstacle for the
recovery of cobalt from high cobalt concentrates (LCO-type LIB). Thus, such polluting
elements need to be removed. However the removal process for such polluting elements
can increase the cost of the whole process. Therefore, the sorting of batteries according
to their sub-chemistry, as a preliminarily to further treatment, makes it possible to have
batches of waste which are richer in the concentration of the target metals (e.g. cobalt).
Compared to the treatment of diluted mixtures of different battery types, the treatment
of these concentrated batches is more feasible from both a technical and an economical
point of view. As hydrometallurgical processing focuses on selected materials, for instance
either cobalt and copper in the case of LCO batteries or copper and manganese for LMO
batteries, the loss of material groups can be minimised when batch-wise processing per
battery type is facilitated by labelling. The mass concentration allows for a better
assessment of the economic viability of the treatment, i.e. improves the precision of the
estimate of cobalt content and the material matrix (Accurec, 2016).
7.5.1.2 Recovery of rare earth elements
HDDs represent one of the main electronic components for containing certain rare earths.
As detailed in Section 2.4.2, HDDs contains NdFeB magnets which mainly contain
(
92
) The list of CRM is provided in:
http://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52014DC0297&from=EN
(
93
) Indium volumes by display technology type.

123
neodymium (23-25 % in mass) and a few percentages of other rare earths (such as
dysprosium and praseodymium).
Compared to the total NdFeB production capacity, the recovery potential from HDDs is in
the 1-3 % range, however the recycling could be potentially increased if neodymium could
be traced from mine to material, product, and finally to waste (Sprecher et al., 2014a). It
is estimated that neodymium in magnets will be the largest source of recycled neodymium
until 2025 (München and Veit, 2017). The recycling of rare earths from HDDs is technically
feasible, if these components are properly extracted and sorted from other waste streams.
HDD from different computer types (notebook and desktop) can take the same recycling
route (München and Veit, 2017). In addition, Sprecher et al. (2014a) highlighted that
NdFeB magnets should be treated relatively close to the waste-collection and treatment
points, as shipping and handling large volumes of NdFeB magnets may be problematic
because of the very high magnetic strength.
The separation of HDDs and NdFeB magnets occurs either after waste shredding or manual
dismantling (Sprecher et al., 2014a). The former option, namely recycling through
shredding, results in a very significant (> 90 %) loss of NdFeB, which is mainly lost in the
ferrous fraction; after shredding, the neodymium must be leached out of the material and
then be reprocessed in almost the same manner as virgin material is processed (Sprecher
et al., 2014a). Neodymium liberated through shredding may also contaminate other
recyclable fractions (Sprecher et al., 2014a). This option is therefore regarded as less
efficient in terms of material recovery.
Vice versa, manual dismantling of HDDs proved to be much more efficient and have a
lower environmental impact (Sprecher et al., 2014a). Experimental measurement of the
efficiency of manual extraction of HDD from waste computers under current processes
resulted in around 35 % (Sprecher et al., 2014a). This percentage could be further
increased thanks to improved design of the product for the dismantling of the HDDs (as
in requirement of Section 6.1) or provision of information on the content and location of
neodymium (see e.g. Talens Peiró and Ardente (2015) for the enterprise-servers product
group). Neodymium from magnets can be then further recycled through ‘hydrogen
decrepitation’ process (Zakotnik et al., 2006) or by raising the temperature of the material
above its Curie temperature (312 °C) in order for it to lose its magnetic properties
(Dupont and Binnemans, 2015). The recycling of neodymium following these techniques
can reach values of efficiency of 90 % (Sprecher et al., 2014a), and significantly lower
environmental impacts (from 60 % to 90 % lower) compared to primary production
(Sprecher et al., 2014b).
7.5.2 Possible improvements
Measures to improve the recycling of neodymium and other rare earths from magnets
include the following.
The declaration of the content of rare earths (e.g. the proposal for ecodesign
requirements for fans (
94
)).
The provision of instructions for the dismantling (e.g. the requirement for the
dismantling of magnets in ventilation units (
95
)).
(
94
) According to the preparatory study of ventilation fans, it is proposed that manufacturers declare the weight
(if any) of the permanent magnets containing rare earths, in kg with 2 digits (e.g. ‘permanent magnets
2.12 kg’), on the nameplate and in the technical document (VHK, 2015).
(
95
) ‘The manufacturer’s free access website shall make available detailed instructions, inter alia, identifying the
required tools for the manual disassembly of permanent magnet motors, […] for the purpose of efficient
materials recycling […]’ (European Union, 2014).

124
The potential labelling/marking of the components (e.g. the proposal for a QR code
on REE content developed by NSF (2015) for the environmental labelling enterprise
servers (
96
)).
Information about the presence of CRMs in computers could include: the content of cobalt
in batteries; the content and location of components containing rare earths (e.g.
neodymium, dysprosium, praseodymium in HDD magnets); the content and locations of
palladium in PCBs.
This information could be as follows.
Voluntarily provided by manufacturers in an aggregated format to be agreed with
the recycling industry.
Provided by manufacturers in the technical documentation needed to support the
ease of dismantling of key components (Section 7.1).
Provided by manufacturers through specific optical label (e.g. QR codes), to be
developed in the future to report the content of CRMs. These optical labels could
be placed directly onto the component or, alternatively, on the computer back-
cover.
However, it is recognised that, to be effective and easily verifiable, the provision of
information on the presence of CRMs in computers requires a standardised format for such
communication, including for example, dedicated labelling. Standards under the
development within the European Mandate M/543 (European Commission, 2015b) could
serve the purpose, as those related to the ‘use and recyclability of CRMs to the EU’ and
the development of ‘documentation and/or marking regarding information relating to
material efficiency of the product’.
(
96
) ‘The manufacturer shall indicate the type of actuator/voice coil and spindle magnets in the product’s hard
disk drive on the external enclosure of the hard disk drive by means of a QR code. The QR code shall link
directly to the magnet type and location information on a publicly available database or the manufacturer’s
website in at least English. The QR code shall be printed in black on a white background if one or more of
the magnets contain neodymium. The QR code shall include a non-machine readable chemical symbol (Nd)’
(NSF, 2015).

125
7.6 Initial assessments of benefits/impacts
This section aims to present scenarios and impact assessments developed to enhance the
recyclability of notebooks. This section refers to all of the improvements proposed in this
chapter (Sections 7.1, 7.2, 7.3, 0 and 7.5), since these are produced as a result of
combined action dedicated to promoting more material-efficient treatments and are
therefore assessed together.
The potential benefits have been assessed based on the comparison of some reference
scenarios (Figure 34). In particular, it is assumed that without any specific product
measure on recyclability, waste notebooks will be treated in future analogously to the
current situation and following the processes described in Section 3.1.3 (defined as
‘business as usual — BaU’ scenarios). On the other hand, it is assumed that the proposed
actions will improve the economic viability of treatments which are more focused on
medium-depth manual dismantling compared to treatments based only on ‘mechanical
crushing and sorting’ after depollution. Moreover, a better design for recycling of
notebooks could increase the separation of valuable components and the recycling rates
of materials within these ‘improved scenarios’. These two parameters (i.e. the flow of
waste treated in the different scenarios and the efficiency of the different recycling
treatments) are assumed to be affected by recycling improvements and this is reflected in
the modelling of the following assessment.
In particular, the considered reference scenarios are as follows.
— Business as Usual (BaU) scenario: this reflects the base-case EoL treatments for
notebooks, as described in Section 3.1.3. In particular, it is assumed that these
scenarios are equally representative of EU treatments, with 50 % of the waste flows
processed with depollution and mechanical crushing and sorting (BaU1), while
another 50 % is processed according to “depollution, medium-depth dismantling
and subsequent mechanical crushing and sorting” (BaU2). Compared to BaU1, the
BaU2 scenario is characterised by higher recycling rates of batteries, PCB (
97
),
storage systems and ODD, thanks to the more careful manual dismantling during
the depollution and the following dedicated recycling.
— Improved scenario: moderate (named as scenario I.1 in Figure 34). These
scenarios assume that, thanks to the proposed improvement actions, the flow of
waste notebooks processed through “depollution, medium-depth manual
dismantling and mechanical crushing” would increase compared to the BaU
scenario. This can be justified with the reduction in effort to locate and dismantle
relevant components and the consequent reduction in labour costs. The
investigated actions would grant an increased battery separation for waste flow
entering the different treatments (i.e. I.1.1 and I.1.2 in Figure 34), and higher
recycling rates for the waste flows treated by “depollution, medium-depth manual
dismantling and mechanical crushing” (I.1.2 in Figure 34).
— Improved scenario: high (I.2 in Figure 34). This scenario is analogous to the
previous one (I.1) with the difference that material-efficiency actions are expected
to produce higher benefits, in terms both of higher flows of waste treated by
“depollution, medium-depth manual dismantling and mechanical crushing” (I.2.2
in Figure 34) and higher separation and recycling rates of components and
materials. In addition, it is also expected that the waste treated through
“depollution, mechanical crushing & sorting” (I.2.1 in Figure 34) would achieve a
higher extraction rate of the batteries.
For the assessment it is considered that there will be 41.7 million notebook sold in 2020
(Section 2.1) that will reach their EoL in 2025. Assumptions about the composition of the
notebooks are as follows.
— BoM of notebook components as detailed in Section 2.3.2.
(
97
) Button cell batteries are considered to be further separated from PCBs manually dismantled.

126
— Average composition of batteries as detailed in Section 2.3.5 (Table 17).
— Storage systems are assumed to be constituted 50 % by SSD and 50 % by HDD
(as discussed in Section 2.1, market projections to 2020). The content of
neodymium and other rare earths is 30 % of the magnets in HDD (Prakash et al.,
2014).
Table 39 illustrates the average recycling rates of different metals from notebook PCBs
separated for dedicated treatments (derived from Chancerel and Marwede (2016)). The
same recycling rates of Table 39 are assumed for SSD (
98
).
The assumed recycling rates of metals from batteries extracted and separately treated
are: cobalt 90 % (Chancerel and Marwede, 2016); nickel 62 % and copper 90 % (Wang
et al., 2014); lithium 50 % (
99
). Recycling rate of rare earths (neodymium and dysprosium)
from HDD magnets extracted and separately treated is assumed 90 % (Sprecher et al.,
2014a). ODDs that are separated are assumed to be dismantled to extract the PCB, while
the remaining parts are treated by mechanical crushing and sorting. Recycling rates of
other components materials are derived from IEC (2012). All the assumptions on waste
flows and recycling rates are summarised in Figure 34.
Table 39 — Average recycling rates of different materials from PCBs separated for recycling
(source: Chancerel and Marwede, 2016)
Materials in PCB
Recycling rate
Materials in PCB
Recycling rate
Ag
95 %
Pb
80 %
Al
0 %
Pd
95 %
As
0 %
Sn
75 %
Au
95 %
Sr
0 %
Ba
0 %
Ta
0 %
Be
0 %
Zn
50 %
Bi
80 %
SiO
2
0 %
Cd
0 %
B
2
O
3
0 %
Cl
0 %
K
2
O
0 %
Co
0 %
CaO
0 %
Cr
0 %
MgO
0 %
Cu
95 %
NaO
0 %
Fe
0 %
C
0 %
Ga
0 %
Br
50 %
Mn
0 %
Sb
80 %
Ni
90 %
(
98
) SSD have a structure similar to that of PCB and are assumed to be collected together with PCBs and recycled
in the same facilities.
(
99
) The recycling of lithium, although technically feasible with high efficiency (50-90 %) (Kushnir, 2015; Wang
et al., 2014), is still not largely developed in the EU. Currently, a plant for the recycling of lithium has been
established in France. Similar plants could be set in the EU, especially assuming in the next future a large
growth of the amount of waste batteries sorted for recycling.

127
Figure 34 — References scenarios for the calculation of the benefits related to material-
efficiency actions to enhance the recyclability of notebooks.
The results of the assessment are illustrated in Table 40. In particular, benefits have been
estimated in terms of additional recycled materials obtained by moving from the BaU
scenarios through the moderately improved scenario “I.1” and the highly improved
scenario “I.2” respectively.
Recycling scenarios of Notebooks
BaU1) Depollution, mechanical
crushing & sorting
BaU2) Depollution, dismantling,
mechanical crushing & sorting
• Battery separation for recycling : 70%
• PCB separation for recycling: 50%
• Storage systems and ODD separation
for recycling: 10%
(Detail of recycling rates of materials in PCB
and batteries provided in Tables)
Recycling rates of main materials:
• Copper : 85%
• Steel: 94%
• Aluminium: 91%
• Rare earth elements: 90%
Metals in batteries:
• Cobalt: 90%
• Lithium: 50%
• Nickel: 62%
• Copper: 90%
Plastics:
• PP / PE (without additives): 90%
• HIPS (without additives): 83%
• ABS (without additives): 74%
• Other plastics: 0%
Business as usual
I.1.1) Depollution, mechanical
crushing & sorting
I.1.2) Depollution, dismantling,
mechanical crushing & sorting
Battery separation for
recycling : 80%
Recycling of materials and
components: (as BaU1)
Battery separation for
recycling : 95%
PCB separation: 85%
Storage systems and ODD
separation: 50%
Recycling rates of plastics
parts (>100g) of PP, PE,
ABS, HIPS, PC, PMMA (with
or without additives): 94%
Recycling of other
materials and components
(as BaU2)
I.1) Improved scenario (moderate)
I.2.1) Depollution, mechanical
crushing & sorting
I.2.2) Depollution, dismantling,
mechanical crushing & sorting
I.2) Improved scenario (high)
Battery separation for
recycling : 90%
Recycling of other
materials and
components: (as BaU1)
Battery separation for
recycling: 99%
PCB separation for
recycling: 95%
Storage systems and ODD
separation: 85%
Recycling rates of plastics
parts (>100g) of PP, PE, ABS,
HIPS, PC, PMMA (with or
without additives): 94%
Recycling of other materials
and components (as BaU2)
• Battery separation for recycling: 90%
• PCB separation for recycling: 75%
• Storage systems and ODD separation
for recycling: 40%
(Detail of recycling rates of materials in
PCB and batteries provided in Tables)
Recycling rates of main materials:
• Copper: 95%
• Steel, aluminium, neodymium and
metals in batteries (as BaU1)
• Plastics: (as BaU1)

128
Table 40 — Estimated benefits thanks to enhanced recyclability of notebooks.
Materials
Amount of additional recycled
materials [tonne]
Moderate
improved
scenario (I.1)
High
improved
scenario (I.2)
Plastics (from various components)
8 066.9
10 755.9
Copper (from various components)
318.3
763.0
Silver (from PCBs)
2.6
8.5
Gold (from PCBs)
0.2
0.5
Bismuth (from PCBs)
0.1
0.3
Nickel (from PCBs)
9.7
22.2
Lead (from PCBs)
8.0
21.1
Palladium (from PCBs)
0.2
0.5
Tin (from PCBs)
12.3
32.3
Zinc (from PCBs)
8.5
22.6
Bromine (from PCBs)
18.0
47.2
Antimony (from PCBs)
2.5
6.5
Neodymium (from HDDs magnets)
1.9
7.0
Cobalt (from batteries)
74.8
144.5
Lithium (from batteries)
8.7
16.8
Nickel (from batteries)
23.8
46.0
Comparing the estimated benefits in Table 40 with current amounts of recycling materials
it is observed that:
— In 2012, 10.9 t of palladium was recycled in the EU28 (BIO by Deloitte, 2015). The
analysed scenario would grant an additional recycling of about 0.2 t of palladium
(scenario I.1) in the future, equivalent to 1.8 % of the current recycling amount,
and achieve up to 0.5 t of additional recycled palladium (scenario I.2) equivalent
to 4.7 % of the current recycling amount.
— In 2012, 6.3 kt of cobalt was recycled in the EU28 (BIO by Deloitte, 2015). The
analysed scenario would grant an additional recycling of 74.8 t of cobalt (scenario
I.1) in the future, equivalent to 1.2 % of the current recycling, and achieve up to
144.5 t of additional recycled cobalt (scenario I.2) equivalent to 2.3 % of the
current recycling amount.
— In 2013, 14 t of neodymium was recycled in the EU28 (BIO by Deloitte, 2015). This
implies that a large share of neodymium in WEEE is currently lost. The analysed
scenario would grant an additional recycling of 1.9 t of neodymium (scenario I.1)
in the future, equivalent to 13.5 % of the current recycling, and to achieve
optimistically up to 7 t of additional recycled neodymium (scenario I.2), equivalent
to about 49.7 % of the currently recycled amount.
— Lithium from batteries is largely not recycled. According to BIO by Deloitte (2015),
the lithium currently recycled amounts to 16 t. The analysed scenario would
improve the battery extraction in the future, and would promote the recovery of
lithium as well. The amount of additional lithium potentially recycled ranges from

129
8.7 t (scenario I.1) up to 16.8 t (scenario I.2). These amounts are equivalent to
around 50-100 % of the current recycled masses.
— Compared to the current recycling of antimony in the EU (9.7 kt (BIO by Deloitte,
2015)) the improvements would also allow moderate minor benefit in terms of
additional antimony recycled (up to 6.5 t, equivalent to 0.1 % of the current
recycling).
Finally, the proposed requirements will also contribute to increase the amounts of recycled
plastics (8-10 kt of additional plastics), copper (318-763 t) and precious metals (0.2-0.5 t
of gold; 0.2-0.5 t of palladium; 2.6-8.5 t of silver).
The previous estimated benefits are based on the assumption that all the waste notebooks
will be properly collected and treated in the EU at EoL. However, there is evidence of large
amounts of waste electronics that are illegally exported or improperly collected and treated
(e.g. disposed of into trash bins) (Huisman et al., 2015). Assuming a loss of 26 % of the
flow of waste notebooks, potential reduced benefits have been estimated (Table 41).
Table 41 — Revised benefits due to the potential strategies to enhance the recyclability of
notebooks (based on a reduced amount of waste properly collected).
Materials
Amount of additional recycled
materials [t]
Moderate
improved
scenario (I.1)
High
improved
scenario (I.2)
Plastics (from various components)
5 969.5
7 959.4
Copper (from various components)
239.7
609.3
Silver (from PCBs)
2.0
6.6
Gold (from PCBs)
0.1
0.4
Bismuth (from PCBs)
0.1
0.2
Nickel (from PCBs)
7.3
17.7
Lead (from PCBs)
6.1
17.5
Palladium (from PCBs)
0.1
0.4
Tin (from PCBs)
9.4
26.8
Zinc (from PCBs)
6.5
18.6
Bromine (from PCBs)
13.7
39.1
Antimony (from PCBs)
1.9
5.4
Neodymium (from HDDs magnets)
1.4
5.1
Cobalt (from batteries)
55.6
107.8
Lithium (from batteries)
6.5
12.5
Nickel (from batteries)
17.7
34.3
130
7.6.1 Potential benefits for other product categories
The assessment of the potential benefits related to design for dismantling strategies is
more difficult and uncertain for computers other than notebooks.
In the case of tablets, a small amount of waste currently reaches recycling facilities. Still
the dismantling process for tablets is under development and refinement by recyclers.
However, Section 3.1.4 analysed some criticalities during the processing of waste tablets,
mainly related to the extraction of the batteries and PCBs. Design for recycling strategies
as proposed in this section could contribute to simplifying the pre-processing of tablets
and increase the material efficiency of the recycling processes overall, in terms of higher
quantity/quality of materials separated for recycling.
For the assessment of the benefits of design for dismantling strategies for tablets it is
roughly assumed to achieve similar improvements as discussed for notebooks. This implies
that the efficiency of sorting and processing of PCBs and batteries could increase by around
10-20 %. Considering the average BoM of tablet (as in Table 12), the average composition
of batteries (as in Table 11) and the average composition of batteries as for notebooks (as
in Table 17), and assuming the same recycling rates as in Figure 32, it is roughly estimated
that the additional amounts of recycled materials are: 30-60 t of cobalt, 4-7 t of lithium,
80-170 t of copper and 0.2-0.6 of various precious metals.
The process of dismantling and depolluting traditional desktop computers is instead well
established and no criticalities have been identified in our analysis. However, the market
of traditional desktop computers is estimated to continue declining, while the market
shares of new types of desktops (e.g. mini desktops) are expected to grow in the next
future. These new desktops can pose some problems during recycling, especially due to
the very compact structure and the difficulties in extracting PCBs and batteries potentially
contained in the computer. Designing for recycling strategies as proposed in this section
could contribute to keeping the attention of manufacturers focused on the EoL aspects of
these desktops and to promote designing computers for recycling solutions that facilitate
their processing. However, due to the lack of information about the flows of mini desktops
sold and their BoM, it is not possible to quantify such benefits.
131
8 Conclusions
The research findings of this technical report can be grouped into two levels. We firstly
identified the so-called hot spots, namely the aspects of the personal-computer product
group that are relevant from a material-efficiency perspective. Hot spots include the
problems currently encountered by users (e.g. design features of the products that may
hinder reuse, disassembly or repair) and by EoL operators (e.g. during the collection and
treatment of computers). We then provided an analysis of potential actions aimed at
overcoming the current hot spots and at improving the material efficiency of the product
group, in particular enhancing durability, reusability, reparability and recyclability. Such
analysis aimed to identify material-efficiency aspects which can be relevant for the current
revision of the Ecodesign Regulation (EU) No 617/2013. This work has been carried out in
the period June 2016-September 2017, in parallel with the development of The
preparatory study on the review of Regulation No 617/2013.
Possible actions to improve material efficiency of personal computers were classified into
three levels and also according to the waste hierarchy set out by the European Commission
(Directive 2008/98/EC), in which waste prevention has the first priority, before preparing
for reuse and finally recycling. Among the strategies to close material loops, durability and
reusability are key material-efficiency aspects. As such, opportunities to eliminate or
reduce factors potentially leading to breakages or loss of performance of personal
computers have a high priority. A special focus was given to the content of raw materials
(including EU CRMs) in computers and how to increase the efficient use of these materials,
including material savings thanks to waste prevention and increased reuse and repair, and
strategies to improve material recycling at the EoL of the products.
Possible actions to improve waste prevention
Among the possible actions to improve waste prevention we discussed two strategies to
improve battery durability for mobile personal computers, one strategy for reducing the
need for unnecessary EPS, and one strategy to raise awareness about the durability of
computers, in particular the resistance to liquid ingress.
Battery durability resulted to be a key feature for users. A key indicator is represented by
the remaining charge capacity of the battery compared to the initial-charge capacity,
measured after a predefined number of charge/discharge cycles (e.g. 300 and 500 cycles).
This information could be provided to users to raise awareness of an important aspect
influencing the performance of the product. The assessment of this indicator can be based
on the existing procedures set out in Standard EN 61960. This strategy could also
represent a potential trigger for competition, as the performance of the battery could be
evaluated with common tests and conditions. It will also help to gather data for future
improvements (e.g. drawing up performance classes for grading battery performance).
For battery durability, it was also proposed to promote the use of algorithms to manage
the SoC of batteries while notebooks are in grid operation, a condition that may recur in
office environments, for example. This would prevent the battery remaining at a SoC of
100 % for long time, a condition that accelerates the ageing of the battery. In this case,
standards to support the development, implementation and verification of such algorithms
have to be developed.
EPS were addressed as they represent a significant percentage of the whole weight and
materials used for ICT (10-20 %), thus it is important to minimise the need for materials
and the impact on the environment. The action proposed is to declare, in a standardised
way, the presence/absence of the EPS within the packaging of the product, and the
compatibility with other devices. Such a proposal has the potential to trigger the
decoupling of EPS and devices and to inform users about how and when an EPS can be
reused. IEC TS 62700, Standard IEEE 1823 and Recommendation ITU-T L.1002 can be
used to develop standards for connectors and power specifications.

132
The last strategy aims to address the problem of products damaged by drops/falls or liquid
spillage. Components such as the keyboard, the display, display-cover (including frame
joints) and the casing of consumer notebooks are the components most prone to fail due
to drops/falls or liquid spillage. Manufacturers have the possibility to test waterproof
solutions for certain personal computers, and test their ingress protection (IP) according
to the Standard IEC 60529 — Degrees of protection provided by enclosures (IP code). The
action proposed, also in this case, is to declare in a standardised way the IP class.
Standardisation activities may be needed to further define existing (but not standardised)
tests, specifically relevant for the personal-computer product group. As an example, the
EU Ecolabel criteria for computers include a test on durability against water-spill
ingress (
100
). Such a test relies on the Standard IEC 60529 to establish the acceptance
conditions only and, therefore, standardisation activities are needed to univocally set out
testing conditions.
Possible actions to enhance repair and reuse
Among the possible actions to enhance repair and reuse we identified two strategies
related to the ease of disassembly of personal computers, and one option related to the
deletion of personal data in mass-storage systems.
Ease of disassembly is a crucial feature to improve the reusability of products, but also to
extend their lifetime. EU citizens would rather repair their goods than buy new ones, but
ultimately have to replace or discard their goods because they are discouraged by the cost
of repairs and the level of service provided. We proposed that ad hoc documentation could
be prepared not only to provide useful information to enhance repair and refurbishing of
EEE, but also for preparation for reuse of WEEE. Two levels of information were considered.
The first level involves professional repair operators, who can be provided with information
about the disassembly, replacement and reassembly operations needed for a set of
relevant components of personal computers (batteries, internal power-supply units,
display, data-storage memories, keyboards, etc.). The second level involves users, who
can be provided with clear and easy accessible information about the ease of disassembly
and replacement of batteries used in personal computers. In particular, users can be
informed on whether the replacement of the battery can be done by them, or by a
professional repair operator. In both cases, standards have to be developed to ensure that
the information is provided using a common format.
One major barrier to the reuse, repair and recycling of computers is data-privacy issues.
Desktop computers, notebooks and tablets regularly store sensitive and confidential data
for users and organisations. As a number of operating systems already include the option
to ‘factory reset’ the device, bringing the device into its original factory state, we propose
to preinstall a built-in functionality to ensure secure data deletion. Secure data deletion
means the effective erasure of all traces of existing data from storage media, overwriting
the data completely in such a way that access to the original data, or parts of them,
becomes unfeasible for a given level of effort. A number of existing national standards
(HMG IS Standard No 5 (UK), DIN 66399 (Germany), NIST 800-88r1 (US)) can be used
as basis to develop international standards on secure data deletion. The protection of
personal data contained in electronic product and components should be treated with
special care, and the need to take action on secure data deletion is also in line with the
principles of privacy and protection of personal data as set by the General Data Protection
Regulation (EU) 2016/679.
(
100
) The test shall be carried out two times. A minimum of 30 ml of liquid shall be poured evenly over the
keyboard of the notebook or onto three specific, separated locations, then actively drained away after a
maximum of 5 seconds, and the computer then tested for functionality after 3 minutes. The test shall be
carried for a hot and a cold liquid (European Commission, 2016).
133
Possible actions to improve recyclability
Finally, among the possible actions to enhance recyclability, we discussed five possible
strategies to improve the ease of dismantling of personal computers which are aiming to
facilitate the extraction and the identification of different components and materials.
The design for the dismantling of computers is a necessary condition to efficiently depollute
and recycle them. As such, computer components that are crucial for material-efficiency
aspects should be easily located and extracted, in order to be properly and efficiently
addressed in specific recycling treatments. Thus, the first strategy proposed targets for
the ease of dismantling of products, which can be proved and enhanced thanks to
comprehensive documentation provided by manufacturers. This documentation may
include the sequence of operations needed to access the key components, namely the
ones listed in the Annex VII of the WEEE directive. Such documentation would serve as
guidance for recyclers and as proof that key components can be accessed and dismantled.
At the time being, as stated for the actions to enhance repair and reuse, standards have
to be developed to ensure that the information is provided using a common format.
Another related strategy to promote recyclability of computers is to mark plastic parts in
order to recognise the type of plastic used and sort them correctly. Marking of plastic
should follow a standardised approach, such as that proposed by ISO 11469, and
standards of the series ISO 1043. Plastic marking can contribute to separation of plastics
with FRs during the manual dismantling, allowing their recycling at higher rates, however,
more-detailed information about the composition of the product (including detail of plastic
composition) can be beneficial for recyclers and it is also in line with the principles of the
WEEE directive. On such purpose, a third strategy is proposed, as regards the declaration
of flame-retardant content in plastics. The provision of information on the content of FRs
in plastic parts is a first step to contribute to the improvement of plastic recycling. Detailed
information about FRs content could be given in a more systematised way, for example
through the development of specific indexes. These indexes could support recyclers in
checking the use of FRs in computers and in developing future processes and technologies
suitable for plastics recycling. Moreover, these indexes could support policymakers in
monitoring the use of FRs in the products and, in the medium-long term, to promote
products that use smaller quantities of FRs.
In order to properly sort batteries by battery chemistry, a further action proposed is to
adopt a battery-recycle mark, which reduces the limits of current marking practices if
properly applied (visible, durable, legible and indelible). The identifiability of battery
chemistry would be enhanced by the use of different colours. Standardisation activities
are needed, even though they are currently ongoing for batteries of big dimensions. The
draft international Standard IEC 62902, titled ‘Secondary batteries: Marking symbols for
identification of their chemistry’, is currently being discussed. If approved, this draft
document may be the starting point for batteries with a volume of less than 900 cm³, as
in the case of personal computers.
Finally, we also discussed which type of information on the content of CRMs could be
helpful to improve the recycling efficiency. The provision of information could include: the
content of cobalt in batteries, the content and location of components containing rare
earths (e.g. neodymium, dysprosium, praseodymium in HDD magnets), and the content
and locations of palladium in PCBs. Having the knowledge of computer components
containing CRMs (with detail of the composition) would facilitate their identification by
operators during EoL processing. The provision of information on the content of CRMs
could increase the efficiency in sorting relevant components, addressing them with proper
recycling treatments and, ultimately, increase their recycling rates. It was recognised that,
to be effective and easily verifiable, this provision of information requires a standardised
format for such communication. Standards under development within the European
Mandate M/543 could serve the purpose, such as the ones related to the ‘use and
recyclability of CRMs to the EU’ and to the development of ‘documentation and/or marking
regarding information relating to material efficiency of the product’.
134
Concluding remark
Overall, this analysis identified precise possible actions for improving material-efficiency
performances of the product group. Furthermore, it also aimed at further stimulating the
discussions between industry and policymakers about industrial practices that will enable
a circular economy, focusing in particular on waste prevention, durability, reuse, repair
and recycling. Furthermore, already-available or under-development international
standards relevant for material-efficiency practices were identified and discussed. Further
discussions will set out whether and how these material-efficiency strategies can be
implemented in practice, also considering their verifiability by third parties (e.g. market-
surveillance authorities).

135
References
Accurec, 2016. Accurec — Interviews.
Accurec, 2015. ‘Comparative study on li-ion battery recycling technologies’, H2020
CloseWEEE project, unpublished.
AEA, 2010. Building on the eco-design directive, EuP group analysis (I) ENTR Lot 3 Sound
and imaging equipment. Task 1-7 report, AEA/ED45386/Issue 1.
Aladeojebi, T. K., 2013. ‘Planned obsolescence’, International Journal of Scientific &
Engineering Research, Vol. 4, pp. 1504-1508.
Andrae, A. S. G., 2016. ‘Life-cycle assessment of consumer electronics: A review of
methodological approaches’, IEEE consumer electronics magazine, Vol. 5, pp. 51-60.
(doi:10.1109/MCE.2015.2484639)
Andrae, A. S. G., Vaija, M. S., 2014. ‘To which degree does sector specific standardization
make life cycle assessments comparable? — The case of global warming potential of
smartphones’, Challenges, Vol. 5(2), pp. 409-429. (doi:10.3390/challe5020409)
Apple, 2016. Maximizing battery life and lifespan
(http://www.apple.com/batteries/maximizing-performance/).
Ardente, F., Mathieux, F., 2014. ‘Identification and assessment of product’s measures to
improve resource efficiency: the case-study of an energy using product’, Journal of cleaner
production, Vol. 83, pp. 126-141. (doi:10.1016/j.jclepro.2014.07.058)
Ardente, F., Mathieux, F., 2012a. Integration of resource efficiency and waste
management criteria in European product policies - Second phase. Report n° 2: Application
of the project’s methods to three product groups. (doi:10.2788/75910)
Ardente, F., Mathieux, F., 2012b. Integration of resource efficiency and waste
management criteria in European product policies — Second phase. Report n° 1. Analysis
of durability. (doi:10.2788/72577)
Ardente, F., Mathieux, F., Talens Peiró, L., 2016. Revision of methods to assess material
efficiency of energy related products and potential requirements. (doi:10.2788/517101)
Ardente, F., Mathieux, F., Talens Peirò, L., 2013. Environmental footprint and material
efficiency support for product policy. Report on benefits and impacts/costs of options for
different potential material efficiency requirements for electronic displays.
(doi:10.2788/28569)
Arushanyan, Y., Ekener-Petersen, E., Finnveden, G., 2014. ‘Lessons learned — Review of
LCAs for ICT products and services’. Computers in industry, Vol. 65, pp. 211-234.
(doi:10.1016/j.compind.2013.10.003)
ASUS, 2016. Progressive from every angle, touch and user experience
(https://www.asus.com/Microsite/commercial/ASUSPRO/progressive.html).
Bangs, C., Meskers, C., Van Kerckhoven, T., 2016. ‘Trends in electronic products — the
canary in the urban mine?’, Electronics Goes Green 2016+, IEEE.
Battery University, 2016 a. How to prolong lithium-based batteries
(http://batteryuniversity.com/learn/article/how_to_prolong_lithium_based_batteries).
Battery University, 2016b. BU-205: Types of lithium-ion
(http://batteryuniversity.com/learn/article/types_of_lithium_ion).
Berger, R., 2012. ‘The lithium-ion battery value chain’ International conference on energy
and automotive technologies, Istanbul.
BIO by Deloitte, ICF-GHK and SERI 2015. Study on socioeconomic impacts of increased
reparability.
Bio Intelligence Service, 2007. Preparatory studies for eco-design requirements of EuPs.

136
Bocken, N. M. P., de Pauw, I., Bakker, C., Grinten, B. van der, 2016. ‘Product design and
business model strategies for a circular economy’, Journal of industrial and production
engineering, Vol. 33, Iss. 5. (doi:10.1080/21681015.2016.1172124)
Bölling, K., 2016. Personal communication on 06.11.2016.
Bombardier, 2010. Marking of plastics, rubbers and thermoplastic elastomers.
Broussely, M., Biensan, P., Bonhomme, F., Blanchard, P., Herreyre, S., Nechev, K.,
Staniewicz, R.J., 2005. ‘Main aging mechanisms in Li ion batteries’, Journal of power
sources, Vol. 146, Iss. 1-2, pp. 90-96. (doi:10.1016/j.jpowsour.2005.03.172)
Chancerel, P., Mahlitz, P., Chanson, C., Binnemans, P., Huisman, J., Guzman Brechu, M.,
Rotter, V.S., Nissen, N.F., Lang, K.-D., 2016. ‘Stocks and flows of critical materials in
batteries: data collection and data uses’, Electronics Goes Green 2016+, IEEE.
Chancerel, P., Marwede, M., 2016. Feasibility study for setting-up reference values to
support the calculation of recyclability/recoverability rates of electr(on)ic products.
(doi:10.2788/901715)
Chancerel, P., Marwede, M., Nissen, N.F ., Lang, K. -D., 2015. ‘Estimating the quantities
of critical metals embedded in ICT and consumer equipment’, Resources, conservation and
recycling, Vol. 98, pp. 9-18.
Chancerel, P., Meskers, C. E. M., Hagelüken, C., Rotter, V. S., 2009. ‘Assessment of
precious metal flows during preprocessing of waste electrical and electronic equipment’,
Journal of industrial ecology, Vol. 13, pp. 791-810. (doi:10.1111/j.1530-
9290.2009.00171.x)
Chancerel, P., Rotter, V. S., Ueberschaar, M., Marwede, M., Nissen, N. F., Lang, K. -D.,
2013. ‘Data availability and the need for research to localize, quantify and recycle critical
metals in information technology, telecommunication and consumer equipment’, Waste
management and research, Vol. 31, pp. 3-16. (doi:10.1177/0734242X13499814)
Clemm, C., Mählitz, P., Schlösser, A., Rotter, V. S., Lang, K. -D., 2016. ‘Umweltwirkungen
von wiederaufladbaren Lithium-Batterien für den Einsatz in mobilen Endgeräten der
Informations- und Kommunikationstechnik (IKT)’, UBA, Texte 52/2016.
Consumentenbond, 2015. Laptopaccu’s steeds lastiger zelf te vervangen
(https://www.consumentenbond.nl/laptop/laptopaccu-steeds-lastiger-zelf-te-vervangen)
(accessed 19.04.17).
Cucchietti, F., Giacomello, L., Griffa, G., Vaccarone, P., Tecchio, P., Bolla, R., Bruschi, R.,
D’Agostino, L., 2011. ‘Environmental benefits of a universal mobile charger and energy-
aware survey on current products’ 2011 IEEE 33rd International telecommunications
energy conference (INTELEC). IEEE, pp. 1-9. (doi:10.1109/INTLEC.2011.6099888)
Daoud, D., 2010. The business case for ruggedized PCs.
Dawson, R. B., Landry, S. D., 2005. ‘Recyclability of flame retardant HIPSs, PC/ABS, and
PPO/HIPS used in electrical and electronic equipment’, Proceedings of the 2005 IEEE
international symposium on electronics and the environment, 2005. IEEE, pp. 77-82.
(doi:10.1109/ISEE.2005.1436998)
Defra, 2006. Battery waste management life cycle assessment, Department for
Environment, Food and Rural affairs (Defra) (UK).
Deng, L., Williams, E.D., 2011. ‘Functionality versus ‘typical product’ measures of
technological progress’, Journal of industrial ecology, Vol. 15, pp. 108-121.
(doi:10.1111/j.1530-9290.2010.00306.x)
Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs, 2016.
Critical raw materials (https://ec.europa.eu/growth/sectors/raw-materials/specific-
interest/critical_en) (accessed 18.10.16).

137
Digitaleurope, 2017 a. The contribution of the digital industry to repair, refurbishment and
remanufacturing in a circular economy.
Digitaleurope, 2017b. Industry reaction on CRM information requirements following the
Dutch and German comments on the consultation forum on servers (LOT 9).
Digitaleurope, 2014. Trans-boundary movements of waste vs used goods 4.
Digitaleurope, 2013. Position paper on dismantling, indium declaration and recyclability
for TVs and displays.
Dimitrova, G., 2012. Impact of innovations in electronic equipment and components on
their reuse and recycling. University of Natural Resources and Life Sciences, Vienna.
Dodd, N., Vidal-Abarca Garrido, C., Gama Caldas, M., Graulich, K., Bunke, D., Groß, R.,
Liu, R., Manhart, A., Prakash, S., 2016. Revision of the EU green public procurement (GPP)
criteria for computers and monitors — technical report — final criteria.
(doi:10.2791/027791)
Dodd, N., Vidal-Abarca Garrido, C., Wolf, O., Graulich, K., Bunke, D., Groß, R., Liu, R.,
Manhart, A., Prakash, S., 2015. Revision of the European ecolabel criteria for personal,
notebook and tablet computers. (doi:10.2791/780423)
Dodd, N., Wolf, O., Graulich, K., Groß, R., Liu, R., Manhart, A., Prakash, S., 2014.
Development of European ecolabel and green public procurement criteria for personal and
notebook computers, technical report task 1, scope and definitions.
Dupont, D., Binnemans, K., 2015. ‘Recycling of rare earths from NdFeB magnets using a
combined leaching/extraction system based on the acidity and thermomorphism of the
ionic liquid [Hbet][Tf2N]’, Green chemistry, Vol. 17, pp. 2150-2163.
doi:10.1039/C5GC00155B
Dwivedy, M., Mittal, R.K., 2010. ‘Future trends in computer waste generation in India’,
Waste Management, Vol. 30, pp. 2265-2277. (doi:10.1016/j.wasman.2010.06.025)
Ecoinvent, 2013. Ecoinvent database (http://www.ecoinvent.ch/) (accessed 23.4.15).
EERA, 2016. EERA position paper. Netherlands.
EGG 2016+, 2016. Electronics Goes Green 2016+ Closing session.
Ellen MacArthur Foundation, 2016. Empowering repair.
Elo, K., Karlsson, J., Lydebrant, K., Sundin, E., 2009. Automation of plastic recycling — A
case study. Sapporo (Japan).
EN ISO 1043-1, 2002. Plastics. Symbols and abbreviated terms. Basic polymers and their
special characteristics.
EN ISO 1043-4+A1:2016, 1999. Plastics. Symbols and abbreviated terms. Flame
retardants.
EN TS 16524, 2013. Mechanical products. Methodology for reduction of environmental
impacts in product design and development.
EuRIC, 2017. Position on eco-design for displays: resource efficiency requirements.
EuRIC, 2016 a. EuRIC concrete proposals ecodesign for WEEE.
EuRIC, 2016b. Call for concrete actions to implement Article 15 of the WEEE directive on
information for treatment facilities.
European Commission, 2016. Commission Decision (EU) 2016/1371 of 10 August 2016
establishing the ecological criteria for the award of the EU Ecolabel for personal, notebook
and tablet computers.
European Commission, 2015 a. COM(2015) 614 final. Communication from the
Commission to the European Parliament, the Council, The European Economic and Social

138
Committee and the Committee of the Regions. Closing the loop — An EU action plan for
the circular economy.
European Commission, 2015b. M/543 C(2015) 9096 Commission implementing decision
of 17.12.2015 on a standardisation request to the European standardisation organisations
as regards ecodesign requirements on material-efficiency aspects for energy-related
products in support of the imp. doi:10.1017/CBO9781107415324.004
European Commission, 2014 a. Critical raw materials profiles. Report of the ad hoc working
group on defining critical raw materials. http://bookshop.europa.eu/ No 388.
doi:10.2779/1 482
European Commission, 2013. COM(2013) 123 final — Green paper on a European strategy
on plastic waste in the environment. doi:COM(2013) 123 final.
European Commission, 2009. Press release IP/09/1049: Commission welcomes industry’s
commitment to provide a common charger for mobile phones
(http://europa.eu/rapid/press-release_IP-09-1049_en.htm?locale=en) (accessed
29.07.16).
European Union, 2014. Commission Regulation (EU) No 1253/2014 of 7 July 2014
implementing Directive 2009/125/EC of the European Parliament and of the Council with
regard to ecodesign requirements for ventilation units. Official Journal of the European
Union.
European Union, 2012. Directive 2012/19/EU of the European Parliament and of the
Council of 4 July 2012 on waste electrical and electronic equipment (WEEE).
European Union, 2011. Directive 2011/65/EU of the European Parliament and of the
Council of 8 June 2011 — RoHS. Official Journal of the European Union.
(doi:10.1017/CBO9781107415324.004)
European Union, 2008. Directive 2008/98/EC of the European Parliament and of the
Council of 19 November 2008 on waste and repealing certain directives. LexUriServ.
(doi:2008/98/EC.; 32008L0098)
FINsix®, 2016. DARTTM The world’s smallest laptop charger®
(https://finsix.com/shop/dart/) (accessed 9.12.16).
Fisher, T., 2015. Data sanitization methods. A list of software based data sanitization
methods.
Forsa, 2013. Meinungen zu Umweltaspekten bei Computern.
Gabriel, R., 2015. End-of-life scenarios created in WF-RepTool.
Goosey, M., Kellner, R., 2002. A scoping study end-of-life printed circuit boards.
Greenpeace, 2017. How repairable is your mobile device? A product guide to best-selling
smartphones, tablets and laptops.
Grzesik-Wojtysiak, K., Kukliński, G., 2013. ‘Screening life cycle assessment of a laptop
used in Poland’. Environment protection engineering, Vol. 39 (3).
GSMA, 2009. Mobile’s green manifesto.
Hand, C., 2013. Dealing with waste lithium batteries | Croner-i
(https://app.croneri.co.uk/feature-articles/dealing-waste-lithium-batteries-0) (accessed
13.9.16).
Hennies, L., Stamminger, R., 2016. An empirical survey on the obsolescence of appliances
in German households. Resources, conservation and recycling, Vol. 112, pp. 73-82.
(doi:10.1016/j.resconrec.2016.04.013)
Hintermann, R., Fassnacht, C., 2008. Leitfaden zum Sicheren Datenlöschen.

139
Hischier, R., Wäger, P. A., 2015. ‘The Transition from desktop computers to tablets: a
model for increasing resource efficiency?’ ICT Innovations for Sustainability.
Houlihan, K., 2013. A streamlined life cycle assessment of Mobile computing
(laptop/slate). Report 20/11/2013.
HP, 2016. Product end-of-life disassembly instructions. HP ProDesk 600 G1 Desktop Mini
PC.
(http://www.hp.com/hpinfo/globalcitizenship/environment/productdata/Countries/_Multi
Country/disassembly_deskto_2014516234519169.pdf)
HP, 2015. Technical white paper testing the business ruggedness and reliability of HP
business PCs.
HP Inc., n.d. HP notebook PCs — understanding lithium-ion and smart battery technology
| HP® customer support (http://support.hp.com/us-
en/document/c00596784#c00596784_warranty) (accessed 13.9.16).
Huisman, J., Botezatu, I., Herreras, L., Liddane, M., Hintsa, J., Luda di Cortemiglia, V.,
Leroy, P., Vermeersch, E., Mohanty, S., van den Brink, S., Ghenciu, B., Dimitrova, D.,
Nash, E., Shryane, T., Wieting, M., Kehoe, J., Baldé, C. P., Magalini, F., Zanasi, A., Ruini,
F., Bonzio, A., 2015. Countering WEEE illegal trade summary report, market assessment,
legal analysis, crime analysis and recommendations roadmap, Unu. Lyon, France.
(doi:978-92-808-4560-0)
Huisman, J., van der Maesen, M., Eijsbouts, R. J. J., Baldé, C. P., Wielenga, C. A., 2012.
The Dutch WEEE flows. Bonn, Germany.
IDC, 2016. Pay Now, save Later: The business case for rugged devices.
IDC, 2010. White paper — The business case for ruggedised PCs.
IEC, 2017. Area: 482: Primary and secondary cells and batteries
(http://www.electropedia.org/iev/iev.nsf/index?openform&part=482).
IEC/TR 62635, 2015. IEC/TR 62635:2015 Guidelines for end-of-life information provided
by manufacturers and recyclers and for recyclability rate calculation of electrical and
electronic equipment.
IEC/TS 62700, 2014. IEC/TS 62700:2014 DC power supply for notebook computers.
IEC 62902 draft, 2017. International Electrotechnical Commission (2017) — 62902 Ed.1.0:
Secondary batteries: Marking symbols for identification of their chemistry.
IEEE 1874, 2013. IEEE Standard for documentation schema for repair and assembly of
electronic devices. (doi:10.1109/IEEESTD.2014.6712032)
IEEE Std 1823, 2015. IEEE Standard for universal power adapter for mobile devices.
Investing News, 2016. 6 types of lithium-ion batteries
(http://investingnews.com/daily/resource-investing/energy-investing/lithium-
investing/6-types-of-lithium-ion-batteries/)
ISO 11469, 2000. Plastics — Generic identification and marking of plastics products.
ITU-T L.1002, 2016. Recommendation ITU-T L.1002 External universal power adapter
solutions for portable information and communication technology devices.
Kahhat, R., Poduri, S., Williams, E., 2011. Bill of Attributes (BOA) in life cycle modeling of
laptop computers. White Paper #103.
Kasulaitis, B. V., Babbitt, C. W., Kahhat, R., Williams, E., Ryen, E. G., 2015. ‘Evolving
materials, attributes, and functionality in consumer electronics: Case study of laptop
computers’, Resources, conservation and recycling, Vol. 100, pp. 1-10.
(doi:10.1016/j.resconrec.2015.03.014)

140
Knack, O., 2016. 5 common tablet PC defects and how to address them
(http://www.globalsources.com/NEWS/SIC-5-common-tablet-pc-defects-and-how-to-
address-them.htm) (accessed 16.9.16).
Krüger, A., 2016. Personal communication on 14.11.2016.
Kushnir, D., 2015. Lithium-ion battery recycling technology 2015 current state and future
prospects. Gothenburg, Sweden.
Lenovo, 2016. Beyond mil-spec [WWW Document].
Malmodin, J., Lundén, D., Moberg, Å., Andersson, G., Nilsson, M., 2014. ‘Life cycle
assessment of ICT’, Journal of industrial ecology, Vol. 18, pp. 829-845.
(doi:10.1111/jiec.12145)
Mathieux, F., Froelich, D., Moszkowicz, P., 2008. ‘ReSICLED: a new recovery-conscious
design method for complex products based on a multicriteria assessment of the
recoverability’, Journal of cleaner production, Vol. 16, pp. 277-298.
doi:10.1016/j.jclepro.2006.07.026
München, D.D., Veit, H.M., 2017. ‘Neodymium as the main feature of permanent magnets
from hard disk drives (HDDs)’, Waste management, Vol. 61, pp. 372-376.
(doi:10.1016/j.wasman.2017.01.032)
Nissen, N. F., Stobbe, L., Oerter, M., Scheiber, S., Schlösser, A., Schischke, K., Lang, K.-
D., 2013. ‘Design features of current tablet computers to facilitate disassembly and repair’,
Proceedings of the 8th Ecodesign 2013, Jeju, Korea.
Nnorom, I. C., Osibanjo, O., 2008. ‘Overview of electronic waste (e-waste) management
practices and legislations, and their poor applications in the developing countries’,
Resources, conservation and recycling, Vol. 52, pp. 843-858.
(doi:10.1016/j.resconrec.2008.01.004)
Peeters, J. R., Vanegas, P., Tange, L., Van Houwelingen, J., Duflou, J. R., 2014. ‘Closed
loop recycling of plastics containing flame retardants’. Resources, conservation and
recycling, Vol. 84, pp. 35-43. (doi:10.1016/j.resconrec.2013.12.006)
Peeters J. R., Tecchio P., Ardente F., Vanegas P., Coughlan D., Duflou J. 2018. eDIM:
further development of the method to assess the ease of disassembly and reassembly of
products - Application to notebook computers; EUR 28758 EN; doi:10.2760/864982
Polverini D., Ardente F., Sanchez I., Mathieux F., Tecchio P., Beslay L. Resource efficiency,
privacy and security by design: a first experience on enterprise servers and data storage
products triggered by a policy process. Computer and Security, 2017 (doi:
https://doi.org/10.1016/j.cose.2017.12.001)
Powel, J., 2002. Large volumes of electronics scrap are shredded before recycling, and
this booming trend has many new twists and turns.
Prakash, S., Dehoust, G., Gsell, M., Schleicher, T., Stamminger, R., 2016 a. Einfluss der
Nutzungsdauer von Produkten auf ihre Umweltwirkung: Schaffung einer
Informationsgrundlage und Entwicklung von Strategien gegen „Obsoleszenz’, Öko-Institut
eV. (doi:10.1017/CBO9781107415324.004)
Prakash, S., Dehoust, G., Gsell, M., Schleicher, T., Stamminger, R., 2016b. Einfluss der
Nutzungsdauer von Produkten auf ihre Umweltwirkung: Schaffung einer
Informationsgrundlage und Entwicklung von Strategien gegen „Obsoleszenz’ (unpublished
annex).
Prakash, S., Köhler, A., Liu, R., Stobbe, L., Proske, M., Schischke, K., 2016c. ‘Paradigm
shift in green IT — Extending the life — Times of computers in the public authorities in
Germany’, Electronics Goes Green 2016+, pp. 1-7.
141
Prakash, V., Sun, Z.H.., Sietsma, J., Yang, Y., 2014. ‘Electrochemical recovery of rare
earth elements from magnet scraps ‐ a theoretical analysis’, ERES2014: 1st European
Rare Earth Resources Conference|Milos|04‐ 07/09/2014.
prEN 50614, 2016. Draft standard for comments (general, techncial, editorial) — draft
developed by CLC/TC 111X-WK07 — Requirements for the preparation for reuse of waste
electrical and electronic equipment.
Private communications, 2017. Private communications and interviews with repair
operators, refurbishers and stakeholders.
Private communications, 2016. Private communications with stakeholders.
Rahimifard, S., Abu Bakar, M.S., Williams, D.J., 2009. ‘Recycling process planning for the
end-of-life management of waste from electrical and electronic equipment’, CIRP Annals
— Manufacturing technology. pp. 5-8. (doi:10.1016/j.cirp.2009.03.080)
RAL GmbH, 2013. Basic criteria for award of the environmental label, mobile phones, RAL-
UZ 106.
Rasenack, K., Goldmann, D., 2014. ‘Herausforderungen des Indium-Recyclings aus LCD-
Bildschirmen und Lösungsansätze’, Thomé-Kozmiensky, K.J., Goldmann, D. (Eds.),
Recycling Und Rohstoffe, Band 7. VIVIS Verlag.
Recchioni, M., Ardente, F., Mathieux, F., 2016. Environmental footprint and material-
efficiency support for product policy. Feasibility study for a standardised method to
measure the time taken to extract certain parts from electrical and electronic equipment.
European Commission, JRC, Institute for Environment and Sustainability, Ispra.
(doi:10.2788/29866)
Ripperger, J., 2016. Personal communication on 28.10.2016.
Risk & Policy Analysts Limited, 2014. Study on the impact of the memorandum of
understanding (mou) on harmonisation of chargers for mobile telephones and to assess
possible future options.
Rotter, V. S., Flamme, S., Götze, R., Ueberschaar, M., 2012. ‘Thermodynamische
Herausforderung bei Recycling von Nebenmetallen’, Thomé-Kozmiensky, K. J., Goldmann,
D. (Eds.), Recycling Und Rohstoffe, Band 5. TK Verlag, Neuruppin.
RREUSE, 2013. Investigation into the repairability of domestic washing machines,
dishwashers and fridges.
Samsung, 2015. Light, but Durable: Reliability Testing of Samsung Notebooks [WWW
Document].
Sarkis, J., 2001. Greener manufacturing and operations. Greenleaf Publishing.
Sarre, G., Blanchard, P., Broussely, M., 2004. ‘Ageing of lithium-ion batteries’, Journal of
power sources, Vol. 127, pp. 65-71. (doi:10.1016/j.jpowsour.2003.09.008)
SBS-IF, 1998. ‘Smart battery specifications implementers forum: smart battery system
specifications’, Smart battery data specifications revision 1.1.
Schischke, K., Stobbe, L., Dimitrova, G., Scheiber, S., Oerter, M., Nowak, T., Schlösser,
A., Riedel, H., Nissen, N. F., 2014. Disassembly analysis of slates: design for repair and
recycling evaluation. Berlin, Germany.
Schischke, K., Stobbe, L., Scheiber, S., Oerter, M., Nowak, T., Schlösser, A., Riedel, H.,
Nissen, N. F., 2013. Disassembly analysis of slates: design for repair and recycling
evaluation. Berlin, Germany.
Schmalstieg, J., Käbitz, S., Ecker, M., Sauer, D. U., 2014. ‘A holistic ageing model for
Li(NiMnCo)O2 based 18 650 lithium-ion batteries’, Journal of power sources, Vol. 257, pp.
325-334. (doi:10.1016/j.jpowsour.2014.02.012)

142
Seagate, 2016. Seagate life cycle analyses & corporate sustainability
(http://www.seagate.com/gb/en/global-citizenship/life-cycle-assessment/) (accessed
8.16.16).
Sommer, P., Rotter, V. S., Ueberschaar, M., 2015. ‘Battery related cobalt and REE flows
in WEEE treatment’, Waste management. (doi:10.1016/j.wasman.2015.05.009)
Song, Q., Wang, Z., Li, J., Yuan, W., 2013. ‘Life cycle assessment of desktop PCs in Macau’,
International journal of life cycle assessment, Vol. 18, pp. 553-566. (doi:10.1007/s11367-
012-0515-7)
Sprecher, B., Kleijn, R., Kramer, G.J., 2014 a. ‘Recycling potential of neodymium: the case
of computer hard disk drives’, Environmental science and technology, Vol. 48, pp. 9506-
9513. (doi:10.1021/es501572z)
Sprecher, B., Xiao, Y., Walton, A., Speight, J., Harris, R., Kleijn, R., Visser, G., Kramer,
G.J., 2014b. ‘Life cycle inventory of the production of rare earths and the subsequent
production of NdFeB rare earth permanent magnets’, Environmental science and
technology, Vol. 48, pp. 3951-3958. (doi:10.1021/es404596q)
SquareTrade, 2009. 1 in 3 Laptops fail over 3 years: Netbooks fail 20 % more than laptops;
ASUS & Toshiba the most reliable [WWW Document].
Statista, 2016. Shipment forecast of laptops, desktop PCs and tablets worldwide from
2010 to 2019 (in million units) (http://www.statista.com/statistics/272595/global-
shipments-forecast-for-tablets-laptops-and-desktop-pcs/) (accessed 16.8.16).
Stuhlpfarrer, P., Luidold, S., Antrekowitsch, H., 2015. ‘Recycling of Nd2Fe14B-magnets’,
Proceedings of EMC 2015.
Talens Peiró, L., Ardente, F., 2015. Environmental footprint and material-efficiency
support for product policy — Analysis of material-efficiency requirements of enterprise
servers. (doi:10.2788/409022)
Talens Peiró, L., Ardente, F., Mathieux, F., 2016. Analysis of material-efficiency aspects of
Energy-related Product for the development of EU Ecolabel criteria — Analysis of product
groups: personal computers and electronic displays. (doi:10.2788/642541)
Tecchio, P., McAlister, C., Mathieux, F., Ardente, F., 2017. In search of standards to
support circularity in product policies: a systematic approach. Journal of cleaner
production, doi:http://dx.doi.org/10.1016/j.jclepro.2017.05.198
Teehan, P., Kandlikar, M., 2013. Comparing Embodied Greenhouse Gas Emissions of
Modern Computing and Electronics Products. Environ. Sci. Technol. 47, 3997-4003.
doi:10.1021/es303012r
The New York Times, 2016. Samsung to recall 2.5 million Galaxy Note 7 s over battery
fires (http://www.nytimes.com/2016/09/03/business/samsung-galaxy-note-
battery.html?_r=0)
Thiébaud -Müller, E., Hilty, L. M., Schluep, M., Widmer, R., Faulstich, M., 2017. ‘Service
lifetime, storage time, and disposal pathways of electronic equipment: a Swiss case study’,
Journal of industrial ecology. (doi:10.1111/jiec.12551)
USB Implementers Forum, 2016. Universal Serial Bus — USB type-CTM Cable and
Connector Specification [WWW Document]. URL
http://www.usb.org/developers/usbtypec/ (accessed 7.29.16).
Van Eygen, E., De Meester, S., Tran, H. P., Dewulf, J., 2016. ‘Resource savings by urban
mining: The case of desktop and laptop computers in Belgium’, Resources, conservation
and recycling, Vol. 107, pp. 53-64. (doi:10.1016/j.resconrec.2015.10.032)
Vanegas, P., Peeters, J., Cattrysse, D., Duflou, J., Tecchio, P., Mathieux, F., Ardente, F.,
2016. Study for a method to assess the ease of disassembly of electrical and electronic
143
equipment. Method development and application to a flat panel display case study. EUR
27921 EN. doi:10.2788/130925
Vanegas, P., Peeters, J.R., Cattrysse, D., Tecchio, P., Ardente, F., Mathieux, F., Dewulf,
W., Duflou, J.R., 2017. ‘Method to assess ease of disassembly for ecodesign and treatment
cost evaluation’, Resources, conservation and recycling.
(doi:https://doi.org/10.1016/j.resconrec.2017.06.022)
Vannieuwenhuyse, T., 2016. Oral communication on 15.9.2016.
Vetter, J., Novák, P., Wagner, M. R., Veit, C., Möller, K.-C., Besenhard, J. O., Winter, M.,
Wohlfahrt-Mehrens, M., Vogler, C., Hammouche, A., 2005. ‘Ageing mechanisms in lithium-
ion batteries’, Journal of power sources, Vol. 147, pp. 269-281.
(doi:10.1016/j.jpowsour.2005.01.006)
Viegand Maagøe and VITO, 2017. Preparatory study on the Review of Regulation 617/2013
(Lot 3) — Computers and Computer Servers (draft report).
von Geibler, J., Ritthoff, M., Kuhndt, M., 2003. The environmental impacts of mobile
computing — A case study with HP — Final report.
Wang, F., Huisman, J., Stevels, A., Baldé, C. P., 2013. ‘Enhancing e-waste estimates:
Improving data quality by multivariate input-output Analysis’, Waste management Vol.
33, pp. 2397-2407. (doi:10.1016/j.wasman.2013.07.005)
Wang, X., Gaustad, G., Babbitt, C.W., Richa, K., 2014. ‘Economies of scale for future
lithium-ion battery recycling infrastructure’, Resources, conservation and recycling Vol.
83, pp. 53-62. (doi:10.1016/j.resconrec.2013.11.009)
WEEE Forum, 2017. WEEE plastics and chemical, product and waste legislation. 5 July
2017 Draft.
Westpak, I., 2013. Slides used during a webinar on ‘Product Reliability Testing:
Environmental and Mechanical Requirements’;
Wieser, H., Tröger, N., 2016. The use time and obsolescence of durable goods in the age
of acceleration. An empirical investigation among Austrian households. AK Wien.
Yang, J., Lu, B., Xu, C., 2008. ‘WEEE flow and mitigating measures in China’, Waste
management, Vol. 28, pp. 1589-1597. (doi:10.1016/j.wasman.2007.08.019)
Zakotnik, M., Devlin, E., Harris, I.R., Williams, A.J., 2006. ‘Hydrogen decrepitation and
recycling of NdFeB-type sintered magnets’, Journal of iron and steel research,
international, Vol. 13, pp. 289-295. (doi:10.1016/S1006-706X(08)60197-1)
Zhong, H., Schiller, S., 2011. ‘Design of the expense allocation mechanism in e-waste
recycling deposit system under EPR framework’, ICSSSM11, pp. 1-6, IEEE.
(doi:10.1109/ICSSSM.2011.5959352)
GETTING IN TOUCH WITH THE EU
In person
All over the European Union there are hundreds of Europe Direct information centres. You can find the
address of the centre nearest you at: http://europa.eu/contact
On the phone or by email
Europe Direct is a service that answers your questions about the European Union. You can contact this
service:
— by freephone: 00 800 6 7 8 9 10 11 (certain operators may charge for these calls),
— at the following standard number: +32 22999696, or
— by electronic mail via: http://europa.eu/contact
FINDING INFORMATION ABOUT THE EU
Online
Information about the European Union in all the official languages of the EU is available on the Europa
website at: http://europa.eu
EU publications
You can download or order free and priced EU publications from EU Bookshop at:
http://bookshop.europa.eu. Multiple copies of free publications may be obtained by contacting Europe
Direct or your local information centre (see http://europa.eu/contact).

XX-NA-xxxxx-EN-N
doi:10.2788/89220
ISBN 978-92-79-64943-1
LB-NA-28394-EN-N
