
Copyright ©2016 Boeing. All rights reserved.
Bo
eing Technical Journal
A Century of Boeing Innovation in NDE
Gary
G
eorgeson
Abstract – This past year Boeing reached its 100 year birthday.
The author has been inspired by this significant milestone to
provide a review of the advancement of a specific technology
area—namely NDE (Nondestructive Evaluation)--that has been
an important part of Boeing’s success during its first century of
building airplanes. Boeing has been a world leader in NDE
innovation, developing technology and methods for ensuring the
structures with which it builds its many aerospace products are
safe and are performing as-designed. This paper introduces the
reader to the subject and purpose of NDE, and then goes on to
address important past, present, and future elements of NDE
development at Boeing.
Index Terms – Inspection, Nondestructive Evaluation. NDE,
NDT, NDI, Testing, Ultrasound, X-ray, Eddy Current, Bond
Strength, Composite, Laser Ultrasound, Backscatter, AUSS,
Blade Crawler, ROVER, Laser Bond Inspection
I. INTRODUCTION
As the Boeing Company enters its second century of flight,
it is worthwhile to review the advances that have been made
in an important technology area—namely Nondestructive
Evaluation (NDE)—that have paralleled and sometimes
enabled so many others. At times this core competency is
referred to NDI (Nondestructive Inspection) or NDT
(Nondestructive Testing), depending upon its particular
application or industry of use.
NDE can generally be defined as the evaluation of a
structure without harming or affecting its purpose. This
definition sets NDE apart from destructive or mechanical
testing of subscale or full-scale structures, which allows the
determination of properties or flaws, but which makes the part
unusable afterwards.
The specific goals of NDE (and NDI or NDT) have been
expressed very well by Robert McMaster in 1959 in the
American Society of Nondestructive Testing (ASNT)
Handbook [1]:
• Ensuring Reliability of the Product
• Preventing Accidents and Saving Lives
• Making a Profit for the User
o Ensuring Customer Satisfaction
o Aiding in Better Produ
ct Design
–Weight and Cost Savings
o Controlling Manufacturing Processes
o Maintaining Uniform Quality Level
o Providing Early Warning of
Impending Maintenance Issues
o New Products and Business
Opportunities
BOEING TECHNICAL JOURNAL
2
Ensurin
g reliability of the product and preventing accidents
and saving lives are important and obvious goals for
NDE. The goal of "making a profit for the user" is
often underappreciated, yet is essential to the effective use
of NDE for a manufacturer like Boeing. As aerospace
manufacturing platforms have grown more competitive in the
recent decades, NDE development as a cost and flow
time-reducer has become more critical to Boeing.
NDE research and development has been organized in
various forms and organizations over the last century. This
responsibility currently resides within the Advanced
Inspection Technology (AIT) group, under the Advanced
Production & Inspection group within Boeing Research and
Technology (BR&T). AIT’s mission is to be the provider
of NDE innovation and technology for all Boeing
products, services, and customers. This mission is
accomplished through NDE and measurement research,
NDE system development, analysis for advanced materials
and structures, and NDE/Measurement support to business
units and the enterprise as a whole.
NDE for aerospace industry covers two distinct but related
application areas: NDE during production, and NDE
during in-service usage. NDE for both these application
areas has evolved dramatically over the last 100 years. The
tremendous advancements in aerospace materials and
structural designs—from cloth bi-planes, to largely
aluminum structures, to composite primary structure—
have required aggressive and innovative advancements in
NDE.
II.
H
ISTORY OF AEROSPACE NDE
The early history of NDE emergence into aerospace is a
fascinating one. When the Boeing Company was founded in
1916, only three industrial NDE approaches existed at that
time: visual inspection, the “oil and whiting” method (which
would later become what we know as penetrant inspection),
and radiography. These methods were developed from non-
aerospace applications and applied to Boeing airplanes.
Visual inspection processes were developed in the mid-19th
century in response to boiler failures, including the famed
Sultana incident which killed almost 1900 POW’s returning
from the Civil War. This was the first maritime disaster in US
history. The oil and whiting method was developed in the mid-
19th century to support rail inspections for the railroad
industry due to a number of catastrophic failures. Wilhelm
Roentgen developed the first x-ray inspection process in 1895
and his first paper discusses the possibility of flaw detection
for industry [2].
Visual inspection was exclusively used in the early years of
aircraft up to the early 1930s, when the first all metal airplane,
the Boeing Model 247 was introduced. From an
NDE perspective, the 1920s saw the introduction of
industrial radiographic inspection processes for metals
developed by Horace Lester [2] and the first
magnetic induction/magnetic particle inspection
approach by DeForest and Doane [3].
These were applied on a limited basis fo
r inspection of Model
247 components as well as the more mass-produced
Douglas DC-3 that came along in 1936.
DC-World
War II saw the development of the first eddy
current instruments as well as the first ultrasonic testing
method developed by Floyd Firestone [4]. These
became the crux of aerospace NDE as Boeing entered the
jet age in the mid-1950s. As the space program came
along in the 1960s, Boeing (McDonnell) had a hand in the
development of the first sondicator to support inspection
of heat shield bonds on the Gemini spacecraft, probably
the most critical element of the vehicle. The early
sondicator led to development of more advanced
low frequency bond testing methods still used today for
inspection of adhesive bonds.
III. PROGRESS IN AEROSPACE NDE
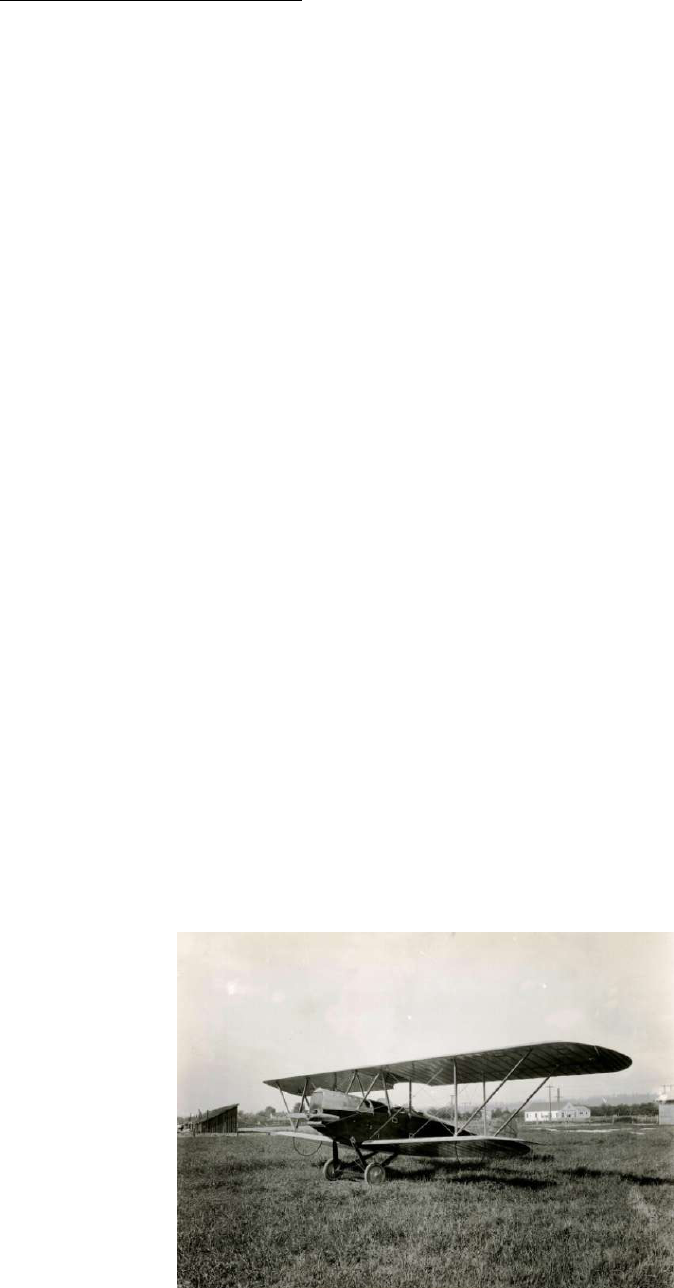
The first commercial Boeing airplane structures, like the
o
ne shown in Figure 1, were visually inspected during
manufacturing to verify proper wood frame assembly, fabric
attachment and adhesive application during fabrication. These
early airplanes were periodically visually inspected during in-
service use for damage such as fabric tearing, adhesive failure,
and wood frame damage or degradation. No instruments
beyond the human eye were used, except possibly
lighting aides or magnification to improve defect
detectability.
The rather rapid move from wood, cloth and glue to
aluminum aircraft structure (Figure 2) required the
development of NDE technology and methods that are still
used today in one form or another. New material systems
with new risks and uncertainties were often prevented from
finding widespread use on aircraft until NDE technology was
available to address the unknowns.
Figure 1. Early Boeing airplanes like this one were visually
inspected.

BOEING TECHNICAL JOURNAL
3
Figure 2. Airplanes made o
f aluminum structure, like this
Boeing 707, increased the inspection challenges
and opportunities, and led to many applications for
emerging NDE methods.
Several major air catastrophes dro
ve the need for
better NDE. F-111 airplane crashes (late ‘60s and early
‘70
s) due to fatigue-induced cracking led to a ‘damage
tolerance’ strategy for design and inspection. The F-111
crashes led to the introduction of the fail safe /
damage tolerant design philosophy [5]. The first aircraft
designed in the damage to
lerance era was the Boeing
(McDonnell) F-15. Boeing, along with Pratt & Whitney
from the engine side, took the lead in addressing inspection
reliability in co
njunction with all NDE processes used to
support manufacturing. Boeing also was the first to utilize
structural analysis and NDE reliability assessments to
define in-service inspection intervals. The well-known
19
88 Aloha Airlines fuselage peeling led to an ‘aging
aircraft’ monitoring approach. The Aloha Airlines
explosive decompression incident in 1988 was caused
by
widespread fatigue damage. This incident, along with
the United Airlines DC-10 crash in 1989 (engine) and
corrosion failures associated with the KC-135 in the early
19
90s led the FAA to join with the DoD and NASA to
cooperatively address aging issues. This resulted in
significant funding going to aging aircraft research,
including NDE. Mu
ch of the funding that was applied to
development of new AUSS Mobile (page 4, and Figure 5b)
capabilities was derived from the aging aircraft initiative.
The Columbia STS-107
disaster, when the orbiter broke up
on re-entry, was also a driving force for new NDE. Boeing
h
ad a major role in NDE development associated
with the shuttle “return to flight,” including new inspection
processes for carbon-carbon ceramic materials, spray on
foam insulation, and thermal barrier systems. Boeing also
b
rought visual inspection to a new level during this time,
having a hand in development of a visual inspection process
performed in space.
Airp
lanes, like many other structures today, are designed
to be damage tolerant, so that NDE of detectable damage
occurs befo
re part failure. Inspections designed
specifically for monitorin
g aging mechanisms,
like corrosion, are used to p
revent failure of the structure.
In-service NDE would be used to identify damage while
it was within the designed tolerance and safety limits,
so that repair or replacement could be done before the
part fails. The result of a failure will depend upon whether it
is critical flight hardware or secondary (non-critical) structure.
While visual inspection continued to be the primary NDE
method, visual inspection could no longer address the
defect and damage detection needs, especially in-service.
Metal fatigue caused by the cyclic stresses of aircraft flight
produces small cracks that must be identified before they
grow to the point of structural failure. These fatigue
cracks, and cracks generated by excessive loads or
corrosion could be identified using an NDE method called
dye penetrant, which relies on a dye wicking into surface
cracks. Structural parts made with most steels could be
inspected with magnetic particle inspection. Both these
methods essentially enhanced visual inspection, and
continue to be used today for tubes, brackets, housings, etc.
Visual inspections require human reckoning that require
high skill interpretation and judgment. As the need for
inspection increased new instrumented methods had to be
developed to allow discovery with less judgment.
An electric current-based method called Eddy Current (EC)
testing, developed first in the industries making and
inspecting pipes and tubes, was the first significantly utilized
instrumented method of NDE in aerospace. With this method,
a changing electromagnetic field is generated by a coil
containing alternating or pulsed electric current. The field
produces corresponding electric (eddy) currents in the metal,
whose paths are modified by cracks. The same coil or a
separate receive coil senses the field change that the eddy
currents produce, thereby allowing detection of cracks using
electronic circuitry and (first) analog then (later) digital
display. Figure 3 is a photo on an inspector using an eddy
current instrument to find cracks in an airplane structure.
Magneto-Optical Imaging (MOI) was developed in the ‘80s to
enable 2-D EC-based imaging of cracks around fasteners in
fuselage lap joints and other structures. Linear EC arrays have
more recently been developed that can be swept along a lap
joint for in-service inspection for cracks around fasteners.
Film x-ray was the first radiographic NDE method used for
aerospace structure, to find cracks, voids, and foreign
material. It was also very effective with moisture detection in
metal honeycomb used for flight control surfaces, like flaps
and trim tabs. Boeing was involved in the development and
implementation of advanced radiographic inspection
processes in the 1990s, including Digital Radiography (DR)
and X-ray Computed Tomography. The film-to-digital
transition was driven by the advantages of digital data sets as
well as the cost reductions and environmental benefits of
eliminating film, processing chemicals and disposal. Digital
forms of X-ray like DR and CT have replaced film x-ray for
many aerospace applications in recent decades, due also to
the development and advancement of X-ray detector panels.

BOEING TECHNICAL JOURNAL
4
Figure 3. An insp
ector is using a portable eddy current
instrument to inspect for cracks on an airplane structure.
Boeing R&D work under Air Force sponsorship in the early
to mid-1990s established standards for CT evaluation of
aerospace components and the resulting reports are still
referenced today [6]. CT provides 2-D and 3-D imaging of
material density, voids, porosity, and geometry, with very
high resolution capability for smaller parts. Boeing uses these
systems today mostly for structure and material system
analysis and manufacturing R&D. Today, CT is a key
technology in supporting qualification and certification of
metallic parts fabricated using additive manufacturing
processes.
Ultrasonic Testing (UT) is another important NDE
method for aerospace structure. UT uses high frequency
stress waves generated at the surface of a structure to
interrogate a structure for defects that reflect or attenuate
the signal. UT can be performed from one side of a part
with a single transducer that sends and receives an
ultrasonic signal, or in a through-transmission mode,
with a sensing transducer listening for losses in
transmission that is caused by flaws. UT has the benefit
of being able to see deeper flaws than EC, and will work
in non-electrically conductive media. UT’s use on
aluminum aircraft structure has grown over the years, in
particular with identifying in-service damage and
degradation [7][8].
As the complexity and design criticality have increased,
composites, as a percentage of an airplane structure, have
increased as well. Boeing (McDonnell, at the time)
pioneered the use of structural composites, starting with
the boron/epoxy rudder developed for the F-4 back in the
19
60s and then expanding dramatically with the
development of the F/A-18 and AV-8B Harrier II back in the
late 1970s. The AV-8B, 27% by weight composite, was the
first aircraft to employ an all-composite wing. These
accomplishments drove the development and
commercialization of automated ultrasonic systems in the
late 1970s and early 1980s.
While secondary structure on commercial aircraft,
like flaps or ailerons have been made for years with
composites, significant use is relatively recent. The Boeing
787 uses just over 50% by weight of composite materials
on its primary structure (Figure 4), and the 777X is being
developed to have composite wings and metal fuselage.
Composite materials are ideal for an airplane. Composites
are conducive to larger, more integrated designs.
Composites allow for tailored properties, such as
stiffness or tensile strength, they are fatigue and corrosion
resistant, enabling reduced maintenance costs and fewer
inspections. But the complexity of composite structure
has driven the need for innovation in NDE, directed at cost-
effective methods that will assure manufacturing
quality and safe in-service performance.
Figure 4.
Boeing 787 Dreamliner, whose structure is just
over
50% composite by weight.
Ultrasonic inspection of composites has benefited from
improvements over the years with electronics, automation and
computing power, so that 2-D and 3-D imaging and analysis
of UT data is now common place. Boeing has been a world-
leader in the development of automated ultrasonic
scanning systems, for production and in-service
inspection of composite structure. Boeing researchers
have developed and implemented many ultrasonic x-y-z
automated gantry, water tank UT, feed-through, and
(recently) robotic scanning systems that are used
internally and also sold world-wide under the Boeing
AUSS (Automated Ultrasonic Scanning System) moniker.
Composite aircraft wing and fuselage skins, spars, stiffeners,
floor beams, and other laminate structures are inspected
with a Boeing AUSS, with a single operating system that
enables elements such as inspection path planning, probe
signal activation and collection, and data display and
analysis. Two e
xamples of Boeing AUSS options are
shown in Figures 5a and 5b.

BOEING TECHNICAL JOURNAL
5
The current Boeing AUSS product line offers a
standard
user interface, modular hardware interfaces,
sensors and motion control systems, and is critical in
supporting current and future Boeing composite aircraft
manufacturing.
To date, over 70 AUSS gantry systems (such as shown in
Figure 5a) are used across the aerospace industry by OEMs,
composite part manufacturers, as well as Department
of Defense maintenance facilities. The AUSS Mobile
systems (Figure 5b) used for portable multi-modal (UT, EC,
etc.) on-aircraft scanning, have become standards for a
broader range of maintenance operations, including
corrosion detection, crack detection and disbond
detection in bonded structure. Over 130 systems have been
sold to industry, government and academia in support of
manufacturing, maintenance and research and
development. In total, the impact of Boeing’s advances in
automated systems have resulted in over a hundred
million dollars in equipment sales and billions of dollars
in cost savings, through reduced inspection time and
improvements in quality.
Figure 5a. Boein
g AUSS Tower, used for NDE of large
composite structure during manufacturing.
IV.
R
ECENT ADVANCEMENTS IN AEROSPACE NDE
There have been man
y innovations in NDE technology and
methods in the last several decades that have impacted
the aerospace industry. Increases in computed-based
data collection speeds and storage capacities have
transformed many industries, including NDE. One NDE
method that has benefitted has been ultrasound, with the
innovation of phased array ultrasound (PAUT), which was
originally developed in the medical field for looking into the
human body. With this technology, a linear set of
transducers can be activated in various time-phased or
simultaneous options that dramatically increase ultrasounds’
speed and capabilities over traditional single transducer
inspections. Boeing researchers have developed and
implemented many end effector innovations using
ultrasonic PAUT technology [9]. Most composites
structure fabricated by Boeing or its suppliers is now
inspected with PAUT-based inspection systems, and PAUT
is fully integrated into the Boeing AUSS family. Boeing
has also taken advantage of the development of
robotics to develop advanced NDE systems for the 777X.
One excellent example is the 777X wing spar inspection
cell that uses multiple robots to handle the spar and
move out of the way when the inspection robot moves past
to collect PAUT data (Figure 6).
Figure 6. 777X Wing spar Robotic NDE Cell.
The row of
robots on the left hold and spar, while the robot on the right
inspects it.
New NDE approaches are also needed to support in-service
commercial and military aircraft and space systems.
Improved in-service NDE sensors and methods are being
developed to rapidly conduct fleet inspections with less
disassembly. These sensors generally fall into three
categories: 1) limited access inspection tools that enable
inspection of interior structure without disassembly, 2)
structural health monitoring or In-Situ NDI sensors, systems,
and 3) sensors with speed, defect sensitivity, cost, simplicity
of use, or networkability improvements.
The goal of Boeing in-service NDE R&D is ultimately to
increase business revenue through the development, and
implementation of in-service NDI equipment and procedures.
There has always been an important role for NDE support to
the Boeing business units, and Enterprise as a whole. This
support includes in-service FAA responsiveness (fleet
inspection procedures, airworthiness directives), supplier 911
Figure 5b. Boein
g AUSS Mobile, used for on-aircraft in-
service NDE applications.

BOEING TECHNICAL JOURNAL
6
calls, service bulletins, personnel certification requirements,
NDE inspector roles, NDE equipment qualifications at Boeing
and its suppliers, NDE standards, and rapid support for
unplanned event needs across the world.
Business-related NDE benefits Boeing has enabled and
passed on to its customers include: reduction of inspection
time and cost, increased inspection intervals, reduction of
tear-down and re-assembly costs, and critical structure/system
implementation. We have delivered improved NDE
technologies and methods to depot and field-level personnel,
and provided high-value NDE support services to our
commercial and military customers. Several examples are
described below.
A ‘Surgical NDE’ tool is any device, whether hand held or
fully automated (or anything in between) that allows an NDE
sensor to be guided through an access hole of a closed space,
and placed on or near a region to be inspected. The primary
purpose for Surgical NDE tools is assessment without
disassembly. When the 787 program needed a means for
customers to inspect the center section of the horizontal
stabilizer through multiple bulkheads, a Boeing NDE team
applied what they learned building and testing a tool for the
Air Force [10] shown in Figure 7 to a more advanced next
generation motorized ‘Extended Reach Tool.’ The ‘Extended
Reach Tool' is baselined for use on up-coming 787
maintenance D-checks and is expected to cut Boeing and
customer inspection cost and time by more than 50% by
eliminating disassembly and re-assembly shown in Figure 8.
Fi
gure 7. USAF Surgical N
DE Tool developed under
contract to Boeing.
Figure 8. The Boeing Extended Reach NDE Tool was
developed for surgical inspection applications, including
the inspection of fastener areas in the interior bay of the
787 horizontal stabilizer center box. The tool contains
multiple rotating motorized joints, a telescoping end
joint, and a camera for situational awareness.
‘In-Situ NDE’ is the name for the general application
of NDE sensors directly on a structure structural testing or
in-service use. In the structural test application, multiple
NDE sensors are mounted using various methods at locations
where failure is expected to initiate or grow under load. In-
Situ NDE enables precise correlation of loading conditions
and levels to specific composite damage, thereby allowing the
validation of designs and failure models/predictions.
Boeing NDE researchers developed and patented the
sensor attachment and data collection method, which is now
used on virtually all Boeing composite structural testing.
In-Situ NDE provided critical location damage monitoring
on the 787 sub-scale and full-scale tests used to validate
structural performance. In-Situ NDE is now implemented
on all 787 and 777X composite structural tests. An
estimated $2-4M per year is avoided by replacing a
percentage of costly tests with advanced analysis methods
enabled and validated by In-Situ NDE. A $1M/yr
estimated additional value comes from improved
damage monitoring of more than 100 tests per year. In
2015 a costly 787 side-of-body repair was avoided with the
help of In-Situ NDE data. Figure 9 is a photograph of In-Situ
NDE ultrasonic transducers attached in various means to
structures under test.
Figure 9 (left). Photographs of various In-Situ NDE
sensors attached to test structure. The left photo is of a
patented spring-loaded mount for ultrasonic
transducers that maintains a well-coupled contact with
the surface. The right photo shows an array of mounted
sensors to track damage initiation and growth. The center
photos are a bottom and top view of an alternative
mounting for In-Situ NDE.

BOEING TECHNICAL JOURNAL
7
In-Situ NDE for inspecting in-service aircraft is also being
developed by Boeing and the aerospace industry in
general (In the in-service contex
t, In-Situ NDE is often
referred to as Structural Health Monitoring or SHM). The
method involves the application of ultrasonic, eddy
current, comparative vacuum, or other kinds of sensors
directly to a specific structure that has limited access, is
critical, or is known to be subject to damage. A reliable In-
Situ NDE method can reduce the high cost and time of
disassembly, NDE activities, and re-assembly that would
otherwise be required [11].
The benefits of NDE automation for in-service applications
include process speed improvements, data
consistency improvements, reduced labor cost, and
increased personnel safety. Boeing has taken the
initiative to develop various automated tools for NDE that
can extend or supplement the important AUSS product
line, particularly for in-service inspections, and provide
for greater personnel safety by eliminating the
requirement to be on or adjacent to the aircraft under
inspection. Two recent innovations are the ROVER
(Remotely Operated Vacuum Enabled Robot) for aircraft
exterior structural inspection, and the Boeing ‘Blade Crawler’
for rotorcraft rotorblade NDE. The Boeing ROVER system
(Figure 10) was developed to reduce the manual labor and
inspection time associated with in-service aircraft wing
and fuselage inspections [12]. The Boeing ROVER system
uses a crawling robot with specially designed floating
vacuum heads that hold the crawler to the surface while
still allowing it to move over laps, gaps, and minor
surface perturbations. Holonomic (or Mechanum)
wheels allow movement of the crawler in any direction or any
rotation, independently or simultaneously. This feature
optimizes scanning capability and area coverage. Crawler
guidance and locating is done using one of two off-board
positioning systems: the low cost portable Boeing-developed
Local Positioning System (LPS) (shown in Figure 10), or the
higher resolution Motion Capture (MoCap) technology that
enables the tracking of multiple crawlers at the same time.
Current efforts are underway to assess ROVER
implementation opportunities with military and commercial
aircraft customers. There has also been interest in a modified
ROVER for oil tank inspection, using magnetic attachment
instead of vacuum.
The Boeing Blade Crawler (Figure 11) is a spin-off
technology from the ROVER development. It is a self-
propelled automated inspection system that scans one or more
NDE probes or arrays over the surface of a helicopter
rotorblade, as it crawls from one end of the blade to the other.
Because the Blade Crawler can operate on rotorblades in-
place, in-service blades can be inspected faster and without
costly and time-consuming removal, reinstallation, and re-
balancing. In additional, the automated data collection
improves the quality and consistency of the information over
hand-held methods, and enables damage trend analysis and
improved repair planning. Boeing recently licensed the Blade
Crawler technology to NDT Solutions, which will enable
Boeing to offer this innovation to rotorcraft customers, like
the U.S. Navy.
Other Boeing developed NDE technology innovations are
changing the way the industry assesses aerospace structures.
One example is the Boeing-developed X-ray Backscatter
system, that creates an image of the interior of a structure by
scanning an x-ray pencil beam across it and collecting the x-
rays that scatter back (X-ray Backscatter was originally
proposed by Boeing as a method of NDE in the 1970s, but
then set aside due to the cost and speed limitations of legacy
technology. Because of terrorism and border security
concerns of the 1990s, the security industry rapidly evolved
the technology to decrease the cost and size and increase its
capability, therefore, making it more attractive to develop as
an NDE tool). X-ray Backscatter does not require access to
both sides of a structure in order to do an inspection, which is
an advantage for NDE of both large and in-service structures.
It also selectively scatters from and discriminates between
materials. The method is particularly sensitive to adhesives,
moisture ingress, density changes, voids and foreign object
debris. It has recently been shown to be able to characterize
Figure 11. The Boeing Blade Crawler is shown
traversing a helicopter rotorblade
during an inspection.
Figure 10.
Boeing ROVER (Remotely Operated Vacuum
Enabled Robot) for aircraft (and other) exterior structural
NDE. In the left photo the system is shown during an
inspection demonstration, with the mobile automated
boom that provides fall protection, power, and
communication to the crawler, which is shown in the lower
left photo. The LPS (shown in the upper right photo) is
one method that is used for guidance and tracking of the
crawler.
BOEING TECHNICAL JOURNAL
8
composite heat damage and detect wrinkles in composites.
More research is needed to quantify these new capabilities.
Figure 12 is a photo of the Boeing X-ray Backscatter
system and several imaging examples. The inspection head
can run on a track during data collection, or be mounted on
the end of a robotic arm.
Figure 12. Boeing X-ra
y Backscatter system photograph
(left), imaged hat stringer with a crack due to a blunt
impact (middle), and water in a honeycomb panel (right).
Laser Ultrasonic Testing (LUT) is an alternative
approach to traditional UT that has been developed for
application to composite aircraft structure. Ultrasonic
stress waves are generated by a laser pulse (instead of a
piezoelectric element) and detected (after interacting with
the structure) with a second laser interferometry system.
The benefits include non-contact (no couplant), no
perpendicularity required with the surface, and broader
frequency content that provides improved flaw
characterization. LUT systems, manufactured by companies
such as iPhoton (Fig. 13), PaR, and Technatom, have shown
cost benefit usage for certain complex parts built by
Lockheed Martin (F-35 production) and Airbus (in
development). But these systems are high enough cost ($3-
$7M) that the cost-benefit trades haven’t yet worked for
Boeing applications.
Figure 13. The iPhoton Robo
t Mounted System is
commercially available off-the-shelf, but has proven
too expensive for any Boeing applications.
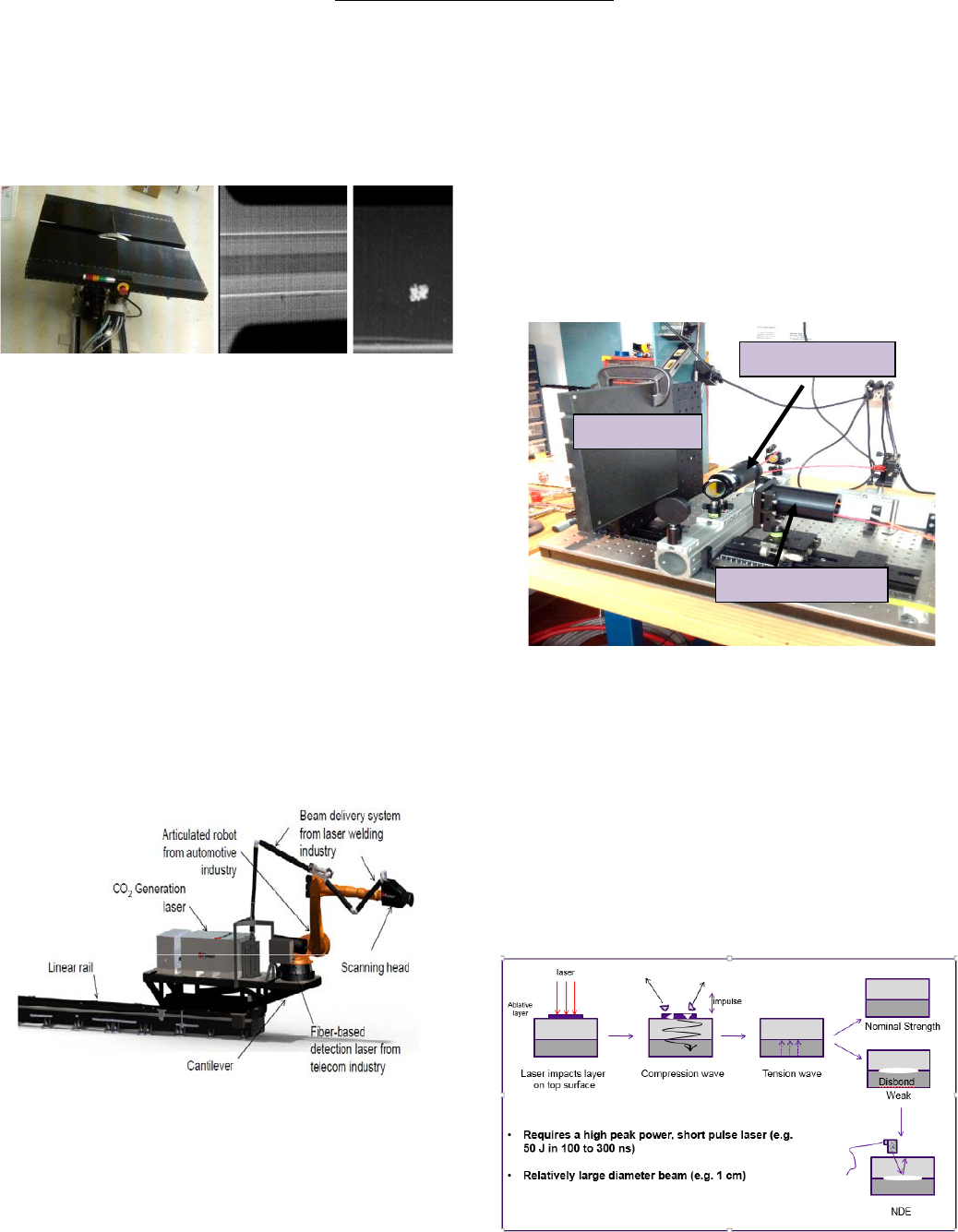
Fortunately, Boeing has been working with the University
of Washington to invent a lower cost LUT alternative, called
the PULSAR (Pulsed Ultrasonic Laser Scanner And
Receiver). The Pulsar is a Laser UT system that uses a low
cost, lower energy fiber-based laser that is pulsed at a high
repetition rate. While it shows much promise, the PULSAR
still requires modificatio
ns and development before it can be
used for production use. Lab prototypes in Seattle
and Charleston will be used for this purpose (Figure 14).
Complex geometry and edge inspection of Boeing
composites (including the 777X wing skin edge trim)
are under consideration, among other applications for
LUT. A 2015 invention called ISAFE (Integrated
Shielding Apparatus for Factory Environment) that enables
Laser UT to be used safely in a manufacturing environment
is slated to be developed in 2017 under a NASA-funded
program.
Figure 14. Boeing PULSAR
(Pulsed Ultrasonic Laser
Scanner And Receiver) lab set-up.
Because of the manufacturing cost and weight benefits,
all-bonded structures are being considered for
replacement of fastened composites. However, design of
bonded structure assumes that there is full adhesion, and
that bonds will not weaken over time. NDE techniques can
measure parameters or features such a void fraction, wave
speed, bulk modulus, thickness, etc., but not strength.
Validation of the strength of bonded primary structure
currently requires proof testing, but proof testing of bonded
structure can be very expensive and difficult.
Test Part
Excite Head
Receive Head
Figure 15. Laser
Bond Inspection methodology for
measuring bond strength.
BOEING TECHNICAL JOURNAL
9
Former Boeing Senior Technical Fellow Dr. Richard Bossi
and his team invented an alternative method using stress
waves generated by a high energy pulsed laser to provide
localized proof testing. The approach is nondestructive to
nominal strength bonds, but fails weak bonds and acts as an
indicator of bond strength. The way Laser Bond Inspection
(LBI) works is shown below in Figure 15.
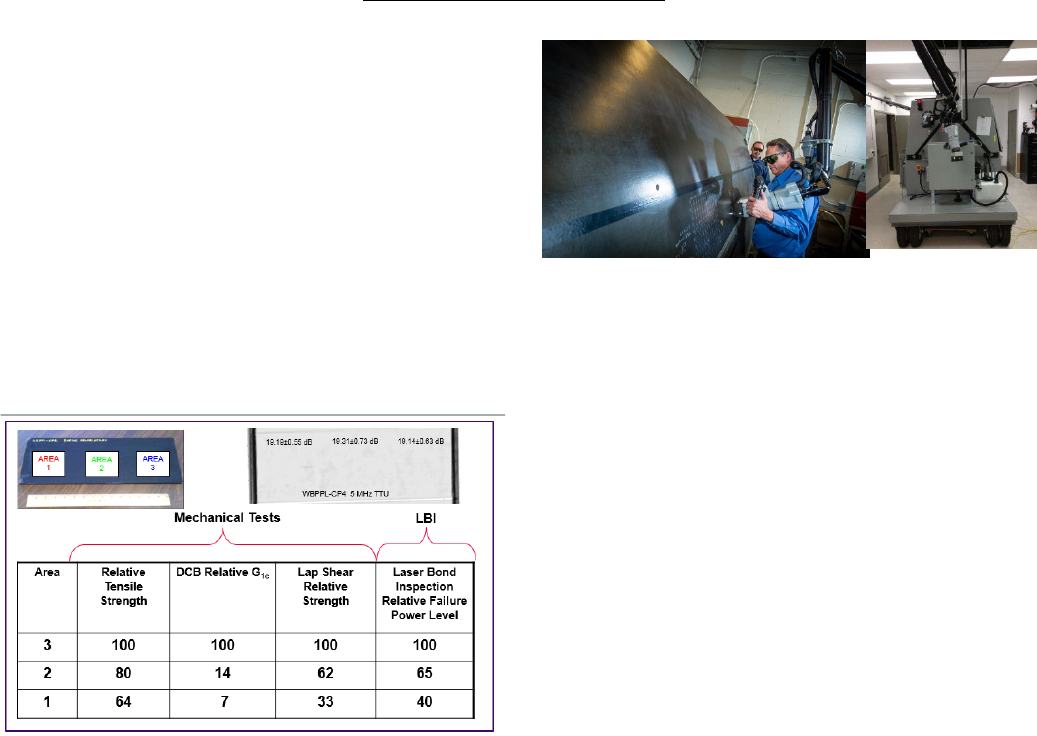
The LBI device actually measures bond strength. A
photograph of the test panel with three levels of bond strength
is shown in the upper left of the Figure 16. The ultrasonic C-
Scan image of the panel revealing no difference in the
attenuation due to the various levels is shown in the upper
right of the figure. The included table compares the LBI
results with various mechanical tests, showing the
effectiveness of the method.
Figure 16. A panel with a range of bond strengths,
traditional NDE (through-transmission ultrasound) revealing
no differences, and the LBI Device results that show
bond strength differences.
Figure 17 shows a photograph of the LBI Device and its
application to testing composite structure. LBI works well on
composite to composites, though there are limitations due to
thickness and quality of materials. Over the last few years, the
USAF has been funding Boeing, together with other
aerospace companies, to conduct research to quantify
LBI capability for a certified bond strength
measurement. Automation of LBI, using robotics, is also
being assessed at Boeing, for potential manufacturing
verification of bonded structure [13]. It is worth noting
that the NDE technologies developed and matured by the
Boeing team have found valuable applications beyond
characterizing defects during inspection. Imaging
technology and methodologies like photogrammetry
and profilometry that were originally developed to
characterize defects in the shape or finish of a surface, are
now being used for reverse engineering applications
to support 3D modeling of legacy aircraft during
modification and upgrade efforts. Past NDE related radio
frequency research has now been spun to create RFI
technology used to track products and inventories in our
factories.
Figure 17. A photograph of the LBI Device (left) and its
use testing composite structure (right) The LBI Device was
developed by Boeing, with funding from the USAF, and
built and sold by LSP Technologies Inc, Dublin, Ohio.
Dr. Al Stewart conducts the test while Marc Piehl looks on.
IV.
B
OEING’S NDE FUTURE
Probably the best question to ask as we approach the
conclusion of this paper is this: What are key NDE development
areas that we can expect to see within Boeing ask we look into
the future [14]? Below are some preliminary answers to that
question:
NDE in the future will include automated data analysis
(ADA) that increases throughput by reducing time-consuming
human-based data analysis. Lower cost pedestal and modular
NDE robots will replace the current higher cost, large footprint,
stationary scanning systems [15].
Factory flow will be optimized for speed and cost with
automated crawling NDE platforms. NDE sensors will see
significant technology innovation. Waterless stand-off NDE
sensors, such as Laser Ultrasound Arrays, will inspect complex
shapes and edges faster, without having to touch the part or deal
with water collection and recirculation issues. Thinner
laminates, like the 787 barrel skin, could soon be inspected with
faster, large area NDE methods, such as Infrared Thermography
(IRT), with UT used only for characterization of flaws (Boeing
has previously advanced IRT for inspection of SPF/DB titanium
parts and moisture detection in radomes, and we are exploring
IRT for inspection of non-critical composite parts).
The value of utilizing NDE and other measurement data as a
process control tool is only now being fully appreciated. The
goal is to move inspection (such as UT, IRT, CT, etc.) back up
the manufacturing chain so it becomes transparent to the
fabrication process. This approach will drive quality
improvements through trend analysis, and reductions in process
variations. In-process sensor feedback during manufacturing
will be expanded to newer manufacturing methods, like additive
manufacturing [16].
Ultimately this approach will tie the NDE and measurement
data into a "digital thread" that supports cost-effective
implementation and maintenance during the entire life cycle of
the aircraft. Better NDE during the design process reduces the
uncertainty of new manufacturing capability and allow design
teams to have confidence to optimize the design and not add

BOEING TECHNICAL JOURNAL
10
costly overdesign to account for uncertainty. Better NDE
during development optimizes production, resulting in
fewer requirements for NDE in perpetuity.
Fully bonded composite aircraft are an important part of
the future for Boeing, because they can be made lighter, and
will cost less to build, fly, and maintain. While the LBI
device discussed above is a good initial solution for bond
strength verification, lower cost alternatives will be
discovered and developed.
For in-service NDE, some new capabilities that are likely
to b
e implemented to reduce NDE costs include
nanotechn
ology, self-sensing structures and surfaces, robotic
surgical NDE, and
fully networked remote expert (tele-
op
erational) NDE that extends the reach of the expert to
virtually any place in the world. New advan
ced NDE sensors
will impro
ve damage characterization capability and extend
the time required between in
spections. For example,
Magnetoresistive and Millimeter Wave Sensors (for crack
detection, and Frequency Selective Resonance (FSR) methods
(for honeycomb
/sandwich structure) are being developed at
Boeing today, for future implementation on in-service
aircraft. Advances in radiographic method
s, including
Computed Tomography, X-ray Backscatter, and Neutron
Radiography are also part of Boeing long-term R&D plan to
provide the best possible NDE tools when new critical,
difficult, o
r time-sensitive challenges arise [17][18].
ACKNOWLEDGMENT
The author wishes to acknowledge the many Boeing
engineers, scientists, and technicians who have contributed to
the development of NDE technology and methods over the
past 100 years. Their innovative ideas, unique designs, and
tireless efforts aimed at solving challenging inspection
problems have made Boeing today’s world leader in
aerospace NDE. Unfortunately, there are too many to
mention by name here. However, several of these
deserve specific mention for their significant contribution to
key developments described in this paper: Dr. Richard Bossi
and Dr. Al Stewart (CT, LBI, LUT); Dr. Don Palmer (AUSS
Mobile, in-service NDE, SHM); Morteza Safai, Talion
Edwards, and Jim Engel (X-ray Backscatter); Jeff
Thompson (IR Thermography) Tyler Holmes (IRT,
Remote Expert NDE); Dr. Jill Bingham, Jim Kennedy, Bill
Motzer, Dennis Sarr, Chris Vaccaro (UT advancements for
composites, LUT and UT ADA), Paul Rutherford, Jeff
Kollgaard and Nate Smith (Surgical NDE, Remote Expert
NDE, in-service NDE and EC advancements), Nancy Wood,
Scott Black, Barry Fetzer (AUSS and Robotic UT), Dr. Jim
Troy, Karl Nelson, Scott Lea, and Dan Wright (ROVER,
LPS), Mike Fogarty, Bill Tapia (In-Situ NDE), Bill Meade
(X-ray ADA); Martin Freet (general NDE advancements)
and Joe Hafenrichter (Blade Crawler). Sincere apologies are
offered to those deserving mention whose names or
technology developments the author has failed to include in
this survey paper.
Wayne Woodmansee (Boeing), Don Hagemeier (Douglas),
and Bob Roehrs (McDonnell) deserve special mention as
fathers of modern aerospace NDE, who were about a
generation ahead of those of us acknowledged above.
Hagemaier did more than anyone in developing in-service
inspection approaches, primarily eddy current, to support
commercial airlines. Much of his work led to established
standards used by ASTM, ASM and SAE. Roehrs was the key
driver in bringing an aerospace flavor to the American Society
for Nondestructive Testing, which had its beginnings in
industrial radiography. He was also instrumental in
establishing standards for NDT system and personnel
qualification, and in the early years of the damage tolerance
era, defining protocol for probability of detection.
Woodmansee had some pioneering work back in the 1960s
relative to automated UT systems development and signal
processing, well before automated systems became accepted
standards for large area inspection.
DEDICATION
Of course,
the future is impossible to fully predict. Many
factors will determine the direction of technology
development in any field. However, we can point to the fact
that Boeing has been a leader in NDE innovation this past
century. We should make every effort to continue that
passion for innovation that includes minimizing non-value-
added costs of inspection and maximizes the discovery and
utilization of the important NDE data. NDE researchers need
to work closely with NDE practitioners, as well as designers,
and manufacturers of our structures. If we do so, Boeing NDE
R&D will continue to play a key role in Boeing’s future as the
world’s premiere aerospace company.
VI. C
ONCLUSION
NDE is a critical technology area for Boeing, that has
grown and developed along with the company these past
100 years. A brief overview of the highlights of NDE
development at Boeing has been provided in this present
paper. As we move into our second century as a company,
the future of Boeing will continue to rely on NDE
innovation. If the past is any indicator of the future, many of
these innovations will come from Boeing personnel
working diligently to overcome the technical barriers to
new structure verification, while keeping an eye on
Boeing’s current and future business needs.
The author would like to dedicate this Boeing Technical
Journal article on NDE innovation to Mahender Reddy, the
Advanced Inspection Technology (AIT) Senior Manager
who retired this past year from Boeing after a long and
highly respected career. His consistent leadership and
strategic vision—supported by the entire AIT
management team—have produced a fruitful environment
for high impact NDE development, advancement, and
implementation at Boeing.
BOEING TECHNICAL JOURNAL
11
BIBLIOGRAPHY
[1]. McMaster, R., American Society of Nondestructive
Testing (ASNT) Handbook, 1959.
[2]. Jones, T.E., ed., From Vision to Mission: ASNT 1941
to 2016, pp. 8-21, ASNT, Columbus, OH, 2016.
[3]. Jones, T.E., Ibid., pp. 24-26.
[4]. Jones, T.E., Ibid., pp. 62.
[5]. Negard, Gordon, The History of the Aircraft Structural
Integrity Program, ASAIC Report 680.1B, San Carlos,
CA: Aerospace Structures Information and Analysis Center,
June 1980.
[6]. Georgeson, G. and R. Bossi, X-ray computed
tomography for advanced materials and processes,
USAF Report, ADA259828, 1992
[7]. Kennedy, J. C. and Bledsoe, P., Lean and efficient NDI
scanning technologies, models 737, 747, 757, 767,
777, Boeing Research and Technology collection, MDR
R-00403, 2001.
[8]. Kennedy, J. C., FA-18 NDI support, Boeing Research
and Technology collection, MDR R-00040, 2001.
[9]. Palmer-Jr., D., Rapid large area inspection
using ultrasonic phased arrays, Boeing Technical
Excellence Conference, 9th, 2005, Saint Louis,
Missouri, Report BTEC09 C07
[10]. Georgeson, G., Motzer, W. and Rutherford, P., Surgical
Nondestructive Evaluation (SuNDE), USAF
Report ADA549006, 2011.
[11]. Fogarty, M. and Georgeson, G., In-Situ NDI for real time
monitoring of aircraft structures during mechanical
testing, Boeing Technical Excellence Conference
20th, 2013, Lynnwood, Washington, Report BTEC20
STR30.
[12]. Nelson, K., Remotely operated vacuum enabled
robot (ROVER), BR&T Block Report BR7-14481-01, 2013.
[13]. Safai, M., Robotic integration high energy
pulse optimization and NDE correlation, BR&T Block
Report, BR9-16597-01, 2014.
[14]. Georgeson, G., NDT – A Continuing Responsibility
in the Future of aerospace, 10th Asia-Pacific Conference
on Non-Destructive Testing, 17-21 September 2001,
Brisbane, Australia,
http://www.ndt.net/article/apcndt01/papers/1205/1205.htm
[15].
Kennedy, J.C., Rapid inspection data analysis,
BR&T
Block Report, BR11-11528-03, 2016.
[16]. Bossi, R., Palmer-Jr., D., and Hudson, J., Nondestructive
Evaluation Vision to Meet Production Demands,
Boeing Technical Excellence Conference 18th, 2011, St.
Louis, Missouri, Report BTEC18 B06
[17]. Georgeson, G., Trends in R&D for
Nondestructive Evaluation of In-Service Aircraft,
5th International Symposium on NDT in Aerospace, 13-15
November 2013, Singapore.
[18]. G. Georgeson, Nondestructive Inspection for Composite
Aerospace Structures, 6th International Symposium on NDT
in Aerospace, 12-14 November 2014, Madrid, Spain
NDE Resources:
An extensive list of books on NDE techniques can be found
on the ASNT.org site on the ‘NDE Method References’ page:
https://asnt.org/Store/Browse?category=NDT%20Method%2
0References
Boeing Nondestructive Evaluation Technology Forum
Archive Server (Contact author for access.)
\\NW\data\NDETechForumArchive\
Boeing Enterprise Composite Handbook
http://catalog.web.boeing.com/search/i?
SEARCH=D950-11193&SORT=DX&searchscope=22
ISU CNDE NDT Resource Center web site –
http://www.nde-ed.org/index_flash.htm
ASNT Industry Handbook: Aerospace NDT, R. Bossi, Ed.
2014
ASM Handbook, Volume 21 Composites, “Nondestructive
Testing,” pp 699-725
Additional articles and presentations can be obtained on the
subject of NDE by searching the author’s name in the Boeing
Library:
http://catalog.web.boeing.com/search/a?SEARCH=george
son+g&searchscope=22
BIOGRAPHY
Gary Georgeson is the Boeing Senior Technical Fellow in
NDE. He holds a Ph.D. in Materials Science from the
University of California at Santa Barbara, and has worked for
Boeing in the Puget Sound area since 1988. In his current
role, Gary provides technical leadership aimed at advancing
NDE for aerospace structures, particularly composites, during
manufacturing and aircraft service.
Gary is a prolific inventor of NDE systems or methods. His
innovations have supported various Boeing platforms, and
helped Boeing win contract R&D programs from the USAF,
USN, NASA, and the FAA. He is often called upon by the
U.S. government and industry for advisory roles regarding
NDE. He has published or presented over 130 technical
articles, government reports, journal articles, as well as a
section of the ASNT NDE Handbook.
Gary has received five Boeing Breakthrough Technology
Awards, four Boeing Special Invention Awards, and holds
nearly 200 patents worldwide. He also received the ASNT
2016 Research Award for Innovation and the 2016 Robert C.
McMaster Gold Medal Award for NDE industry impact, the
2015 Mentoring Award from the American Society of
Nondestructive Testing, and the 2015 Jud Hall Composites
Manufacturing Award from the Society of Manufacturing
Engineers.
Gary is the currently Chairman of the Research Council of
ASNT, where he is a Fellow. His professional affiliations
include ASNT, SAMPE, SME and SPIE.
He also holds a master's in Theology, and is the founding
pastor of a local church, with a focus on serving the poor and
disenfranchised, and making a difference in people’s lives.
