Anaerobic digestion is a solids stabilization process commonly used at municipal and industrial water resource recovery
facilities (WRRFs). The primary objective of anaerobic digestion is to convert the microbiological cells and other solids
generated during the treatment process to a stable end product. Other solids stabilization processes include aerobic
digestion, composting, thermal drying, thermal oxidation, and alkaline stabilization.
Anaerobic digesters typically consist of concrete or steel tanks and receive solids from separation processes in the liquid
treatment train. Solids may be comprised of settled material from primary clarification and secondary clarification, as
well as scum and grease. Fats, oils, and grease (FOG) or food waste from sources outside of the WRRF also may be fed
directly to digesters in some applications.
Similar to other stabilization processes, anaerobic digestion reduces odors and pathogens in the solids stream. Following
stabilization, the digested product, referred to as biosolids, may be removed from site for disposal or processed further to
reduce water content in preparation for disposal or beneficial reuse.
The primary benefit of anaerobic digestion compared to other forms of solids stabilization is the energy recovery
potential. Unlike the other commonly used stabilization processes, anaerobic digestion generates a biogas comprised
primarily of methane and carbon dioxide that may be recovered for beneficial use such as heat or power generation.
The potential for resource recovery has led to increased use of anaerobic digestion in recent decades.
PROCESS DESCRIPTION
Anaerobic digesters may receive solids from upstream processes in the liquid treatment train or FOG and food waste
from outside sources such as restaurants and other commercial or industrial facilities.
The solids from upstream processes typically are comprised of primary sludge, secondary sludge, scum, grease, and/or
other solids and liquids that may enter the solids collection system (including grit). Solids handling pumps like progressive
cavity or rotary lobe pumps typically convey solids to the digester tanks.
Intermediate steps may be implemented prior to digestion to improve the process efficiency or prevent excessive
maintenance on tanks or equipment. Grinding helps prevent maintenance issues by shredding large or stringy material
into smaller components. Screening also prevents maintenance issues by removing large or stringy materials. Degritting
improves process efficiency by preventing accumulation of grit inside digester tanks.
Grit is particularly concerning. The accumulation of settled grit and other inert solids within digester tanks reduces the
effective treatment or digestion volume. This digestion capacity reduction hinders the stabilization performance, reduces
gas production, and increases the frequency of tank maintenance and cleaning.
Solids blending (combining separate streams such as primary sludge and waste activated sludge into one feedstock)
and temporary storage in a holding tank also may be implemented upstream of the anaerobic digestion process.
Blending and storage produces a more homogeneous loading and minimizes digester feed flow variability. Feed
variability (in quality or flow) may cause digester foaming issues and require more maintenance.
Anaerobic Digestion Fundamentals
Anaerobic digestion is a sustainability staple at resource recovery facilities. In addition to performing vital solids treatment
processes such as stabilization and volatile solids reduction, anaerobic digestion also generates biogas that can be used
at the resource recovery facility to generate heat and power.
FACT SHEET
Copyright © 2017 Water Environment Federation. All Rights Reserved. 1
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
An additional intermediate step prior to digestion may include solids thickening. In this process, the water content of
primary and/or waste activated sludge is reduced. Process examples include gravity thickening, rotary drum thickening,
and gravity belt thickening. By reducing the overall volume of digester feed sludge, thickening may reduce the
equipment and tankage capacity required for digestion, conveyance, or storage, as well as the energy required for
digester heating, and chemical use for additional conditioning (if required).
Following any intermediate processing or thickening, solids are conveyed to digesters. Many different digester
configurations, shapes, and flow patterns are available depending on the quality of the digester feed and the primary
process objectives. These process objectives may be based on the degree of volatile solids reduction, gas production, or
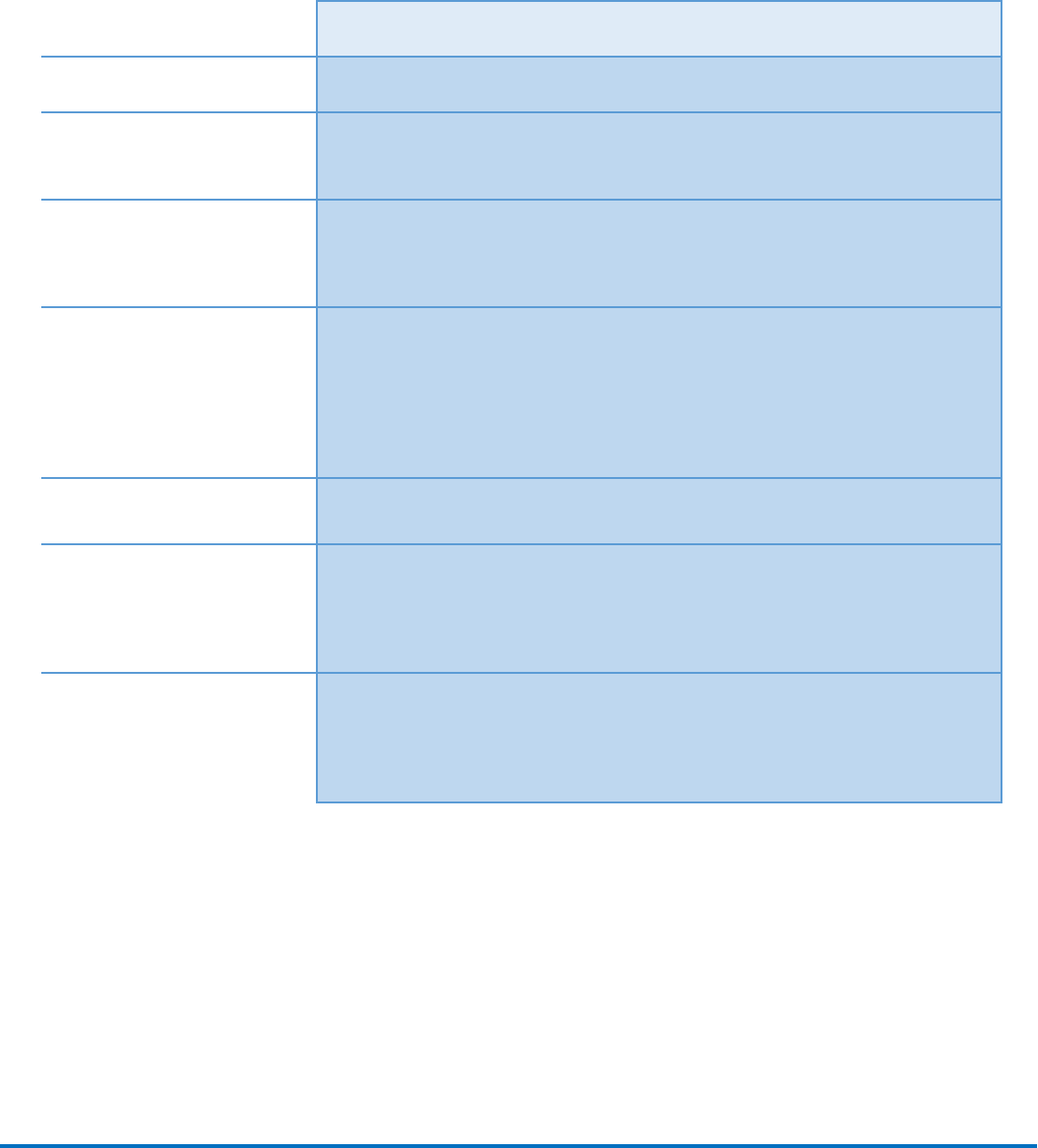
pathogen destruction required. Table 1 (p. 2) provides a brief introduction into some of the digester process options.
Table 1. Common digester configurations
Mesophilic digestion is by far the most common method of digestion, followed by thermophilic. Other methods, such as
temperature-phased anaerobic digestion (TPAD) and acid/gas-phased anaerobic digestion (AGAD), are far less common
and are less rigidly defined compared to mesophilic and thermophilic digestion methods. For example, the TPAD
configuration may include an initial acidic stage, and the AGAD configuration may include an initial thermophilic stage.
Regardless of the configuration, the objective of digester operation is to create an environment that promotes organic
decomposition and reduction of inorganic matter. This is accomplished primarily by maintaining a certain temperature
(depending on the digestion method) and ensuring sufficient mixing.
External heat exchangers typically are used to maintain sufficient temperature within the digester. Spiral type heat
exchangers and water bath type heat exchangers increase the temperature of solids by exposing a pipe containing solids
to high temperature water. As the solids pass through the heat exchanger piping, energy (heat) is transferred from the hot
water to the solids. Solids (at an elevated temperature) then return to the digester to increase or maintain the temperature
of the contents.
Numerous methods are available to maintain digester contents in suspension, including pumping from one location within
the tank to another. This uses an external draft tube or an external centrifugal pump. Mechanical mixing via an impeller or
linear motion mechanism located within the tank or gas injection are other mixing methods.
The biogas that forms during anaerobic digestion is a result of the biological decomposition of organic matter taking
place in the absence of oxygen. Methane (CH4) makes up 65% to 70% of biogas, while carbon dioxide (CO2) comprises
about 25% to 30%. Trace quantities of nitrogen (N-2), hydrogen (H2), and hydrogen sulfide (H2S), water vapor, and other
gases make up the difference.
The energy potential of methane makes biogas a valuable resource as mentioned above. The heat produced by burning
biogas fuel in a boiler may be utilized to heat water for use in a heat exchanger or for the facility’s building heating
system. Cogeneration or combined heat and power (CHP) systems are used to produce heat and to convert the energy
contained in biogas to useable electrical energy. Microturbines, gas turbines, or internal combustion engines connected
to generators are used to produce electricity, which may be used onsite or exported to an external power grid.
Copyright © 2017 Water Environment Federation. All Rights Reserved. 2
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
Anaerobic digestion
method
Operation Advantages
Mesophilic
Temperatures may range from 35°C to
39°C
most common digestion method
produces biosolids and biogas for
beneficial use
Thermophilic
Temperature may range from 50°C to
57°C
improved pathogen destruction
higher quality biosolids produced
improved gas production
reduced volume requirements (due
to increased reaction rate)
Temperature-phased
Mesophilic and Thermophilic operation
reduced thermophilic heating vol-
ume
improved volatile solids destruction
increased gas production
Acid/gas phased
Multiple phases including acid stage
(with pH conditions below 6.0) and gas
stage (with neutral pH conditions)
improved volatile solids destruction
foaming control
Higher-value fuels such as compressed natural gas (CNG),
liquid natural gas (LNG), or methanol may also be produced
from biogas. While these fuels are considered higher-value,
the processes for producing and using CNG, LNG, and
methanol are more complex in comparison to using biogas
for heat and power generation. As technology advances,
the use of biogas to produce these higher-value fuels may
become more common.
Prior to use, biogas must be pretreated to remove impurities
and other substances which may cause maintenance and
process efficiency issues. The water vapor present in biogas
reduces process effectiveness, and may be removed by
sloping biogas piping toward sediment/drip traps that
collect condensed water vapor for disposal.
Hydrogen sulfide, when combined with water vapor, forms a
weak acid that may damage biogas piping or equipment.
Passing biogas through wood chips impregnated with iron
sponge, biological scrubbers, or activated carbon help
remove hydrogen sulfide from biogas. Liquid phase
oxidation is an alternative removal method.
Siloxanes present in biogas convert to silicon dioxide
particles or sand when heated (for example, in a boiler,
engine, or turbine). These particles may cause damage and
reduce equipment life. Adsorption using activated carbon
or condensation may be employed to remove siloxanes.
Beside biogas, digestion also produces biosolids. Biosolids
may be conveyed to a secondary digester (if present) or
the mechanical dewatering process. Alternatively, — and
depending on regulations and WRRF operation — the
biosolids may be collected and hauled to an offsite location
for final disposal or further processing.
Secondary digester tanks may be employed to enable
liquid–solid separation of biosolids. This separation produces
a liquid called supernatant as well as thickened biosolids.
Supernatant is returned to the head of the WRRF (usually the
headworks), while the thickened biosolids may be
processed further or hauled offsite for final disposal.
Dewatering is the most common form of biosolids processing
post-digestion. The objective of dewatering is to reduce the
water content of biosolids; this reduces hauling costs. The
dewatered “cake” that is generated from dewatering may
be landfilled or, depending on the quality of the cake,
added to soil as an amendment. Numerous technologies
are available to mechanically dewater solids; common
equipment types include centrifuges, screw presses, belt
filter presses, and rotary presses. Solids drying beds are a
more passive dewatering approach and require more
space and additional labor to produce dewatered cake.
The liquid removed from solids during dewatering typically is
returned to the head of the WRRF.
Incineration is an alternative form of biosolids processing
and may be accomplished using multiple hearth reactors or
fluidized bed reactors. End products include carbon dioxide,
water, and ash. The objectives of incineration include
volume reduction in preparation for final disposal and
energy recovery.
DESIGN
There are three main stages of anaerobic digestion:
hydrolysis, fermentation, and methanogensis. All three occur
simultaneously and in the same vessel.
During hydrolysis, cells that were instrumental in biological
treatment in the liquid train are broken down into a soluble
form. Fermentation follows hydrolysis. During this stage, the
soluble products formed during hydrolysis are converted to
a mixture of volatile fatty acids (a process called
acidogensis) and, then, the mixture of volatile fatty acids is
converted primarily to acetic acid, carbon dioxide, and
hydrogen (a process called acetogenisis). The final stage is
methanogensis, which involves the conversion of acids and
hydrogen (formed during fermentation) to methane and
carbon dioxide. The proper design of anaerobic digesters
helps maximize the effect and success of each of these
three stages.
While there are numerous styles and operational strategies,
most anaerobic digesters are operated as single stage
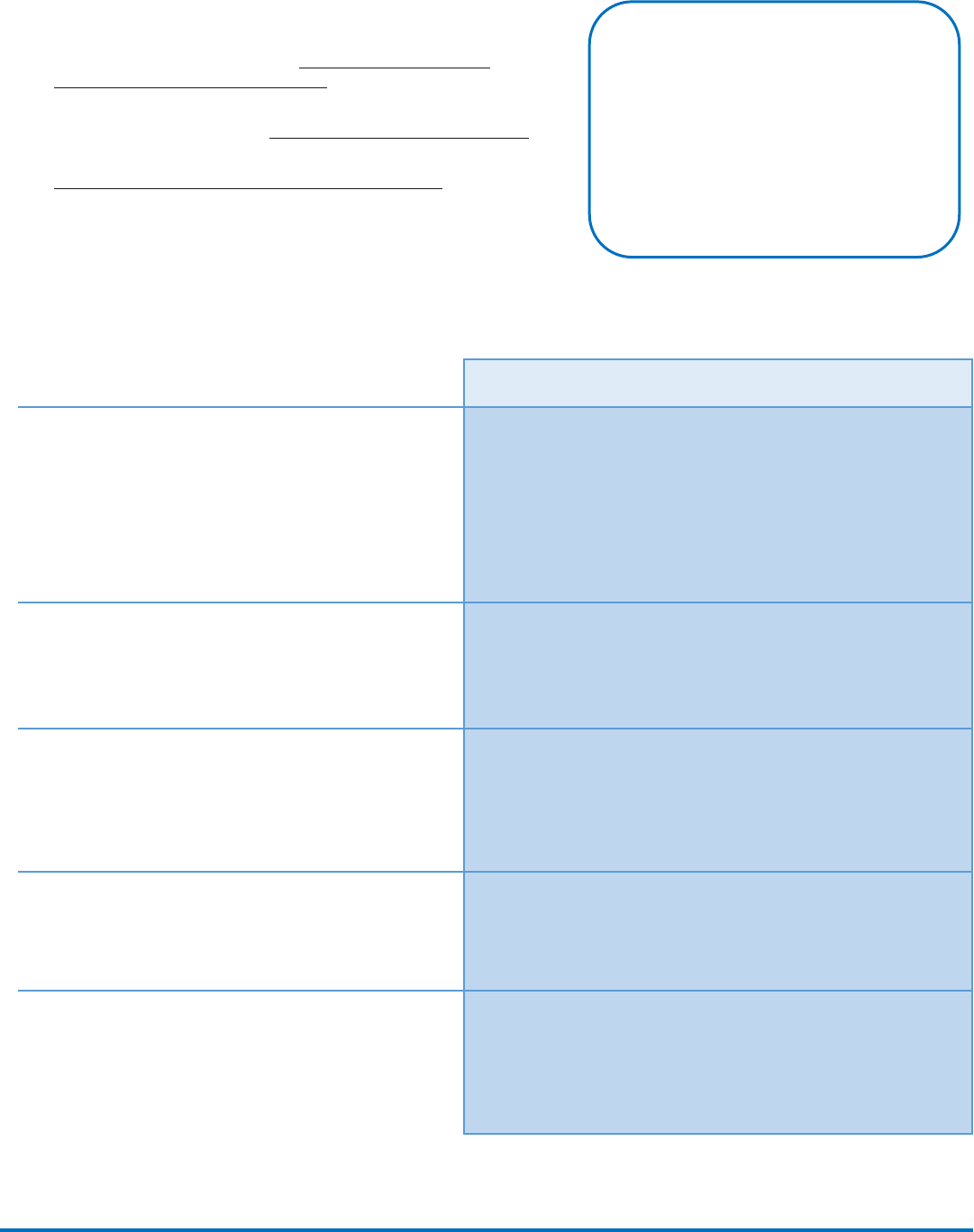
mesophilic reactors. Table 2 (p. 3) provides typical design
criteria for high rate mesophilic digesters.
Table 2. Typical high rate mesophilic digester design criteria
Numerous factors greatly affect the construction and
operation of anaerobic digesters and must be considered
during design. The following section summarizes a few of
these factors.
Copyright © 2017 Water Environment Federation. All Rights Reserved. 3
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
Table adapted from Design of Municipal Wastewater Treatment Plants
(Manual of Practice No. 8), published by the Water Environment
Parameter
Typical target range
Temperature
95°F to102°F
Volatile solids loading rate
0.12 to 0.16 lb/ft
3
•day
Feed percent solids
4% to 7%
Solids retention time
15 to 20 days
WEF Photos
Tank volume and retention time
When sizing an anaerobic digester and selecting a design solids retention time (SRT), the engineer must consider such
factors as biochemistry, microbiology, industrial contributions, and regulatory requirements. Simplified empirical methods
are available for use during design. High rate mesophilic digesters may employ an SRT between 15 and 30 days. In
general, the longer the SRT, the more volatile solids reduction.
Volatile solids reduction
Volatile solids reduction is a common metric used to evaluate digestion effectiveness, but is difficult to quantify for design
as it is greatly affected by both operating conditions and solids feed variation. The volatile solids loading rate is a design
parameter that may be used to size digester tanks.
Gas production and collection
Typically, gas is produced at a rate of about 13 to 18 ft3/lb volatile solids reduced. Methane may account for up to about
70% of the total volume of gas produced during digestion. Gas produced during anaerobic digestion is collected under
the digester tank cover, where it is temporarily stored prior to its ultimate use. Numerous cover styles and types are
available, including fixed (immobile), floating, and membrane covers. During cover selection and design, the engineer
should consider gas production, thermal requirements, and odors, as well as foam and scum control.
Tank shape
The three most common shapes are cylindrical (with slightly sloped tank floor), egg-shaped, and the “German style”,
which features a cylindrical tank with more steeply sloped bottom and top sections. Most anaerobic digester designs in
the U.S. feature conventional cylindrical tanks.
Mixing
Multiple mixing options are available. Common examples include external or internal draft tubes, which pump contents
from one section of the digester to another via tubes located, respectively, on the tank exterior or interior; pumps, which
receive contents from one section of the digester and pump to another section; and submersible mixers, which stir
contents within a digester via impellers.
Biosolids classification
According to the U.S. Environmental Protection Agency’s regulation at 40 CFR Part 503, there are two levels of pathogen
reduction: Class A and Class B. These designations and the resulting processes to achieve them affect the quality and
ultimate use of biosolids. The biosolids that result from Class A pathogen reduction may be directly applied to land for
beneficial reuse. Reaching Class A requires additional treatment during digestion, for example exposing digester contents
to higher temperature. More regulations exist for the end use of biosolids that result from Class B pathogen reduction. To
meet Class B pathogen reduction, anaerobic digesters must be operated for a minimum SRT of 15 days and a
temperature between 95°F and 131°F.
OPERATION AND MAINTENANCE
Table 3 (p. 4) provides typical operating parameters for mesophilic anaerobic digesters.
Table 3. Typical mesophilic digester operating parameters
Copyright © 2017 Water Environment Federation. All Rights Reserved. 4
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
Parameter
Value
VSS destruction
45% to 55%
pH
6.8 to 7.2
Alkalinity
2500 to 5000 mg/L as CaCO
3
Methane content of biogas
60% to 65% (by volume)
Carbon dioxide content of biogas
35% to 40% (by volume)
Volatile acids (VA)
50 to 300 mg/L as VA
Volatile acid: alkalinity ratio
<0.3 mg CaCO
3
/ mg VA
Ammonia
800 to 2000 mg/L as N
Table adapted from Design of Municipal Wastewater Treatment Plants (Manual of Practice No. 8), published by the Water Environment
Federation and McGraw Hill
The operations and maintenance plan for anaerobic digesters focuses on maintaining conditions that promote the
digestion process, including pH, temperature, and alkalinity. Tank foaming and odor must be considered and addressed
to prevent additional maintenance or nuisance issues. And, in general, tanks should be emptied periodically to enable
operators to check mechanical equipment and clean tank interiors. The table below provides additional information on
O&M typical of conventional mesophilic digestion.
Table 4. O&M Typical of Conventional Mesophilic Digestion
Copyright © 2017 Water Environment Federation. All Rights Reserved. 5
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
O&M activity
Effect
Maintaining pH between 6.8
and 7.5
Methanogens are sensitive to variations in pH. Operating outside of this range
may reduce methane generation and impair overall digestion performance.
Maintaining Temperature
between 95°F and 102°F
Methanogens are sensitive to variations in temperature. Operating outside of
this range or even changing digester temperature more than about 2°F per
day may reduce methane formation, increase foaming, and impair overall
digestion performance.
Maintaining sufficient
alkalinity
Sources of alkalinity like ammonia and bicarbonate are produced during
digestion and help maintain pH. A well-performing digester should not require
alkalinity supplementation. The need for alkalinity supplementation with
chemicals such as sodium bicarbonate and lime to stabilize pH is indicative of
overall system imbalance. Further evaluation may be necessary.
Minimizing tank foaming
Foaming impairs performance by reducing the active digestion volume; this
may lead to lower volatile solids reduction and biogas production, short
circuiting of pathogens, mechanical equipment damage, and foam overflows
or spills. Foaming may result from the presence of chemical surfactants,
biological surfactants, or filamentous organisms. Foaming may be
exacerbated by unstable operations such as highly variable loading rates or
mixing. Maintaining constant digester feeding (rather than loading in batches)
helps limit tank foaming issues.
Minimizing odor
Odorous compounds such as hydrogen sulfide and ammonia are produced
during digestion. The installation of digester tank covers limits the effect of
nuisance odors to the surrounding environment.
Tank cleaning
Digester tanks should be removed from service periodically for cleaning and
inspection. While offline, operators can check or repair any mechanical
equipment installed within the tank and inspect the tank itself for structural
deterioration. Additionally, grit and scum, accumulates within digestion vessels
and limits effective/treatment volume, and should be removed while the tank
is offline.
Maintaining safe work spaces
Biogas is a flammable substance. The lower explosive limit (LEL) for methane in
the air is 5%. Furthermore, empty digesters are classified as confined spaces.
The immediately dangerous to life or health (IDLH) limit for methane in the air is
0.5%. To ensure safety and minimize risk, air monitors should be installed where
appropriate and operators should follow all safety precautions when working
around digesters and related equipment.
Copyright © 2017 Water Environment Federation. All Rights Reserved. 6
WSEC-2017-FS-002—Municipal Resource Recovery Design Committee—Anaerobic Digestion Fundamentals
Acknowledgments
WEF Municipal Resource Recovery Design
Committee
Contributing authors:
Jeff Coyne (Primary Author)
Chris Wilson
Matt Scarborough
Art Umble
Resource
Description
Solids Process Design and Management (2012)
This publication is intended for use by professionals engaged in the
design, approval, and operation of municipal solids treatment and
disposal systems. This publication includes material on planning, solids
production and characterization, conveyance, conditioning,
thickening, waste minimization, anaerobic and aerobic digestion,
dewatering, composting, alkaline treatment, disinfection and
stabilization, thermal drying, thermal oxidation, pyrolysis and
gasification, transport and storage, odor management, sidestreams,
instrumentation and monitoring, land application and product
distribution, landfill management, emerging technologies, and
treatment and utilization of green gases.
Biogas Production and Use at Water Resource
Recovery Facilities in the United States (2013)
This report highlights existing anaerobic digestion systems at U.S.
Water Resource Recovery Facilities, as well as current uses of, and
potential future opportunities for, using biogas produced by these
facilities.
Biogas Utilization: A Regional Snapshot in
Understanding Factors that Affect Water Resource
Recovery Facilities (2015)
The goal of this report is to summarize “sprint” data collection
activities, which took place during 2014 as part of a larger collection
effort aimed at determining the beneficial use of biogas within the
water environment industry. As data continues to be supplemented,
additional regional reports will be released. The site-specific data can
be found at www.biogasdata.org.
Technical Practice Update: Direct addition of High
Strength Organic Waste to Municipal Wastewater
Anaerobic Digesters (2010)
The main purpose of this Technical Practice Update (TPU) is to provide
a high-level overview of some of the potential benefits and
challenges of direct co-digestion of high-strength organic wastes with
municipal wastewater sludge.
Moving Toward Resource Recovery Facilities (2014)
This book provides an overview of the fundamental drivers for
resource recovery from wastewater and presents the basic case for
resource recovery. It also provides an overview of state-of-the-art
technological approaches to resources recovery and provides
general guidance on the applicability of recovery technologies for
the cross section of facility types. This allows facilities to take steps
toward recycling a greater number of otherwise lost resources.
References
Additional Resources WEF Resources
1. Tchobanoglous, George, et al. Wastewater Engineering
Treatment and Resource Recovery, Metcalf and Eddy/AECOM
5
th
ed. New York: McGraw-Hill Education, 2014.
2. Grady Jr., C. P. Leslie, et al. Biological Wastewater Treatment,
3
rd
ed. Boca Raton: CRC. 2011.
3. Design of Municipal Wastewater Treatment Plants, 5
th
ed. New
York: McGraw-Hill Education, 2010
