COMMERCIAL TRUCKS & FLEETS
AGM VRLA Batteries
PROPER UTILIZATION • TESTING • CHARGING • SYSTEMS INFORMATION
TECHNICAL GUIDE
I: UNDERSTANDING AGM
AND ITS VRLA DESIGN
II: UNDERSTANDING A NECESSARY
EVOLUTION OF COMMERCIAL TRUCK
AGM TECHNOLOGY
III: PROPERTIES OF AGM PRODUCTS AND
SERVICE IN COMMERCIAL VEHICLES
IV: TESTING CONSIDERATIONS
OF AGM DESIGNS
V: CHARGING CONSIDERATIONS
OF AGM DESIGNS
VI: COMMERCIAL BATTERY SYSTEMS
VII: ENVIRONMENTAL TEMPERATURES
AND VENTING CONDITIONS
VIII: SAFETY PRECAUTIONS
FOR AGM BATTERIES
I. UNDERSTANDING AGM
AND ITS VRLA DESIGN
AGM (Absorbed Glass Mat) batteries are constructed with a
VRLA (Valve Regulated Lead Acid) design and can be substituted
in virtually any flooded lead battery application (in conjunction
with well-regulated charging). Their unique features and benefits
deliver an ideal solution for many applications where traditional
flooded batteries would not deliver the best results.
East Penn has been manufacturing valve-regulated batteries
using tried and true technology backed by more than 75 years
of experience. East Penn produces AGM, Gel, Flooded, and
Lithium-ion batteries for many applications. This diverse
product offering enables East Penn to be objective as to the
advantages of each type of battery.
WHAT IF YOU DON’T UNDERSTAND SOMETHING IN
THIS TECHNICAL GUIDE? We are here to help. Go to
https://fahrenheit31.com and type your question in the
Fahrenheit
®
Hotline section. A battery expert will be happy
to help answer your questions.
A. AGM (Absorbed Glass Mat) batteries
The electrolyte in AGM batteries is completely absorbed in
separators consisting of matted glass fibers. This causes them
to be spillproof, meaning they don’t leak acid like a flooded
design if tipped on their side. The glass mats in AGM batteries
are wrapped around either the positive or negative plates,
which helps prevent damage from vibration and will extend
cycling. The battery’s groups are packed tightly in the case
partitions also protecting its power producing components.
B. How VRLA works
A VRLA battery utilizes a one-way, pressure-relief valve system
to achieve a “recombinant” technology. This means that the
oxygen normally produced on the positive plate is absorbed by
the negative plate. This suppresses the production of hydro-
gen at the negative plate. Water (H
2
O) is produced instead,
retaining the moisture within the battery. It never needs
watering and should never be opened as this would expose
the battery to excess oxygen from the air. In addition to
damaging the battery, opening it also voids the warranty.
C. The difference between VRLA and traditional
flooded batteries
Flooded electrolyte batteries do not have special one-way,
pressure-relief valves, as they do not work on the recombina-
tion principle. Instead, flooded designs utilize a vent to allow
gas to escape. They contain liquid electrolyte that can spill and
cause corrosion if tipped or punctured. They should not be
used near sensitive electronic equipment. They can only be
installed “upright.” Flooded batteries are more susceptible
to the following conditions; however, these can also be
damaging to VRLA designs as well:
• Left in a discharged condition for any length of time (due
to sulfation). This is especially true of designs that require
water maintenance.
• Continually over-discharged (due to active material shedding).
This is especially true of commercial starting types.
D. Why use AGM Batteries?
Many of today’s heavy-duty trucks depend on batteries to do
much more than crank the engine. Starting batteries alone
aren’t designed to withstand the continuous discharge and
recharge that new auxiliary equipment and anti-idling law
demands. AGM batteries recharge faster and have twice the
cycle life of a conventional flooded product. AGM designs are
also 20x more vibration resistant, which is critical for com-
mercial vehicles that undergo intense use. With the electrolyte
suspended in the glass mats, they are completely spillproof
and more resistant to corrosion.

2
E. Why use AGM instead of Gel?
Gel batteries are also a VRLA design but are no longer preva-
lent in today’s commercial truck industry. While a Gel battery
is better suited for super-deep discharge applications, due to
the physical properties of the gelled electrolyte, Gel battery
power declines faster than an AGM battery as the temperature
drops below 32°F (0°C). AGM batteries excel for high current,
high power applications and in extremely cold environments.
AGM batteries deliver a better dual-purpose solution for a
combination of starting and accessory power.
F. Why use AGM instead of Lithium-ion?
Lithium-ion is a prevalent technology in EV trucks and some
applications but is still a niche in the Internal Combustion
engine commercial trucks. Its high-power density comes with
a high cost that is not suitable for most owner/operators or
fleets. Also, as an industry that is very conscientious about
recyclability and green initiatives, Lithium-ion does not yet
have a good end-of-life solutions while AGM batteries,
along with other lead battery products, are the most recycled
consumer products in the world.
G. Can I mix batteries within
the same battery pack?
No, you cannot mix AGM, Gel, and flooded batteries within
the same battery pack. Batteries should be paired together
with other batteries of similar age and ratings within the
same battery pack.
II. UNDERSTANDING A NECESSARY
EVOLUTION OF COMMERCIAL TRUCK
AGM TECHNOLOGY
A. The need for protection
against high temperatures
Since 2011, truck designs have caused battery boxes to reach
much higher temperatures – some even 140°F and beyond.
Temperatures keep rising. Instead of directing the vehicle’s air
flow to help cool the engine and other critical parts below the
vehicle, a truck’s cooling airflow is now up, over and behind
the vehicle to achieve better aerodynamics and fuel economy.
Heat generating items are positioned very close to the battery
box causing the temperature in this metal box to continue to
rise. Even in northern regions where high heat was traditionally
not a problem, trucks are experiencing higher temperatures as
a result of these high heat occurrences combined with heavier
power demands.
The evolution of trucks continues to require the heavier cycle
service performance of an AGM product, so flooded products
are becoming less of an option. Protection against heat and a
special AGM reinforced cycle service design better equips the
battery to withstand the grueling demands of extra electrical
demand and key-off loads, especially in high heat environ-
ments and even under normal operating temperatures.
B. What technology helps
protect against high heat?
Fahrenheit
®
batteries are designed with a revolutionary
Thermal Shielding technology that provides the reinforced
service life critical in Class 6, 7, and 8 trucks (2011 and
newer). Thermal Shielding Technology is comprised of three
main parts:
• Life Extending Catalyst: The catalyst protects an AGM’s
battery recombination process by reducing internal heat
and resisting thermal runaway. Use of the catalyst also
reduces internal corrosion and accelerated aging. (The
catalyst actually creates a superior VRLA design,
especially for high heat situations. High heat causes
overcharging. Commercial batteries with an AGM design
significantly benefit from having this superior VRLA
performance to withstand the effects of overcharging)
• Fahrenheit
®
Case & Cover: Reinforced design helps
safeguard performance from high heat. A Valve Regulated
design has the propensity to experience bulging if it over-
charges or reaches excessive temperatures. Excessive
bulging is not good for an AGM design as it is built with an
optimized amount of component compression to maximize
performance. Fahrenheit technology protects that compo-
nent protection to safeguard battery performance in high
temperatures.
• TempX Alloy: Strategic Alloy Technology to resist high
heat and optimize the current flow within the battery.
C. Are “Pure Lead” batteries a
suitable solution for high heat?
While lead purity helps minimize gassing when internal chem-
ical reactions are accelerated because of heat, it does NOT
reduce it enough to equal the benefits of a catalyst-enhanced
VRLA design like Fahrenheit. Plus, there are conductivity and
reinforcement trade-offs by not utilizing other elements within
the alloy – especially for commercial truck use. Fahrenheit
products are engineered with a strategic grid alloy formula
with high lead purity, specifically tailored to match the com-
mercial truck application and improve the conductivity of the
mass-to-grid interface. An enhanced mass-to-grid interface
optimizes the battery’s power delivery and promotes long life.
East Penn’s strategic alloy formula provides grids with cor-
rosive tolerance, conductive performance, and manufactured
integrity and is a better overall solution than just “pure lead.”
This has been proven in tests where Fahrenheit was compared
against leading “pure lead” AGM batteries on cycle life and
water loss. Fahrenheit batteries tested at 158°F had 43%*
more cycle life than competitors. Fahrenheit batteries tested
at 140°F resulted in 88%** less water loss than leading “pure
lead” products in the market today. Less water loss equates to
much longer field performance before battery failure.
(*Tests conducted at 167°F comparing Fahrenheit and Standard AGM batteries. Voltage and cycles
measured after 10 seconds and 200 AMP load. ** Testing based on High Float Temp Charge Water
loss test data. Charged at 14.2 volts at 140°F, weighed twice a week and then subjected to BCI Load
Test. Others based on 2 part number, 2 sample average. Fahrenheit on 2 sample average.)
3
D. Are Fahrenheit
®
batteries a
suitable solution for cold?
Batteries experience so much heat in warmer months that they
lose the necessary capacity and resiliency to have the power
needed for winter temperatures. One of the best methods to
protect battery performance in the cold is to protect it from
the heat. Battery designs with some type of thermal or heat
protection are best equipped to maximize the truck’s electrical
system performance in the hot or cold.
It’s also important to note that even in Northern regions where
high heat has not traditionally been a problem, battery box
temperatures are reaching beyond recommended operating
temperatures. Fahrenheit Thermal Shielding products are not
only exceeding expectations in high heat performance but also
extending cycle life under normal operating temperatures.
III. Properties of AGM Products and
Service in Commercial Vehicles
Today’s commercial applications are being integrated with more
electronic and accessory power demands than ever before. New
advances in the vehicle’s electrification and battery-powered
controls are requiring a greater demand on the batteries’ func-
tions in the vehicle. Independently powered HVAC and APU
systems require a deeper cycle service that also differs from
the predominate starting service of traditional battery designs.
In most cases, it is not enough to just meet the commercial
vehicle’s starting requirements. Understanding the cycling
or deep cycle demands placed on the battery as well as the
individual user’s needs is extremely critical. AGM batteries can
provide solutions to these additional requirements on the bat-
tery, and it’s extremely important to understand how they can
benefit the many functions batteries serve in today’s
commercial vehicle electrical systems.
A. Starting Service
The predominate function that batteries serve in commer-
cial vehicles is to start the vehicle. However, there are other
demands that today’s battery must withstand in order to
continue to provide that service. AGM batteries offer a du-
rability-enhanced design that reinforces the battery so it can
continue to deliver dependable starting power, even under
demanding auxiliary loads. While the battery’s durability is
becoming more and more important, it does not negate the
fact that the batteries must meet or exceed the vehicle’s Cold
Cranking requirements. AGM batteries excel for high current,
high starting power demanding applications, especially in
extremely cold environments.
Cold Cranking Amps (CCA) is a measure of engine starting
ability based on being able to sustain a minimum voltage
(7.20) under load for a minimum time period (30 seconds) at
a temperature of 0°F. The test is done on a new fully charged
battery. Regardless of the actual low temperature, typical
cranking duration, minimum acceptable voltage, and lowest
expected state of charge; engine manufacturers set their
battery requirements relative to this standard reference value.
CCA is also measured by some battery testers. Here it is a
calculated value proportional to battery conductance and not
the results of a standard test.
B. Cycle Life
Cycle life is how many times you can discharge a battery and
recharge the battery again before it degrades to the point it is no
longer usable. A battery with extended cycle life survives longer
than average under the more grueling demands of less-than-
ideal environments and tough commercial use. This includes
warmer climates, higher temperature environments, longer than
typical hours of usage, higher annual miles of operation, and
frequent electrical loading while the engine is off.
The appropriate test for cycle life depends on how the battery
is going to be used. As a general rule, high temperature
accelerates aging and deeper discharging accelerates capacity
degradation giving fewer cycles. Different tests have different
definitions of end of life. Some users may be able to tolerate
more degradation. If the battery is undersized for its duty, a
user may experience problems before the defined end of life.
It’s important to remember that if you use energy, you must
replace it all, plus an allowance for inefficiency. If you add
extra loads to a vehicle, the charging system may be too small
to recharge in the time available.
1. Cycle life testing
Good cycle life performance depends on the criteria of the
test. For example, if one test shows a battery can perform
1000 cycles, that could be good or bad depending on the
test’s criteria. 500 cycles might be an excellent performance
on one test but on another test 500 cycles might indicate
poor performance.
SAE J2185 is a popular test to determine the effects that
cycling will have on the battery’s starting performance. A 25-
amp, 1-hour discharge is used to mimic the key-off loads at
122°F. The recharge is accelerated to 2.5 hours. After 26
cycles, there is a rest and a 50-second cranking simulation.
The battery could fail during the 25-amp discharge, but in
practice, the cranking simulation is the typical point of failure.
A single 25 ampere-hour cycle could represent one day of
service in a vehicle with excessive hotel loads, or it could
represent over a week of loads in a day cab vehicle.
The fact that this is an individual battery test should be consid-
ered when evaluating the three or four battery system typical
in many commercial trucks. In these systems, a single battery
is supplying one-third or one-fourth of the vehicle’s needs.
IMPORTANT NOTE – There may be charging compatibility
issues within AGM battery types
Off-truck chargers need to recognize the number of amps
absorbed in order to charge properly. This is called charge
reflection. Some AGM batteries have a charge reflection
that does not work with popular shop chargers. This can
cause incompatibility issues leading to inaccurate testing
and improper charging increasing battery replacement and
unnecessary costs. Fahrenheit or East Penn AGM Group 31
batteries do not have these incompatibility issues.
4
2. Depth of Discharge and Cycle Life
Depth of discharge will affect cycle life. The harder any battery
has to work, the sooner it will fail. The shallower the average
discharge, the longer the life.
It’s important to size a battery system to deliver at least twice
the energy required, to assure shallow discharges.
Follow these tips for the longest life:
• Avoid ultra-deep discharges. The definition of
ultra-deep discharge may vary with application and
battery type.
• Don’t leave a battery at a low stage of charge for an
extended length of time. Charge a discharged battery
as soon as possible.
• Don’t cycle a battery at a low state of charge without
regularly recharging fully.
• Use the highest initial charging current available (up to
30% of the 20-hour capacity per hour) while staying
within the proper temperature-compensated voltage
range.
C. Battery Capacity and Discharge Rates
Battery capacity is related to runtime at a fixed rate and tem-
perature. It has units that are the product of current multiplied
by time (such as ampere-hours). The ampere- hour is a unit
of electrical charge.
Capacity is often defined on the basis of a 20-hour runtime.
If the 20-hour capacity is 100 ampere-hours, the typical new
fully charged battery can deliver 5 amps for 20 hours at the
standard temperature (80°F) to the standard cutoff voltage
(10.50 volts under load). Reserve capacity is the minutes of
runtime under a 25-amp load.
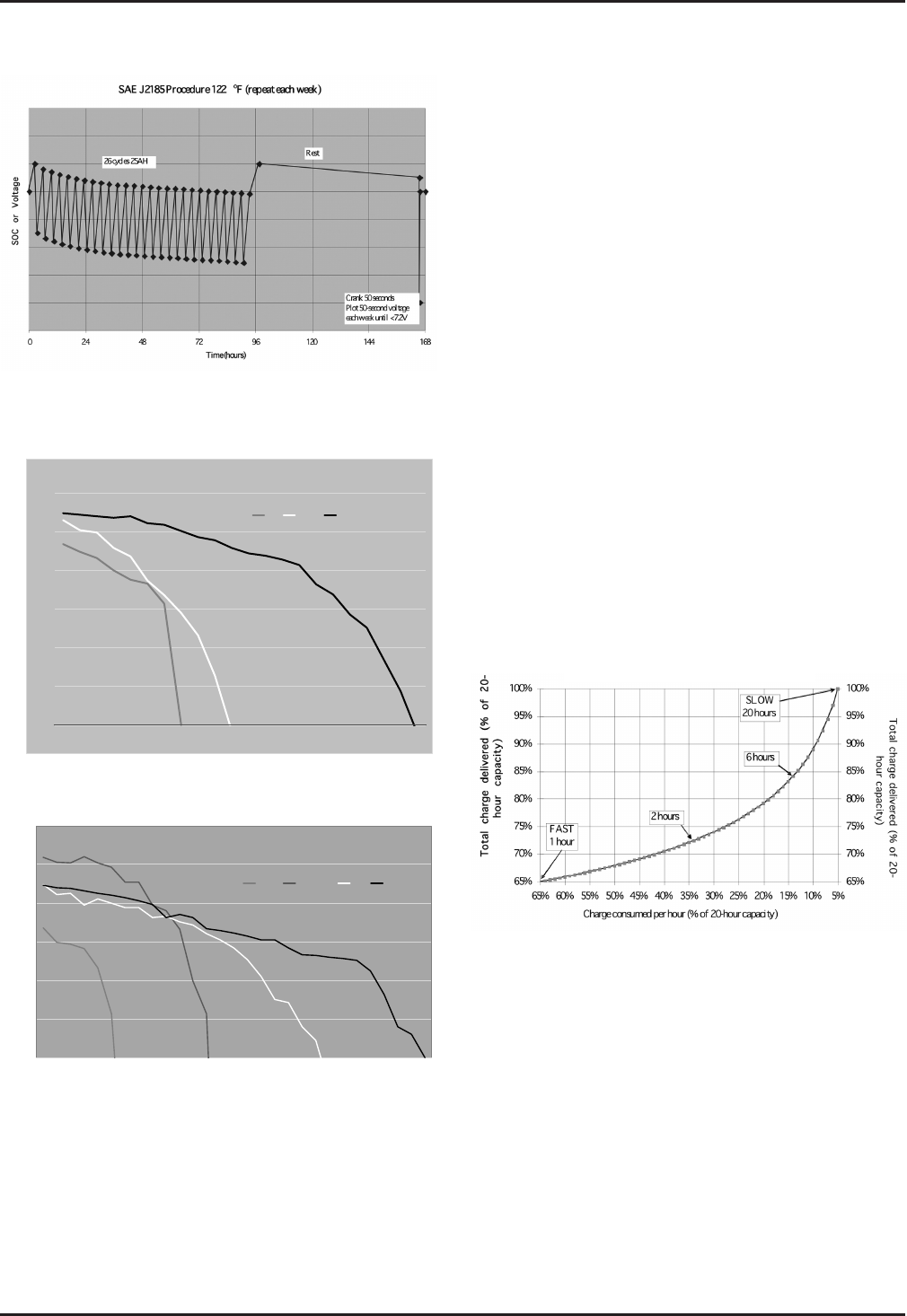
The relationship between capacity and discharge rate is
shown by Peukert’s curve. The faster you discharge, the fewer
ampere-hours you will get. Some chargers and battery moni-
tors may request “Peukert’s coefficient”. The following graph
represents EPM AGM commercial batteries.
SAE J2185 Testing Cycling and Starting Performance
(Graph represents general criteria of this test and is not showing results of a particular battery.)
SAE J2185 Life on Various Batteries
SAE J2185 @ 158°F/ 70°C performed on DP Flooded, Standard
AGM, and Fahrenheit AGM. Elevated temperature testing to
represent rise in overall industry battery box temperatures
7.20
7.70
8.20
8.70
9.20
9.70
10.20
26 52 78 104 130 156 182 208 234 260 286 312 338 364 390 416 442 468 494 520 546 572
Voltage @ 50s Crank
Cycles
SAE J2185 @ 70C
on EPM Batteries
DP AGM Fahrenheit
Requirement
The Effects of the Speed of Discharge on
Available Capacity
Typical Peukert Relationship (EPM AGM)
Speed of Discharge Versus Available Capacity
1. Capacity varies with temperature
For cycling service, if the discharge rate is low, the reduc-
tion rate for temperature is approximately 0.5% per 1°F.
If you know the capacity at a specific discharge rate at 80°F,
you should expect approximately the following at lower
temperatures:
• 90% at 60°F • 80% at 40°F • 70% at 20°F
For starting service, the reference is to CCA at 0°F.
If you know the current the battery can support for 30
seconds at 0°F, you should expect the battery can support
the following at varying temperatures:
• 80% of that current at -20°F • 125% of that current
at 32°F • 140% of that current at 80°F
SAE J2185@122ºF/50ºC
7.2
7.7
8.2
8.7
9.2
9.7
10 .2
26 52 78 1 04 1 30 1 56 1 82 2 08 2 34 2 60 2 86 3 12 3 38 3 64 3 90 4 16 4 42 4 68 4 94 5 20 5 46 5 72 5 98 6 24 6 50 6 76 7 02 7 28 7 54
SAE J2185 @ 50C
on EPM Batteries
Star t ing Dual Purpose AGM Fahren he it
5
D. Vibration Resistance in an AGM Design
Vibration resistance is extremely important to battery life in
almost any application, but especially in a commercially used
vehicle and equipment that undergoes long hours of continual
use. The glass mats in AGM batteries are wrapped around the
positive plate, which helps prevent damage from vibration.
The typical vibration test for on-road trucking applications was
a test adopted from the SAE off-road work machine battery
standard. This SAE J930 Level 2 test is an 18-hour test at
5.0 peak G-force on the vertical axis at 30-36Hz. TMC RP-
125 describes the same test. This test consists of about 2.2
million upward motion reversals and 2.2 million downward
motion reversals where each reversal of direction requires the
battery to absorb a force of 5 times its own weight. Metals will
eventually break from fatigue. Holes can be rubbed through
separators or the separators can move out of position. A
battery that can survive this severe test is extremely unlikely
to suffer degradation from vibration from typical road use in
its service lifetime. East Penn’s AGM products are especially
designed to withstand the effects of vibration as seen from the
results of utilizing these vibration tests.
1. Proper mounting is important
If the battery can bounce, slide around, or if the mounting
system can flex excessively, on the road failure is possible
– even with a vibration-resistant AGM design. The vehicle
manufacturer and end user are responsible for correct
mounting. Properly mounting and/or securing each individual
battery is one of the best ways to prevent the batteries in a
system from excessive vibration and damage.
IV. TESTING CONSIDERATIONS
OF AGM DESIGNS
A. Preparing for Testing and Charging
It is important to follow all BCI (Battery Council International)
safety instructions for working around batteries, handling
batteries, and charging batteries for you and all bystanders.
1. Visually inspect each battery for damage. Do not charge or
test a damaged battery. Remove from service.
2. Inspect vehicle. Repair or replace ineffective hold-downs.
Clean connections and terminals as needed. Replace
damaged wiring.
3. Group 31 charging adapters must be used for testing and
charging batteries with stud terminals. DO NOT use battery
studs themselves for testing or charging. The adapters
must be tight against the lead “button” at the base of the
stud. Alternatively, you may clamp directly to the sides of
the lead button. Both sides of both clamps must make good
electrical contact with the lead button.
4. Be sure to use the CCA rating for a handheld tester or
calculate the load for a load tester. Other ratings are often
also displayed. Using the wrong expectations could lead to
incorrect results.
B. Evaluating the battery condition of
a charged battery
It is recommended that testing should not occur until at least
4 hours have passed since the battery was charged. Resting
the battery minimizes the occurrence of good batteries being
called “bad” and bad batteries being called “good.” The battery
must be disconnected. (Some chargers continue supplying
a maintenance charge while indicating, “done.”) A handheld
conductance tester’s accuracy can be diminished when testing
a battery that was recently charged. Resting also gives a better
indication of battery shorts.
C. Testing options
• BCI load test—Using a carbon pile or similar discharging
device, load the battery at 1/2 of the CCA rating. Note voltage
at 15 seconds and stop discharge. If voltage is less than 9.6
(normal temperature of 70°F), replace battery.
• Fixed load test—Similar to BCI test except voltage limit de-
pends on CCA rating. See instructions or meter for details.
If tester can do both 6-volt and 12-volt batteries, be careful
of 12-volt batteries that fall into the “good” 6- volt battery
range. These are bad.
• Handheld conductance tester—Since AGM and Gel
batteries have lower internal resistance than traditional
lead acid batteries, they require electronic testers that are
programmed specifically for them. Many older-model bat-
tery testers cannot adequately test AGM and Gel batteries.
D. BCI and Fixed Load Test Procedure
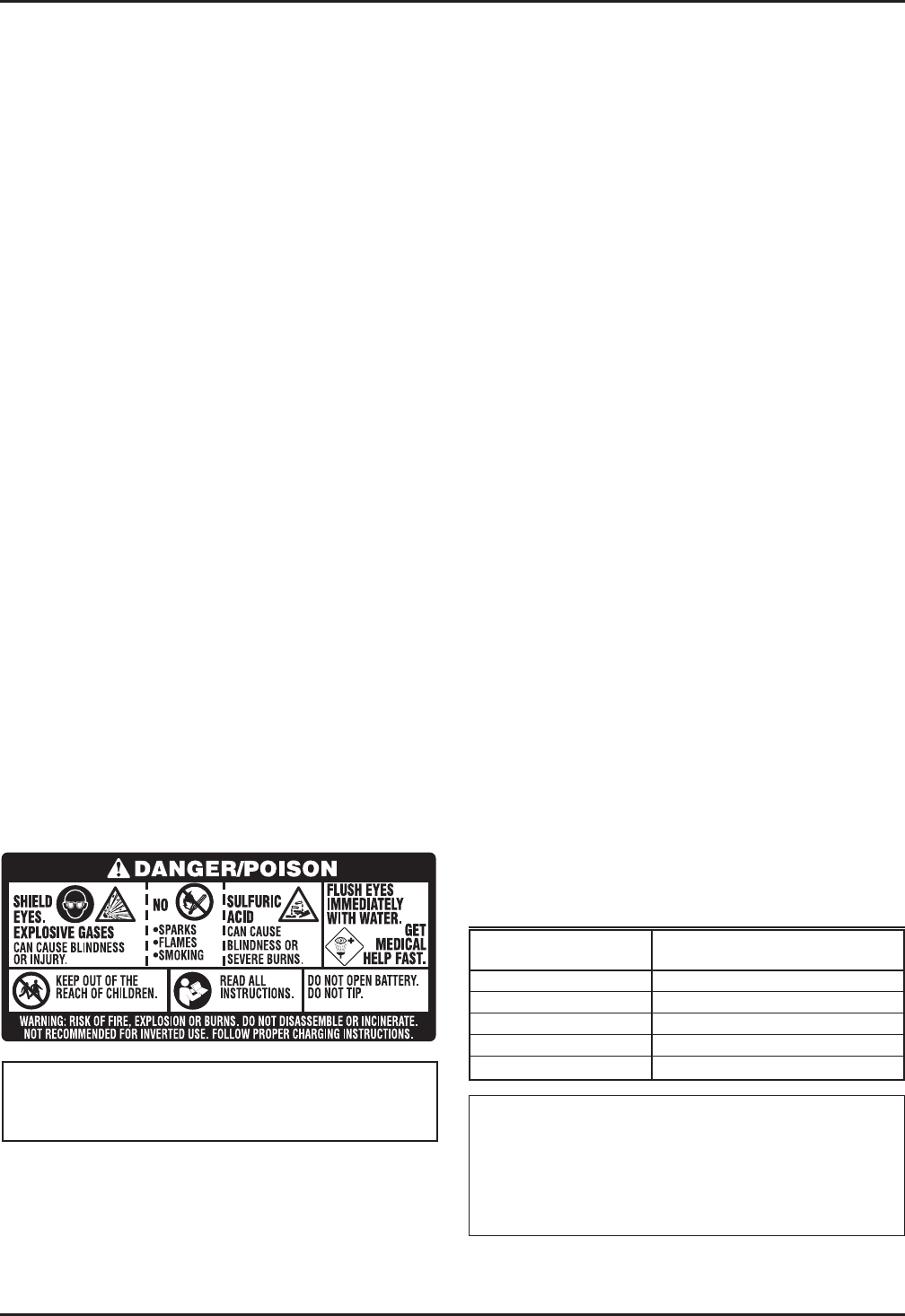
PROPOSITION 65 WARNING: Battery posts, terminals and related accessories contain
lead and lead compounds, chemicals known to the State of California to cause cancer
and reproductive harm. Batteries also contain other chemicals known to the State of
California to cause cancer. WASH HANDS AFTER HANDLING.
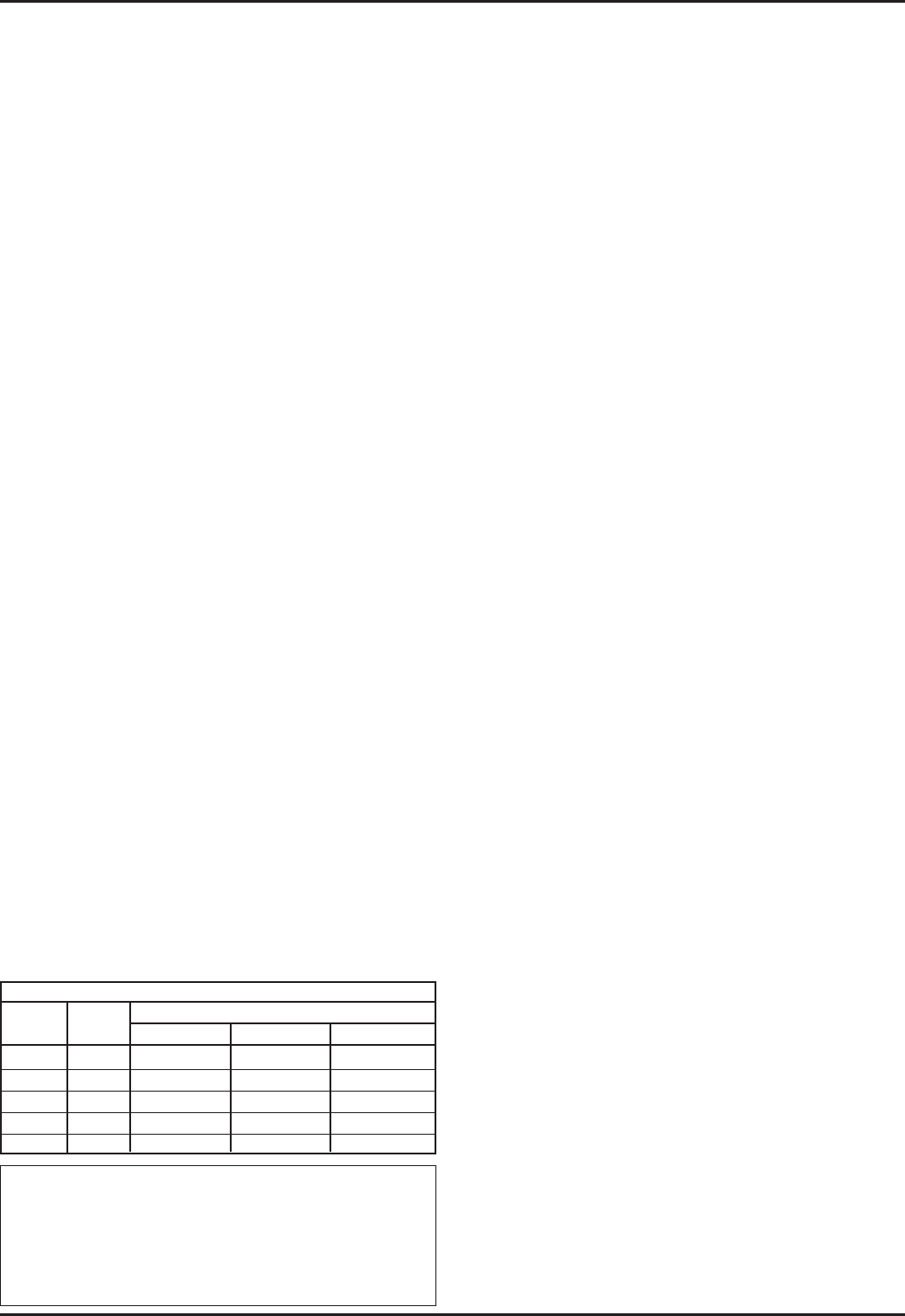
% CHARGE
OPEN CIRCUIT VOLTAGE
VRLA
100 12.8 or higher
75 12.60
50 12.30
25 12.00
0 11.80
1. Recharge if the OCV is below 75% state of charge (Refer to the chart above).
Use a voltmeter to determine the OCV.
2. If you have an adjustable load meter, set the load for 1/2 the CCA rating.
3. Apply the load for 15 seconds. Battery should maintain a voltage greater
than 9.6 volts at 70°F while load is applied.
4. If below 9.6 volts at 70°F, recharge and repeat test.
5. If below 9.6 at 70°F volts a second time, condemn and replace the battery.
6
V. CHARGING CONSIDERATIONS
OF AGM DESIGNS
In the rare occurrence that an AGM battery needs to be
charged outside of the vehicle’s charging system, there are
numerous chargers that can be used. Many common battery
chargers are not fully compatible with AGM batteries; how-
ever, if the voltage does not exceed 15.4 volts at any time,
they will not harm the battery if used only once or twice
over the battery’s lifetime.
Adversely, not all chargers are compatible. Some can produce
severe battery damage in only a few hours of use. Large
“wheeled chargers” that are found in many shops must be
avoided unless a 15.4 voltage limit is maintained.
SEE SPECIAL AGM CHARGING NOTE ON PAGE 3.
A. Ideal Charging Parameters
East Penn recommends the following charging parameters
be used for its AGM product to optimize the battery’s
performance and life:
• Charge/Absorption/Equalize Between
13.8 – 14.6 Volts @ 77°F (25°C)
• Float/Standby Between 13.4 – 13.6 Volts @ 77°F (25°C)
• Temperature Corrected Charging Required
B. Verify that a charger/setting is acceptable:
Avoid high voltage. If there are multiple settings on a charger,
each setting must be evaluated separately.
• Check voltage a few minutes after charging begins and peri-
odically during charging. As the battery charges, the current
will fall, and the voltage may rise. It must not exceed 15.4
volts (please note: this voltage limits falls outside of the rec-
ommended charging parameters but should not damage the
battery if the battery only has to be recharged outside of the
vehicle’s voltage-regulated system a few times.)
• If a charger/setting has been verified to not exceed 15.4 volts
to a low current, the charger/setting is acceptable. (You don’t
need to watch the voltage every time.)
C. Determining Required Charging
Time of AGM Batteries
*OCV (open-circuit voltage) may be elevated by recent charging activity or
depressed by recent discharging activity. This affects the accuracy of the SOC
(state of charge) estimate.
The Typical Charging Time for Single Battery chart is
designed to give approximate times for charging and should
not be the deciding factor as to whether the battery is
finished charging. An automatic charger compatible with
the battery will look at how the voltage and/or current
varies over time to determine the battery's state of charge.
If charging is stopped prematurely, the battery will appear
to be fully charged; however, this is just the elevated voltage
from the recent charging activity. A much longer charging
time than shown will not harm the batteries if using an
appropriate voltage regulated charger.
The required charging time is often much longer than most
people realize. Electrical Charge is measured in ampere-hours
(Ah). A typical Group 31 battery holds 85 to 105 ampere-hours
from “full” to “empty” (This is the 20-hour capacity rating). An
over-discharged battery is less than empty. Charging is never
100% efficient. You normally need to add an extra 8-15% be-
yond what was removed.
1. Determine if the battery is half-discharged,
fully-discharged, or over-discharged
a. Example: an 85-ampere-hour battery, totally discharged:
you need to supply 85Ah x (100% discharged) x (115%
efficiency factor) = 97.75Ah. You need to supply about
100Ah to recharge completely.
b. To supply 100Ah, you could supply 5 amps for 20 hours,
10 amps for 10 hours, 20 amps for 5 hours, etc.
A charger does not deliver its maximum current the whole
time. When the battery approaches full charge, the charger
limits the voltage by reducing the current. Consequently, a full
charge takes about 3.5 more hours than the calculation above
suggests.
With an automatic charger, charge until the charger indicates
that charging is complete. If you are attempting to charge an
over-discharged battery, review the next section.
D. Handling Problems with Automatic Chargers
and Over-Discharged Batteries
(Note: These issues and solutions are not strictly limited to
VRLA designs)
1. Issues
• 12-volt batteries should never be discharged to less than
10.5 volts under load. Batteries as low as zero volts can often
be recharged and be acceptable for returning to service.
• To prevent sparking and avoid problems associated with
reversed hookups, many charger leads will not function until
the charger senses a minimum voltage. If the voltage is too
low, the charger will never turn on and no charging will ever
occur.
• An automatic charger is expecting current acceptance to
fall to a low value as the battery approaches a full state of
charge. An over-discharged battery may have very low initial
current acceptance. This can fool the charger into thinking
the battery is “full”. The charger will often indicate “full” and
reduce the charging voltage to a subsistence level that will be
ineffective.
2. Solutions
• Charge the battery on a wheel charger. Charge until the cur-
rent has a reading above zero. Then charge 10 to 20 minutes
(at the most) longer. Return battery to an automatic charger.
TYPICAL CHARGING TIME (HOURS) FOR SINGLE BATTERY
OCV SOC
CHARGERS MAXIMUM RATE
30 AMPS 20 AMPS 10 AMPS
12.80 100% 0.0 0.0 0.0
12.60 75% 0.9 1.3 2.5
12.30 50% 1.9 2.7 5.1
12.00 25% 2.9 4.3 7.8
11.80 0% 4.0 5.7 10.7
1. Recharge if the OCV is below 75% state of charge (Refer to the chart
above). Use a voltmeter to determine the OCV.
2. If you have an adjustable load meter, set the load for 1/2 the CCA rating.
3. Apply the load for 15 seconds. Battery should maintain a voltage greater
than 9.6 volts at 70°F while load is applied.
4. If below 9.6 volts at 70°F, recharge and repeat test.
5. If below 9.6 at 70°F volts a second time, condemn and replace the battery.

7
Avoid extended charging beyond 20-minutes as it could
cause permanent damage to a Valve-Regulated product.
• If the OCV is below the limit of the automtic charger, you
may need to charge the battery with a second good battery
connected in parallel. The second battery should be at least
a little discharged so that it is not also seen as being “full”
almost right away.
E. Avoid both Under-charging
and Over-charging
In many respects, under-charging is as harmful as over-
charging. Keeping a battery in an under-charged condition
allows the positive grids to corrode and the plates to shed,
dramatically shortening life. Also, an under-charged battery
must work harder than a fully-charged battery, which con-
tributes to short life as well. An under-charged battery has
a greatly reduced capacity. It may easily be inadvertently
over-discharged and eventually damaged.
Both are very prevalent in today’s commercial truck. More
auxiliary and “hotel” loads are deeply draining the battery
causing batteries to not always return to a healthy state-of-
charge. Over-charging has become extremely prevalent due
to increasing battery box temperatures causing batteries
to over-charge. It is hard to prevent over-charging due to
high temperatures, but batteries can be designed, like the
Fahrenheit, to protect against it.
VI. COMMERCIAL BATTERY SYSTEMS
East Penn has developed the ultimate AGM and Gel battery
technology to deliver both starting and accessory power. In
conjunction with a Low Voltage Disconnect, these batteries
provide the most powerful, reliable, versatile, and efficient
power solutions in the commercial industry.
A. Traditional Battery Systems
A Traditional System is comprised of two to four batteries
with sufficient total CCAs to meet engine starting require-
ments. If the vehicle has significant hotel or other key-off
loads, cycling batteries (dual purpose) are needed for good
life as well as sufficient CCAs. An automatic LVD (Low
Voltage Disconnect) is recommended for starting reliability
and battery protection where key-off loads may not leave
sufficient power for starting. The alternator ultimately
generates all the electrical energy used by the vehicle. The
alternator must be large enough to restore the energy used
from the batteries in a typical day’s running period.
B. Advanced Battery Systems
An Advanced System is needed where key-off electrical energy
needs are high. A pack of auxiliary batteries is added to support
these additional demands. Since these batteries are not used
for cranking, they can be discharged more deeply. Since loads
can be removed from the starting pack, the starting battery pack
can be optimized for the starting duty. An automatic switch joins
the packs for charging. The charging system(s) must be large
enough to handle the total energy needs in the time available.
LVDs are needed for battery protection if not part of the auxiliary
loads. The following illustration shows how an electrical system
utilizes an automatic switch in its design.
C. The Use of a Low Voltage Disconnect (LVD)
LVDs are typically found in sleeper cab applications. The LVD
limits discharging by hotel loads so that you can start the
next day. They have a fixed set point typically between 11.7
and 12.1 volts. Unlike a standard life cycle, since loads and
temperatures vary, an LVD does not shut off at a consistent
depth-of-discharge. The State Of Charge (SOC) at a particular
voltage depends on discharge rate and temperature. An LVD
can be progressive, shutting down less critical loads first. If
the discharge is continued this will produce a lower SOC than
a single step with the same final voltage setting. An LVD must
not shut down safety-related loads so significant loads can
continue after the last stage of the LVD is triggered.
D. The Use of an Inverter
An inverter can turn 12V DC battery power into 120V AC power
normally found in homes. The load on the batteries is deter-
mined by the size of the 120V loads being operated. This can
be much less than the watt rating of the inverter. Inverters have
some inefficiency. They may draw some power continuously
when the connected load is zero. They lose 10-15% or more in
the conversion process. The vehicle manufacturer’s recommen-
dations should be followed when installing inverters. An inverter
typically has a built-in LVD. The set point is typically not appro-
priate if the same batteries are used for engine starting.

East Penn Manufacturing Co. Lyon Station, PA 19536-0147 Phone: 610-682-6361 Fax: 610-682-4781 www.eastpennmanufacturing.com
E.P.M. Form No. 2007 09/21 © 2021 by EPM Printed in U.S.A.
All data subject to change without notice. No part of this document may be copied or
reproduced, electronically or mechanically, without written permission from the company.
VII. ENVIRONMENTAL TEMPERATURES
AND VENTING CONDITIONS
A. High Temperature Environments
High temperature accelerates aging and other forms of deg-
radation. You should avoid exhaust systems, radiators and
other sources of heat. The battery can also generate heat
internally. To dissipate this heat, there should be good airflow
through the battery box and space should be left between the
batteries. The ideal charging voltage varies with temperature,
but most vehicle charging systems deliver the same voltage
at any battery temperature. According to SAE J930, battery
temperatures should not exceed 52°C (125°F) during normal
machine operation.
Since 2011, high temperature environments can no longer be
avoided in class 6-8 trucks. In most cases, trucks with routes
in North America will exceed normal machine operation
temperatures. This can be detrimental to the performance of
AGM batteries built without heat protection. Flooded batteries
have some tolerance to heat because of their free-flowing
electrolyte; however, it can be very detrimental should the
battery dry out and the electrolyte levels go too low.
B. Venting Conditions
Lead batteries, including valve-regulated types, emit
hydrogen during normal use. The rate can become quite
high in an overcharging situation. The batteries must not
be charged in a sealed container to prevent hydrogen from
reaching a flammable concentration within the container.
These potentially explosive gasses must be allowed to vent
to the atmosphere and must never be trapped in a sealed
battery box or tightly enclosed space!
Some vehicle makers are installing AGM batteries in the cabin.
The minimum airflow needed to maintain a safe hydrogen
concentration for AGM batteries is not very high. Cabins are
not hermetically sealed; however, they do vary in terms of
venting requirements and air flow in each individual cabin type
should be taken into consideration. Most vehicle makers have
chosen to add a tube to direct any vented gasses directly out-
side. Make sure the vent tube in not kinked or blocked during
installation or operation.
VIII. SAFETY PRECAUTIONS FOR AGM
BATTERIES
Although all AGM batteries have the electrolyte immobilized
within the cell, the electrical hazard associated with batteries
still exists. Work performed on these batteries should be
done with the tools and the protective equipment listed
below. AGM battery installations should be supervised by per-
sonnel familiar with batteries and battery safety precautions.
A. Protective Equipment
To assure safe battery handling, installation and maintenance,
the following protection equipment should be used:
• Safety glasses or face shield (Consult application specific
requirements)
• Acid-resistant gloves
• Protective aprons and safety shoes
• Proper lifting devices
• Properly insulated tools
B. Procedures
Consult user manual of specific application for safety &
operating requirements. The following safety procedures
should be followed during installation: (Always wear safety
glasses or face shield.)
1. These batteries are sealed and contain no free-flowing
electrolyte. Under normal operating conditions, they
do not present any acid danger. However, if the battery
jar, case, or cover is damaged, acid could be present.
Sulfuric acid is harmful to the skin and eyes. Flush
affected area with water immediately and consult a
physician if splashed in the eyes. Consult MSDS for
additional precautions and first aid measures.
2. Prohibit smoking and open flames and avoid arcing in
the immediate vicinity of the battery.
3. Do not wear metallic objects, such as jewelry, while
working on batteries. Do not store un-insulated tools in
pockets or tool belt while working in vicinity of battery.
4. Keep the top of the battery dry and clear of all tools and
other foreign objects.
5. Provide adequate ventilation and follow recommended
charging voltages.
6. Extinguishing media: Dry chemical, CO
2
, water and foam
extinguishers.
7. Never remove or tamper with pressure-relief valves.
Warranty void if vent valve is removed.
